Transcripts
1. Manage constraints in your business operations: Operational challenges such as insufficient capacity,
late customer deliveries, and rising inventory levels affect the organizations
across the industry, whether in manufacturing,
healthcare, customer service,
operations, airport, or even content creation. Performance issue often traced back to one critical factor, a constraint within the system. Understanding what
limits your operations and knowing where to focus improvement efforts can significantly
enhance capacity, flow, and overall performance. Welcome to this course on constraint and
bottleneck management. Hi, I'm a consultant
and coach specialized in operational excellence and business performance
improvement. In this class, you
will learn how to identify bottlenecks,
understand systems, constraints, and apply
practical methods to improve throughput
and reduce delays. Operational systems are the backbone of
most organizations. Every business operates as a sequence of
interconnected process, and as the saying goes, a chain is only as strong
as its weakest link. Constraint management provides
a structured approach to identifying the true
limiting factors in a process. Prioritizing improvement
efforts effectively increases output without
unnecessary investment. Create sustainable
performance gains. By the end of this class, you will be able to analyze
your own processes and pinpoint where improvement
will have the greatest impact. If you are ready to take a more focused
strategic approach to operational
excellence, let's begin. I will see you inside the class.
2. Everyday bottlenecks and system efficiency: Lesson two. A weekend. You may have left the office, the factory floor, or the
customer service desk behind. But operational systems and
constraints do not disappear. They are everywhere. Think about a typical Saturday. You decide to drive
out of the city, everything moves
smoothly until you reach that one major
junction where four lane merges into two,
traffic slows down. Your car stucks up. Nothing is wrong with the road itself. The constraint is simply
the merging point. Or imagine ordering a
coffee at a Psy cafe. There are three people
taking the orders, two preparing the drink, but only one at the
payment terminal. The line does not move
because of demand. It moves at the speed of
this single payment point. That is constraint
management in action. Now, let's take a
larger example. A day at an amusement park. You park the car, you queue for the ticket,
you wait to enter. You navigate to the
roller coaster. The ride itself
lasts only 1 minute, and it fits ten people. On the paper, that sounds
like 600 people per hour. But the queue moves far slower. Why? Because the
real constraints may not be the right duration. It might be how long it takes to load and unload
the passengers. It might be the safety check. It might be the
staff coordination. The slowest step determines
the system's output. The same principle
applies at a food stall. People hesitate while choosing. Someone struggles
with the payment. Another blocks the counter
while adding some chocolates. The grill might be fast, the bottleneck might be the decision making
point or the payment. Constraint management is
not about working harder. It's about identifying what
truly limits the performance. You see at a hospital where the operating rooms
are available, but discharge process
delays new admissions. At the airport, where the security screening
limits the passenger flow. In a call center where
the agents are available, but the system login
time slows the response. A household where everyone
is ready to leave, but one person cannot
find their keys. In every case, the system moves at the pace
of its constraint. The key insight is simple. The improving parts of
the system that are not the constraint does not
increase overall performance. If traffic is stuck
at two lane merges, widening the road
elsewhere will not help. If checkout is the bottleneck, adding more sales staff on the floor will not
reduce the queue. Constraint management teaches
you something important. Identify the true
limiting factor, focus improvements where
it matters the most. Increase the throughput without
unnecessary investment. Improve flow instead of
creating local efficiencies. Whether in business or public
service or everyday life, system behaves the same way. The question is not whether
a constraint exists. The question is, can you see it? And once you can see it, do you know how to manage it? That is what we will
learn in this course.
3. When You Are the “Job” Moving Through the System: Lesson three, when you are the job moving
through the system. Sometimes the easiest way to understand constrained
management is to stop thinking like a manager and start thinking like an item being
processed because often that item is you when you sit in traffic
at a busy intersection, you feel the slowdown. When you wait for a
table at a restaurant, you feel the delay. When you stand in a line
at an amusement park ride, watching it operate
again and again, while the queue barely moves, you feel the friction. In those moments, you are the material moving through
the operational system. And the system is
processing you. These everyday experiences are
not random inconveniences. They are structured systems with inputs, process, and outputs. The traffic network
process vehicles per hour. The restaurant processes
guest per hour. The amusement park ride
processes people per cycle, just like the logistic
company processes packages. Or a team processes task, or a hospital processes patient, or a marketing agency
produces campaigns per week. Whether the system
moves material, people, task, or data, the principle is the same. The system's output is
determined by its constraint. If the restaurant
has 20 empty tables, but only one chef, the chef is the constraint. If the hospital has available doctors but
no available ICU beds, the beds are the constraint. If a call center
has many agents, but a slow CRM system, the software is the constraint. If a factory has fast machines, but a frequent breakdown
at one station, that station limits
the entire line. The constraint is
the weakest link, but it is also the
most important link. It determines throughput, it
determines the lead time, it determines the revenue and
the customer satisfaction. Improving non constraints may
create local efficiencies, but it does not increase
the total system output. If the checkout is slow, adding more sales assistance on the floor does not
reduce the queue. If the security screening
is slow at the airport, adding faster boarding
procedures does not increase the passenger flow. The system only moves as
fast as its limiting factor. The goal is to simplify
the operation's thinking. Instead of trying to
improve everything, we focus on the leverage
points that matters the most. How to identify your
system's true constraint. How to calculate and understand
the system's capacity, why speed and
availability matters. The difference between coupled
and decoupled processes, how strategic buffers
protect throughputs. Operation systems
are everywhere. They transform inputs into
higher value outputs. Products per hour
on a factory line, content per week from
a creative team. Claims process per day
in an insurance office. Patients treated per
shift in an hospital. The real question is not
where the constraint exists. It always exists. The question is,
where can you see it and clearly enough to
manage it deliberately. Because once you
identify the constraint, you unlock the most
powerful lever in operational excellence and take your operations performance
to the next level. And that is where the
real improvement begins. We usually focus only on
KPIs that are showing green, whereas the customer is experiencing the slowdown
and the constraint.
4. Bottlenecks vs Constraints — What’s the Difference: Lesson four, bottlenecks
versus constraint. And what's the difference? We often use the
word bottleneck and constrained as if they mean
exactly the same thing. In everyday conversation,
they usually do both describe something that restricts or limits the
output of the system. The term bottleneck comes
from the shape of the bottle. Turn a bottle upside
down and try to pour the liquid out
as fast as possible. The wide body of the bottle
holds plenty of liquid, but the narrow neck controls
how fast it can flow out. NC determines the
maximum output rate. That image perfectly captures
what happens in the system. But if we want to
be more precise, there is a subtle difference. The constraint is anything
that prevents a system from achieving a higher level of performance relative
to its goal. That could be a
physical resource such as a machine or
lack of material, a policy or a rule that
slows the approval process, maybe a budget limit, even a low market demand a
bottleneck, on the other hand, is a resource whose
capacity is lower than the demand placed upon it. In simple terms, a
constraint always exists. A bottleneck exists when the
demand exists the capacity. Let's make this practical. Imagine a small bakery that can produce 1,000
pastries per day. But it only receives
orders for 600. There is a constraint,
market demand. The bakery is sales constrained. However, there is no bottleneck
inside the operations because every station has enough capacity to
meet the demand. Now, imagine the demand suddenly increases to 1,500
pastries per day. The oven can be 1,200. The packaging station
can handle 1,000. The delivery team can
transport 900 carefully. Now, the multiple
bottlenecks appear. Demand is greater than the
capacity at several points. Same bakery, same equipment. The demand level is different. Completely different
constraint situation. Here is another example. A hospital has
sufficient doctors, available operating rooms,
enough nurses to take care, but there are only ten ICU beds. If the demand exceeds
those ten beds, the ICU becomes both a
bottleneck and a constraint. However, if the
patient admission drops below ten per day, the ICU no longer
has a bottleneck. The constraint may
shift elsewhere. It shows something critical. Constraints are dynamic. They depend on the
demand and the capacity. Now consider a
more complex case. Suppose two processes in a production line have exactly
the same lowest capacity. They both limit
the system output. These are joint constraints. If you improve only one of them, the system capacity
does not increase. You must improve both. This is why blindly improving
busy resources often fails. You must know what is
the current demand. What is the capacity
for each process? Which resources truly limits
the total system throughput? You do not need perfect data. You need enough
clarity to identify the constraints and anticipate
where it may shift next. So yes, it's useful
to understand the technical
distinction between a bottleneck and a constraint. But in practice,
many professionals use these terms interchangeably. The important part is
not the vocabulary. The important part is recognizing what is the
limiting performance right now? Because once you identify
what is the limiting factor, you know exactly where
to focus your efforts, and that is where the
real leverage begins. So bottleneck will only arise if your system has a capacity that is slower than the demand. So you may or may not have a
bottleneck in the process, but constraints are
always present. Just have your eyes
open to look for one.
5. Why Constraint Management Matters: Lesson five, why constraint
management matters. Constraint management is
not just for factories. Yes, many of its early ideas were developed in a
manufacturing environment, but the principle applies
far beyond production lines. Healthcare system
manages patient flow. Hotel manages the room
turnover and check in process. IT teams manage the
data processing and the server capacity. Agriculture manages harvesting windows
and storage limits. Universities manages admission, classrooms and
faculty availability. Even at home, families manages time, energy, and resources. Wherever there is a system, transforming inputs into
outputs, there is a constraint. So what is the real point
of a constraint management? Improving operations sounds
good, but it's vague. Improvement must connect to
something that is meaningful. In most of the
profit businesses, the ultimate goal is simple to make the
money sustainable. In the influential
book, the goal, Mr. Goldratt
introduced the theory of constraint and
framed this clearly. The business succeeds by
increasing net profits, return on investment, cash flow. And this translates
into operational terms. That means increased throughput, reducing unnecessary inventory, reducing operating expenses, throughput is the rate at which the system
generates value. It is the speed at which the organization turns
efforts into results. For example, a hospital
increases throughput by treating more patients safely without increasing the cost. A call center increases
the throughput by resolving more customer cases per day without
adding headcount. Ecommerce company
increases throughput by shipping more orders without expanding
the warehouse space. Constraint management
focuses on attention to the single point that most
limits the throughput. If you increase the
efficiency everywhere, except the constraint point, overall output
does not increase. But if you improve the
constraint point, even slightly, the entire system's
performance can improve efficiently
and significantly. That is the leverage of
constraint management. Instead of spreading efforts, kindly across dozens of
improvement initiatives, constraint management
directs energy where it has the
greatest impact. We will focus primarily
on throughput because it is the strongest influence on profitability
and performance. When throughput
increases, intelligently, profit increases,
cash flow improves, and the system
becomes healthier. Constraint management is
not about working harder. It's about focusing on smarter. And that focus begins with
understanding what truly is limiting your system today. A
6. Capacity Constrained or Sales Constrained: Lesson six, capacity
constrained, or is it sales? No matter the industry, productive operational
systems share the same basic structure. They take in inputs
such as material, labor, time,
information, or energy. They apply the processes, they generate higher
value outputs. That output might be fresh
bread from a bakery, a passenger transported
safely by a train service, tax filing submitted
by an accounting firm. Electricity generated and
delivered by the power company. Customer tickets resolved
by customer support team, content produced by
marketing agency. Every system
transforms something into something more valuable. Now, here is the
critical question. What is limiting
that system today? There are only two
broad possibilities. The system is capacity constrained or is it
sales constrained? If the business is
capacity constrained, it has more demand
than it can handle. Customers are willing,
orders are waiting, but the system does not have enough capacity
to fulfill them. Think of a restaurant with a constant waiting list because there was
not enough tables, a popular online course creator who cannot keep up with
the enrollment inquiries, a factory with a backlog of orders due to limited
machine time, a hospital where
appointment slots are fully booked
weeks in advance. In these cases, the constraint
is operational capacity. The focus must be on
increasing the throughput. Now, consider the
opposite situation. A company has
plenty of capacity, but not enough demand. The bakery can produce
thousand loafs per day, but it can only sell 600. The gym has equipment sitting
idle for most of the day. The SAS company has survey capacity far beyond
the current usage. The consultant has
open calendar slots, very few client bookings. In these situations, the
constraint is the market. The business is
sales constrained, not the operational constraint. Improving production
efficiency will not solve the problem
in the second case. The attention must
shift to marketing, pricing, positioning,
and sales effort. Every operational system is
in one of these two states and knowing which state you are in is absolutely critical. Many organizations
invest heavily in improving internal processes. When the real constraint
is lack of demand, other invest in
marketing campaigns when the real problem is
insufficient delivery capacity. Without clarity, improvement
efforts become guesswork. Constraint is not a
negative concept. It is an inevitable situation. Every system has at least
one limiting factor. Even the most brilliantly
managed organizations cannot eliminate
constraints entirely. The key is not to remove
the constraints altogether. The key is to
understand where is the constraint right now
and manage it deliberately. Because when you align your actions with
the true constraint, performance improves because focused strategic and far more powerful
efforts are put in.
7. The Constraint as Your Most Powerful Lever: Lesson seven, the constraints as your most powerful labor. In operations management, understanding constraint
is not operational. It is fundamental. Constraints are not something to fear or eliminate blindly. They are powerful
leverage points. When managed correctly,
they allow you to influence the entire system
disproportionately. There is a simple analogy. A chain is only as strong
as its weakest link. The constraint is that the weakest link it limits the capacity,
it limits throughput. It often limits the sales, and ultimately, it
limits the profits. But here's the key
shift in mindset. Constraints are not just
problems to remove. They are control
points to be managed. Even if you eliminate
one bottleneck, another constraint will always exist somewhere in the system. By definition, every system has at least one
limiting factor. The goal is not to create
a constraint free system. That is impossible. The goal is to identify
the constraint and deliberately organize
the system around it. If a hospital's MRI
machine is the constraint, patient scheduling should be built around maximizing
its utilization. If a software development team is constrained by
testing capacity, work should be released at a pace that the
testing can handle it. If a factory paints booth
in the slowest operation, upstream production must
align to its rhythm. The constraints sets the
pace of the entire system. Understanding constraints always affects more than output. It deeply influences
the lead time. When constraints are mismanaged, you see delayed
deliveries happen. Unpredictable completion
dates, long waiting time, frustrated customers
and often well intentioned but misguided
management actions make these things even worse. For instance, managers may push more work into the system
to keep everyone busy. Work in progress increases, inventory piles up. Scheduling becomes chaotic. Urgent jobs are expedited, stress increases, cost increases all while
throughput remains unchanged. When inventory increases or when inventory rises without
proper control of constraint, the system becomes
noisy and unstable. The same principle applies outside the profit
driven businesses. A nonprofit organization, the constraint limits how
much value can be delivered. A school may be limited
by classroom capacity. An aid organization may be
limited by the funding cycle. The city traffic
flow may be limited by roads capacity at
a major intersection. In each case, the
constraint determines the rate at which value can
be created and delivered. Constraint management teaches
a disciplined approach, identify the constraint,
optimize it, subordinate other
processes to it. Improve it, then repeat
as the constraint shifts. These steps are not
always intuitive. You must be keen
at finding it out. In fact, many a day's
management practices directly contradicts
the constraint logic. Keeping every resource
equally busy feels efficient, but it often reduces the overall performance
of the organization. High performing systems does not try to maximize every part. They maximize the flow
through the constraint. When you understand
this difference, you stop fighting
the constraint. You start using it, leveraging it and
that shift changes everything from how you manage operations to making
it successful.
8. The Airport Throughput vs Throughput Time: Son eight, the
airport throughput versus the throughput time. Imagine walking into a
busy airport terminal. Announcement echoes overhead. Screen flashes, departure times, passengers move with urgency
towards check in counters, security lanes and
boarding gates. Without realizing it,
you have just entered one of the most sophisticated operational systems
in the world. An airport is a people
processing system. Its core flow includes
check in or baggage drop, security screening,
boarding, and takeoff. From the passengers
point of view, the experience can feel long,
bureaucratic and stressful. Two to 3 hours from entry to takeoff is common at an
international travel. But for an operation's
perspective, something very
different is happening. Most major airports are
capacity constrained. The constraint is almost
always the runway. Runways are
extraordinarily expensive. Space is limited. Regulations strictly governs
the aircraft separation, safety distance, and
movements per hour. Expanding the runway capacity is rarely simple and
often impossible. The runway determines
how many planes can depart per hour. It determines the throughput. To maximize the system output, airport managers must keep that runway fully utilized
at all the times. That queue of
aircraft waiting to take off is not poorly planning. It is deliberate
inventory buffer. It protects the runway
from upstream variation. If the check in slows down
or the boarding is delayed, the runway must
still remain busy. Idle runway time means
the loss throughput. Now, here's the
important distinction. Passengers care about
throughput time, how long it takes to
move through the system. The airport cares
about the throughput, how many passengers
departed per hour. These are not the same. Imagine two pipes with identical diameters,
but different length. Both can push out the same
number of units per minute. One pipe is long,
the other is short. Throughput is identical. Throughput time is
different over here. From a passenger's perspective, the throughput time is
frustrating because it's long. From the airport's perspective, throughput time is not
the primary concern. In fact, airports
are unusual systems. Approximately 40% of
the airport revenue comes from non
aeronautical activities, such as retail, dining,
property rentals. The longer the passenger
remains inside the terminal, the more likely
they are to spend. In this specific case, the longer throughput time can actually increase the
revenue for the airport. Contrast this with a factory. In manufacturing,
long throughput time increases work in progress. Ties up the capital increases the storage cost,
reduces responsiveness. Factories do not benefit from
long internal flow time. This example highlights
a powerful lesson. You must understand
the system's goal before deciding
what to optimize. For an airport, maximizing runway utilization is
definitely important. For a factory, reducing
WIP or work in progress, shortening the lead
time is important. For a hospital, maximizing
safe patient throughput. From a retail store, balance customer experience
with transaction speed. Sunstrain management
is always contextual. Next time, you wake up
early for a flight, move through the
check in, security, duty free shops,
and boarding gates. Remember, you are
flowing through a carefully orchestrated
operational system and somewhere behind the scenes, the most critical role is being played by the air
traffic controller. The guardian of the
runway constraint, ensuring maximum throughput
while keeping everyone safe. That single constraint quietly determines the performance
of the entire airport. I guess you learned a new
perspective in this lesson. I will see you in
the next lesson.
9. The Theory of Constraints and the Five Focusing Steps: Lesson nine, the
Theory of Constraints and the five focus steps. Much of the modern
bottlenecks and constraint management is built around the theory of constraint, often called as TOC. TOC is a powerful system. Improvement methodology is
based on one central idea. The system's output is
limited by its constraint. If you want to improve the output or the
performance of the system, you must identify
that constraint and manage it deliberately. Oh the Theory of
Constraints developed by IlahuGolut and popularized in his influential
book, The goal. Although it began
in manufacturing, Theory of constraint applies
far beyond factory floors. It has been successfully
used in job, batch, mass, and
continuous production, supply chain and logistic, finance and accounting,
marketing and sales, healthcare and
service operations. We will focus on the
application of this process. What TOC optimizes. In operational term, theory of constraint encourages us to increase the throughput, reduce the inventory,
reduce operating expenses, but the primary
focus is throughput. Importantly, TOC defines
throughput very specifically. Throughput is money generated from actual sales
minus variable cost. Producing goods that sit in storage does not
increase the throughput. Filling a warehouse is
not a success metric. Only what is sold is counted. This mindset shift
attention aways from local efficiencies
towards system wide flow. Theory of constraint teaches us to balance the flow,
not the capacity. The five focusing steps, the most famous TOC tool is
the five focusing steps. Once the system is mat, the goal is cleared. Improvement follows
the sequence. Step one, identify
the constraint. Which process currently limits
the overall throughput? Where is the weakest link? Step two, exploit
the constraint. Make sure that the constraint
is fully utilized, reduce the downtime, eliminate
unnecessary interruptions, simplify the
procedure around it. Keep it running effectively. Step three, subordinate everything else to
the constraint. All other processes must align with the
constrained space. Do not overproduce the upstream. Ensure support functions
prioritize the constraint needs. Step four, elevate
the constraint. Only after fully exploiting and subordinating should be
considered about adding capacity. This might mean buying
another machine, hiring additional staff or
redesigning the process. Step five, repeat the cycle. Once the constraint is broken, it will shift elsewhere. Identify the new constraint
and begin again. The most importantly, do not let inertia become
the new constraint. The brilliance of theory of constraint lies in
its discipline. Instead of trying to
improve everything at once, it channels the effort into single point that
matters the most. It replaces scattered
improvement initiatives with focused leverage. And when applied consistently, it transforms how
the system performs.
10. Start with a Process Map: Lesson ten. Start
with a process map. When improving any operations, the first step is simple. Map the process. Before
jumping into solutions, draw a clear picture of how work flows
through the system. Keep it simple at first.
Break the operations into three or ten major steps. You can always add details later once you know
where to focus. Let's take a relatable example. Imagine a fast food sandwich bar making toast foot long sandwich. From the shop's perspective, the process might look like, take the customer's order, add the meat and the cheese and the vegetables,
toast the sandwich, add some salads,
and the toppings, wrap the sandwich, take
the payment, add the till. Each step takes different
amount of time. And because the time determines how many units can be
completed per minute, each step has its own capacity. Simplify, assume one
employee per step. No shared resources, no
breakdowns or delays. Perfect availability. In this ideal scenario, process time directly
determines the capacity. Now imagine the toasting step. It takes 40 seconds while all the other
steps take less time. It means toasting can only produce 1.5 sandwiches
per minute. Even if every other
station works faster, the entire system cannot
exceed that rate. Toasting is a constraint. Three toast in 2 minutes. Now, suppose the owner
buys a second toaster. At first glance, it seems like the system's capacity will
be doubled, but it will not. Yes, toasting capacity
has increased. But once the constraint is
relieved from this station, the next slowest process
becomes the new constraint. Perhaps salad assembly, perhaps maybe the payment at the til
the constraint now shifts. This is why process
mapping is very important. To identify the true constraint, you must map the flow. Estimate or measure the capacity
at each and every step. You can do a time
and motion study. Compare demand to capacity. Only then can you clearly
see what limits the system? Without a process map, improvement efforts are guesses. With one, constraints
identification becomes logical and data driven. And once the
constraint is visible, meaningful improvements
can begin. I
11. When Systems Get More Complex: Lesson 11, Let's move beyond
a simple linear process. Imagine a system with four
processes, and theoretically, capacity is seven units per R. That means somewhere
in that system, the constraint limits
the output to seven. Now, suppose we buy
another machine for process two and double
its capacity 7-14. It feels like a major upgrade, but the system does not double instead, the
constraint shifts. Process two is no
longer the bottleneck. Now, the constraint moves to the two joint processes that
begin and end at the system. To increase the
capacity further, both of those processes
must be improved together. This illustrate a
critical principle. Improving one part
of a system does not guarantee a system
wide improvements. Now, let's add more realism. Imagine the system has two separate input streams
feeding into a common process. Each input stream has its own capacity and its
own internal constraints. If the top input stream is
limited to eight units per, then the overall system cannot exceed eight regardless of
what happens the downstream. If that stream is increased
to 12 units per hour, the constraint may shift to a merging point where
both the streams meet, and perhaps now the limit
to ten units per hour. In multi input systems, the slowest feeder can limit everything to operate
at a target capacity. All the input streams
much support that level. This is where simplification
becomes powerful. Instead of analyzing
every microstrips, you can collapse
each input stream into a single effective
capacity number. That allows you to
see the systems more clearly and identify where
the real constraint lies. But it gets even
more interesting. Suppose the system produces three different
product variants. All variants pass through the
early stages of the system, but then split into three
separate finishing processes. Each final process may have
a small individual capacity. However, their combined output
might appear sufficient. At the first glance,
you might think the constraint lies in
those final processes. But if all the variants share the same upstream process that is limited to
ten units per hour, then that first shared process
is the true constraint. Even if the downstream branches can handle 15 units combined, it will never receive
more than ten. The shared upstream resources governs the total system output. This is why simply looking for the smallest
number is not enough. You must understand
shared processes. Parallel flows merging points, product mix and variance. Real world systems
are rarely linear. They involve multiple inflows, branching paths, shared
resources, and variant outputs. The key is to map the system. Assign capacity estimates
to each process, simplify branches into
effective capacities. Identify the constraint at the correct level of resolution. Then zoom back to
where the action is required, start broad, simplify and identify
the constraint, then dive deeper only
where necessary. Constraint management is not about drawing
complicated diagrams. It is about creating clarity, and that clarity
allows you to focus your efforts exactly where it will change the system's
performance the most.
12. Coupled vs Decoupled Processes: Lesson 12, coupled versus
decoupled processes. Not all the processes in a
system behaves the same way. Some processes are coupled, the others are decoupled. Understanding the difference is essential for effective
bottleneck management. What are coupled processes? Coupled processes are
interdependable processes. They rely on each
other to operate. If one stops, the
other must stop. Imagine two machines in a production line connected
to a conveyor belt. They must run together. If the upstream machine stops, the downstream machine must
have nothing to process. If the downstream machine stops, the upstream machine has
nowhere to send the output. They are tightly linked. That is called as coupling. Sometimes coupling happens
for physical reasons. Sometimes it happens
for quality, safety and procedural reasons. Take a sandwich shop. Once the sandwich is toasted, it must immediately move
to the filling station. The business cannot toast a large batch in the night
before and store it. Freshness requirement
effectively coupled the toasting and the
filling process. If the toaster breaks,
filling stops. If the filling stops, the toasting must stop. Now consider a hospital, an operating theater and the recovery ward are
coupled processes. If the operating theater is
unavailable, the recovery. The recovery ward
has no patients. If the recovery ward is full, surgeries must stop because there is no where
the patient can go. These human centered
processes are just tightly coupled
as machines. Coupling can also arise from
the rules or the policies. For example, a dangerous
industrial process may require supervision
before proceeding. That supervisory
approval couples two activities that might otherwise operate independently. Couple process affects the
throughput throughput time, lead time, flexibility,
Dependency is not always obvious. They may exist because of legacy procedures that no
one has questioned in years. Coupling is not
inherently good or bad. Advantages of coupling,
lower inventory, simpler coordination, faster immediate
flow, disadvantages. Higher vulnerability
to downtime, reduce flexibility, greater risk of stopping
the constraint. If a constrained
process is tightly coupled to an unreliable
upstream process, every disruption upstream
reduces the system throughput. What about decoupling? Decoupling separate the process. They can operate independently. This is typically
done by allowing the inventory or work in
progress between them. That inventory when
deliberately planned and managed is
called as a buffer. A buffer is not a random
pile of inventory. It is a strategic protection. For example, in a manufacturing, a small buffer
before a constraint, ensure it never
runs out of work. In healthcare,
scheduled patient flows ensures operating theater
is continuously utilized. Buffer absorbs variability. However, unmanaged
inventory is not a buffer. It's a waste. The key difference is intention and control. Whether to choose a couple or
a decoupled process depends upon whether the process is a constraint due to
safety requirements, quality requirements, cost considerations,
competitive priorities. In high variability environment, decoupling may protect
the throughput in a stable environment, coupling may reduce the
cost and the inventory. The real question is not
is coupling good or bad. The real question is, does this dependency protect
or threaten the constraint? Because in constraint
management, protecting the constraint
is always the priority. Let us now understand
customer service at a bank as a coupled process, imagine you go to a bank
to update your address. Step one, the front desk
officer collects your form. Step two, the
verification officer checks your ID documents
and approves it. Now, suppose the
front desk officer cannot submit your request unless the verification
officer is immediately available to
validate and approve it. If the verification
officer is busy or absent, the front desk must stop processing the address
update on that day. Both the steps must happen
together at the same time. If one stops, the other stops. This is coupling. It's like two kids doing a
three legged race. If one trips, both fall. Now imagine the bank
changes the system. The friend desk
collects your form, uploads it in a digital queue. The verification officer checks the request later in batches. Even if the verifier
is busy for an hour, or the friend desk can
keep accepting the forms. There is a small waiting
list between them. That waiting list is a buffer. Now, the two processes
can work independently. This is decoupling in action. It's like putting
homework in a basket for the teachers to grade
and she can do it later. Students can keep
submitting work even if the teacher isn't grading
at that very moment. Great. Now, let's imagine from
a telecom company example, you call your telecom provider because your Internet
is not working. Step one, the call center
agent listens to your issue. Step two, the technical team resets your connection
in the Ben. If the agent must wait on the line while the
technical team fixes it, immediately, both processes
are tightly linked. If the technical
team is unavailable, the agent cannot close the call. If the agent disconnects the technical team
does not start, they depend on each
other at the same time. This is an example of coupling. It's like two people
carrying a table. If the one lead goes,
the table will drop. The goal is not to
remove all the coupling. The goal is to protect most important step in the
system, the constraint. Here's how you do it. Stepan ask an
important question. Which system limits how many
customers we can serve. In the example of the bank, if the verification can only approve 20
requests per hour, but the front desk can take 50, then verification
is the constraint. In the scenario of
the telecom company, if the technician
from the back end can only fix 30 issues per hour, but the call center
receives 60 calls, then the technical team
is the constraint. Once you know this, everything becomes
easy and clear. Step two, protect
the constraint. Now we decide whether to
couple or decouple it. The rule number one is never
let the constraint sit idle. If the technical team
is the bottleneck, they must always
have work ready. So you create a ticket
queue, incense a buffer. Make sure that the
requests are clearly written, remove
unnecessary approvals. You decouple the
upstream process so that the constraint
never waits. Step three, remove
harmful coupling. If the coupling causes
the constraint to stop or break it or delay
it, you must fix it. If I go back to the
friend desk of the bank, the friend desk must wait for the verifier to approve
each request immediately. The solution would be allow the request
to be logged first. Verification happens later. Create a digital queue. Now, the friend
desk keeps working. Verification always stays busy. The throughput increases. If I talk about the other
problem that we just saw, the agent must stay
on the call until the back end team resolves the issue in
the telecom company. We can create a solution by
creating a ticketing system. The back end resolves
issue separately, customer gets SMS update. Agent moves to the next call. Now, the backend team, which was a constraint
now works continuously. Agents don't block. Customer gets faster
response overall. Step four, sometimes you
keep coupling on purpose. If the coupling protects the quality or the
safety, you keep it. In the bank loan scenario, approval might
require fraud check before releasing the loan. You don't decouple that blindly. Does this coupling
protect the quality? Does it just slow down
things for no reason? Is the questions you ask. Step five, improve the
constraint itself. After organizing the flow, improve the constraint
by using better tools, providing training and
automation, if possible. Remove paperwork because that's where the rework will increase, and by removing paperwork, you reduce the rework. Never buy more people
or more systems first. First, you must organize,
then you improve. Then we think about investment
because ROI is important. The simple formula is, find the slowest step first, keep it busy all the time, remove dependency that stops it. Add a buffer before it before the constraint,
improve it gradually. In a single sentence, you don't solve
coupling or decoupling. You design a system so that the most important
step never stops. That's constrained thinking. That's called a exploiting
the constraint. Now imagine the company
changes the system. The agent logs your complaint
into a ticketing system. The technical team works on
the tickets in an order. The agent can take the next
customer call immediately. The ticket queue between
them is the buffer. The two teams no longer need to work at the
exact same moment. That is decoupling in action. It's like placing the food order at the restaurant counter. The cashier keeps
taking orders even if the kitchen is still
cooking the previous one. Coupled processes must work
together at the same time. Decoupled processes
can work separately because of something called
a buffer that connects them. The smart question is, operation is always
busy and does this connection protect the most important
step in the system? Or does it make everything
stop too easily?
13. Spotting the Constraint in the Real World: Lesson 13, spotting the
constraint in the real world. Mapping processes
and calculating capacity is essential
if you want precision. But sometimes, before
the spreadsheets and the analysis begins, you can learn a lot just by
observing what is happening. When operations are under pressure and deliveries
are falling behind, it's common to hear
everything is a bottleneck. Technically, if the demand exceeds the capacity
for the process, everything could appear
as a constraint. But in reality, that
situation is rare. There is almost always one primary constraint and perhaps two closely linked ones. The challenge is to
spot the early queues. The most obvious clue is
that a growing queue. If the system where the processes are
not tightly coupled, the constraint often reveals
itself very clearly. As a consultant,
you should look for large and growing queues of work waiting in
front of a process. That process already working
at its maximum effort, the upstream process
is finishing work faster than
it can be handled. In a call center, you may see calls tacking
up in the queue, while the agents in one specific team
are constantly busy. In a warehouse, you might see packet accumulating
before a packing station. That is always operating
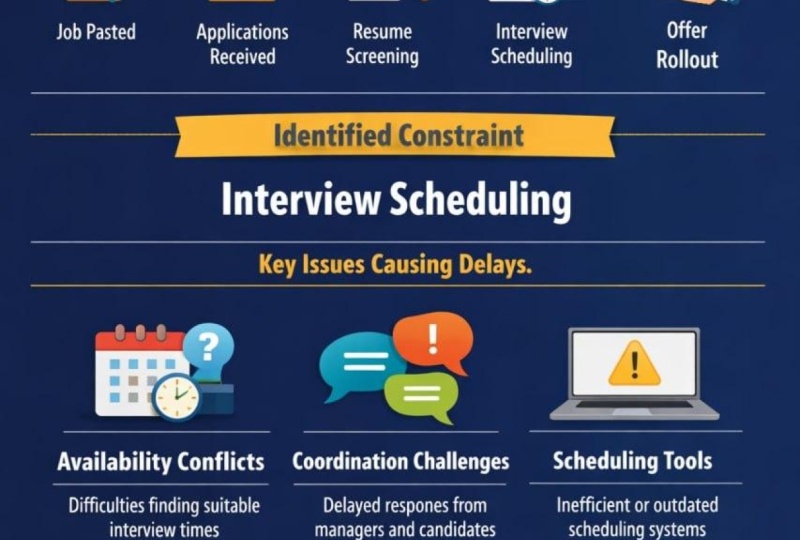
at a full speed. In an HR department, offer letters often pile up waiting one final
approval signature. The growing queue in front of a fully utilized process is a strong indication
of a constraint. It's not a foolproof way, but it's highly suggestive. When everything looks
blocked, what should you do? Now, consider a tightly
coupled system. In a fully coupled
production line, inventory cannot
easily accumulate. At a single visible point, if one process slows, the entire line slows down. Think of a city grid
locked with the traffic. Cars are backed up everywhere. Every road looks congested. Even from above, it can be difficult to immediately
identify the root cause. But if you had been
watching earlier, you might have noticed where the traffic jam first
began to build. That initial point of accumulation often
signals the constraint. Timing matters,
observation matters, and hence you should build this skill of observing the
process from a distance. Look for the highest
utilization. In a tightly linked system, another powerful
indicator is utilization. The constraint is often
the resource that is busiest has the
least idle time. This is constantly
under pressure. Experience the most expedity. In a hospital, the MRI machine may run continuously
with no downtime. In a software team
one senior reviewer may always be busy or
overloaded with approvals. In a data center, one server cluster may run at consistently high
CPU utilization. This is your hotspot. Think of using a thermal imaging camera for
a circuit board. The hottest component is often the one that
is working the hardest and potentially
limiting the performance. Talk to the people who
are doing the work. They will be able to guide you. Data is powerful, but
it is not enough. Operators, supervisors,
schedulers, maintenance team, and frontline staff often
have invaluable insights. They know where work
regularly backs up. Which process always
feels rushed, where urgent jobs get expedited, where breakdown causes
the most disruption. It is rare for any one person
to see the entire system. But collectively,
insight is powerful. You must combine
observation with practical experience and
basic utilization of data, structured constraint thinking, and you will narrow
your focus quickly. Before dividing into complex
calculation, walk the floor. Gemba is great. Ask questions, watch the flow. Constraint identification is both analytical
and observational. When you blend discipline
analysis with hands on inside, you move from guessing
to understanding, and that is where the real
improvement becomes possible.
14. Inventory Management Through the Lens of Constraints: Lesson 14, inventory management through the lens of constraints. Inventory management is a core
of operations management, but it is not just
about stocking elves, managing warehouse, or ensuring deliveries
arrive on time. Inventory plays a critical
internal role in enabling maximum throughput
without allowing costs to spiral out of control. There are different
types of inventory. In most system, inventory falls
into few main categories. Raw material that is
entering into the system. Work in progress or WIP
once processing has begun. Finished goods which are
ready for customers to use. Plus spare parts and consumables that
support the operations. When it comes to constraint
and bottleneck management, work in progress is the most critical one and
often the most neglected one. It is also the complex one. Work in progress is essential for keeping
the constraint running, but it is also the easiest type of inventory to let
grow out of control. The danger of keeping
everyone busy. In many operations, processes
are not tightly coupled. That means they can operate independently provided they
have enough work available. At first glance,
this seems positive. In every process always
has something to work on. Productivity should increase. But when used carelessly, this thing leads to an
increase in work in progress, long and unpredictable
lead times, sgested workplaces,
impossible scheduling, high holding, and
financing cost. Inventory begins to spread
everywhere in the system, and ironically, throughput
does not increase. What is the constraint
based approach to inventory management? When managing inventory
through a constrained lens, the principle is clear. Ensure that the
constraint always has input inventory it needs while minimizing the
overall system inventory. This usually requires
deliberate inventory buffers placed in strategic location. A buffer is not a
random pile up. It's a planned sized
and managed inventory designed to protect the
constraint from variability. The goal is to protect
the throughput, not to maximize the stock. The lean principle
of pull and carbon. The lean philosophy is built on the principles from the
Toyota production system. It emphasizes on flow, waste reduction,
inventory reduction. These ideas are highly compatible with the
constrained thinking. When applied with focus, one of the most important
lean concept is pull. Pull means that the
downstream demand triggers the
upstream production. Work is pulled through the system rather than
pushed in anticipation. This reduces
overproduction, one of the biggest driver
of excessive WIP. A well known pull
mechanism is Kanban. Kanban uses visual signals, physical or digital cards that travels with the work item. When a job is completed, the CR Ban signal returns
upstream to authorize new work. This naturally limits the WIP. It is also important
to note that the modern agile Kanban boats
share a similar concept, but they are not identical to the traditional
production Carvan system. There are many inventory
control approaches, including just in time, rum, buffer rope, C, WIP, tube in systems, FIFO lanes, and various
carbon variations. Mostly rely heavily
on visual management to make inventory visible
and controllable. The core principle is
that in a capacity constrained system where
maximizing output is the goal, Inventory management must
play a critical role, and it should support the constraint in
maximizing the throughput. That means that the
constraint should never wait for the material
or information. BFR should protect
it from variability. Inventory elsewhere
in the system should be tightly controlled. The objective is a balance. Too little inventory and the constrained staves and
too much of inventory, then we create a bottleneck
and the system clocks. Constraint based
inventory management prevent both the extremes. When done correctly, it protects the throughput
while avoiding the costly consequence
of uncontrolled WIP. That balance is where operational
excellence truly lives. Now, imagine this
problem in a bank. The customer applies for a loan. The steps it follows is that the front desk
collects the documents. The credit officer
checks the documents. The manager approves the loan. If the credit officer can
only check 20 files per day, but the front desk collects 60 applications,
something happens. There is an inventory pile up. If the front desk keeps sending all the 60
files immediately, the files pile up on the
credit officer's desk. The officer feels stressed,
approvals get delayed. Everything is tightly linked. If the credit
officer slows down, the whole system slows
down. That's coupling. Too many files or WIP is equal to the
system getting clogged. Let's move to a smart
buffer solution. Instead of sending
unlimited files, the bank allows only
25 applications into the check in queue. New applications wait in a
controlled digital queue. The credit officer
always has work, but not too much of work. Now, the credit officer or
the constraint never waits. Files don't pile up everywhere. The processing becomes smoother. That control queue is a buffer. It's a planned protection
for the constraint. Imagine the customer calls
the telecom support. The call center agent
locks the complaint. The technical back in
team fixes the issue. If the agent must stay on the call until the
backend fixes the issue, the agent cannot take new calls. The backend team
becomes the overload. Customer waits longer. So if the back end team fixes
only 30 issues per hour, but the agent receives 60
complaints, the ticket pile up. There is too much of
work in progress in the system and
everything slows down. So what could be
a smart solution? Here, we are going to
talk about ticket buffer. The agent creates
support tickets. Only a limited number of tickets are allowed in
the ready to fix cube. The backend team always
has tickets to work. Customer receives SMS update when the issue gets resolved. Now, the backend team, which is a constraint, never
waits for work to arrive. At the same time, they are not overwhelmed because tickets
don't pile up endlessly. Agent keeps taking new calls that limits the
ticket queue entry. The buffer is protecting
the constraint. The simple lesson that we
learned is coupling is equal to everything depends
upon each other tightly. Too much work can
clog the system. The solution is adding a control buffer so that the slowest step or the
constraint never stops. It does not have too
little inventory for the constraint to stop. At the same time, there
is not too much of inventory for the
system to feel clogged. Smart inventory is equal to just enough to protect
the constraint. That's constraint based
inventory management.
15. Lean, Six Sigma, and Constraint Thinking: Lesson 15, Lean Six Sigma
and constrained thinking. Lean and Six Sigma are two of the most widely used operational
improvement approach in the world. Both are powerful. Both are respected,
and both are highly compatible with bottlenck management and
constraint management and the theory of constraint. But there is an
important distinction between lean and Six Sigma. Both provide excellent tools
on how to improve a process. Constraint management helps
you decide what to improve. That difference is critical. Not all processes
matter equally. One of the central lessons
of constrained thinking is that not all processes contribute equally to
the system performance. Improving a non constrained may make the team
feel productive. It may reduce the local waste. It may increase
local efficiency, but it will not necessarily
increase overall throughput. Choosing where to focus is more important than choosing
how to improve. So where does Six Sigma
fit in this situation? Because Six Sigma
is designed for rigorously identifying
and reducing variation and defect
in the process, it emphasizes on a data
driven decision making, statistical analysis, root cause identification,
process control. In the capacity
constrained systems, applying Six Sigma
two directly to the constraint can be
extremely powerful. If a packaging line
is constrained, frequent stop due
to quality defects, Six Sigma can reduce those defects and directly
increase the throughput. But if the Six Sigma project are applied to the process
with excess capacity, the impact on the overall
output may be minimal. The tools are strong, the direction of focus
determines its impact. Lean is a broader
operational philosophy. It is based on eliminating
waste and improving flow. It offered tools such as
value stream mapping, Kison, standardized work,
visual management, continuous improvement
practices. Lean emphasizes on flow aligns closely with
constrained thinking. However, Lean effort
sometimes fail into the trap of trying to eliminate waste elsewhere
without prioritizing. Improving non critical process may generate energy
and engagement, but without focusing
on the constraint, the bottom line results
can be underwhelming. Lean strongly advocates
reducing the inventory, and in many cases,
that is beneficial. But constraint
management teaches that strategic inventory buffers can protect the throughput. Blindly eliminating all
the inventories can unintentionally expose
the constraints to the upstream variability. Reduce the system performance. The key is intention. Uncontrolled inventory is waste. Deliberately managed buffer that can protect the constraints
are strategic tools. You do not have to
choose the sites. Improvement methodologies
are not competing religions. You do not need to pick a ham. Lean, Six Sigma, and Theory of Constraints are largely compatible
with each other. The most effective
approach is use the constrained thinking to identify the critical
leverage point. Use Lean to improve the flow. Use Six Sigma to reduce the
variation and defect at it. When applied together with a clear understanding
of the constraint, these methods
reinforce one another. Without focus,
improvement is shattered. With constraint based focus, improvement becomes powerful
and the tools matter. But where you apply
them matters far more. Let's make this very
practical and real world. I'm going to take up examples from FedEx, Amazon Ecommerce, and a steel sheet
manufacturing company, where I will focus on explaining what can Lean
and Six Sigma improve? What constraint actually is, and why focus matters
more than tools. So FedEx, as you know, is known for package sorting. The situation is at a
large FedEx sorting hub, trucks arrive with packages. Packages are scanned. They are sorted by
the conveyor system. This is loaded onto
the outbound trucks or planes based on the QR code. Let's say the aircraft departure schedule
is the constraint. Only ten flights
can leave tonight. That limits the total
number of shipments. The lean team improves
office paperwork process, breakroom organization
and shrinks the scanning time from
3 seconds to 2 seconds. Everything looks better, but plane still departs
at the fixed time. Throughput doesn't increase. Local efficiencies improve. System output did not improve. Is it worth your efforts? Can you call this
project a success? Now comes the constraint
based thinking where we focus what
we want to solve. The aircraft loading time
before the departure. Now apply tools correctly, improve the flow on
the loading dock, remove the wasted motion, standardize the
loading sequence. I can use Six Sigma over here to reduce the loading error
that causes rework. We might also focus on reducing
the mis loaded packages. The result would be that the plane leaves
full and on time. Me packages are delivered
throughput increases. Same tools, different focus, and very different impact. Now, think about an Amazon
ecommerce fulfillment center. The customer order flows
when he places the order. The item is picked, it
is packed, shipped. Suppose that the packing
stations are the constraint. They can pack 500
orders per hour. The pickers can pick
700 orders per hour. So you know very clearly
where is the constraint. The lead team reduces the walking distance
for the pickers. It's a great improvement. The picker now picks 800/hour, but the packing still
is only at 500. What happens? The WIP piles up, inventory grows, and
the stress increases. The throughput
still stays at 500. If I go with a constraint
based thinking, I'm going to now apply
the tools differently. I will identify the constraint, that is the packing department. I'm going to apply
the Six Sigma concept to the packing department. I will focus on reducing
the packing errors, reduce the box size mistake, and reduce the repacking. I might also use lean concepts
like improving the layout, pre stage boxes using
visual management. The result is that the packing
now increases 5-650/hour. Now, the system
throughput has increased. Improving the
picker didn't help, but improving the constraint
definitely helped. Now think about a steel
sheet production flow. The furnace melts
the raw material. The rolling mill
shapes the sheet. Cooling, followed by
cutting and inspection, that is the flow of the process. Now suppose the rolling
mill is the constraint. It is extremely
expensive and a slow. Everything must pass
through the process. Now, if I do a Six Sigma
project on inspection, the inspection team runs
a Six Sigma project. They reduce the defect by 30%, creates a local improvement, but the rolling mill
capacity is unchanged. Total tons per day
remain the same. There is no increase
in the output. Applying Six Sigma on a rolling mill instead would
be the right thing to do. It reduces the downtime, improves the cycle time,
and reduces the setup time. It also reduces the
variation in thickness. Lean can focus on ensuring that the material is always
ready before the rolling. It will remove the
waiting time and optimize the single
minute exchange of dy. The rolling met now
produces more tons per day. The entire plant
throughput increases because everything
flows through it. Wrong focus will give
you wrong result, whereas a right focus will
give you the right result. Lean and Six Sigma can answer, how do we improve this process? Constrained thinking
answers the question, which process should
we improve first? Without constrained thinking,
improvement is scattered. With help of
constrained thinking, improvement multiplies and
we can see the result.
 Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt
Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt