Transcription
1. Introduction: Bienvenue à mon cours sur la gravure au laser et la découpe. Je m'appelle Trevor Wanamaker et je suis ingénieur à temps plein et bricoleur. J' ai une chaîne YouTube appelée maker experience, où je réalise des projets uniques en utilisant mon laser épilogue, ainsi que le maker Experiment.com de mon site web, où je crée des projets et des designs personnalisés. J' ai été initié aux lasers en 2013 et j'ai passé la majeure partie de mon temps libre à créer des
designs et à vendre les designs que j'ai faits pour transformer mon passe-temps en entreprise. Quand je commençais, il n'y avait pas beaucoup de contenu en ligne sauf pour les fabricants, pour aider les propriétaires de laser à démarrer. Après avoir créé des vidéos de formation dans le passé pour la CAO 3D, j'ai pensé que ce serait le moment idéal pour suivre ce que j'ai appris et partagé dans ce cours en ligne pour vous aider à vous préparer non seulement à utiliser votre machine et à apprendre comment la maintenir et le mettre en place, mais aussi se familiariser avec elle et être plus efficace afin que vous puissiez démarrer votre propre petite entreprise. Dans ce cours, je vais vous expliquer comment commencer avec votre machine, comment la maintenir. Les outils qui sont utiles à avoir à portée de main pour que vous
puissiez le nettoyer et aussi réparer les choses si vous en avez besoin. Et je vais aussi discuter de certaines des nuances qui m'ont pris des années pour m'emparer
et être capable de maîtriser afin de créer les meilleurs résultats pour ma machine. Connaître les différentes nuances de votre machine et les tenants
et aboutissants vous aidera non seulement à mieux la comprendre,
mais aussi à être en mesure de la contrôler pour obtenir les meilleurs résultats possibles. Au cours de ce cours, nous allons avoir plusieurs petits projets pour vous aider à pratiquer ce que je couvre dans les vidéos. La plupart de ces projets seront des projets où vous venez de télécharger le design. Donc, vous n'avez pas à vous concentrer sur la capacité de concevoir, mais plutôt sur l'apprentissage de l'utilisation de la machine, les différents paramètres et la façon de modifier les choses sur la machine pour obtenir des résultats différents. Et puis le projet final que nous traverserons ensemble, mais vous serez en mesure de mettre votre propre tour dessus avec votre propre petit design afin que vous puissiez commencer à vous mettre à l'aise avec cela. Mais vous aurez également la possibilité d'utiliser un préfabriqué conçu à
partir de afin que vous ne soyez pas submergé par l'aspect design. fur et à mesure que nous
suivons le cours, je vous encourage à partager vos projets afin que je puisse les voir route et être en mesure de donner des conseils et des astuces au fur et à mesure que nous y parviendrons. Et si vous avez des questions spécifiques sur les machines ou sur les différents paramètres, ou si je n'ai pas couvert quelque chose d'assez bien dans une vidéo, veuillez me le faire savoir afin que je puisse améliorer ce contenu et rendre plus facile pour d'autres personnes apprendre aussi. Quand j'ai commencé, la plupart des gens à qui j'ai parlé ont pensé que le laser
pour graver des trophées ou graver des tasses. Mon objectif est de vous encourager et de vous inspirer à créer vos propres designs personnalisés qui vont souffler l'esprit des
gens et leur faire voir qu'un laser n'est pas seulement des noms de sauce étrangers sur un trophée ou un motif sur une tasse. Des panneaux personnalisés, des horloges LED, à la création de vos propres portefeuilles personnalisés, et même des puzzles 3D bien plus encore, la seule limite que vous allez avoir comme imagination. Alors commençons et aidons à tirer le meilleur parti de votre laser.
2. Configurer votre machine: Si vous regardez ce cours, cela signifie que vous cherchez à acheter un laser ou que
vous en avez déjà acheté un et que vous cherchez des informations sur la façon de le configurer, comment commencer et commencer à usiner différents articles. Et cette première vidéo, je veux que vous vous concentriez sur la configuration de votre machine. Donc tout le monde qui va suivre ce cours n'a pas le même laser exact, mais je veux couvrir tout ce que je peux en fonction de la machine que j'ai. Même si vous avez déjà configuré votre machine, c'est une bonne idée d'aller de l'avant et de regarder la vidéo de toute façon. Il va y avoir quelques choses que je couvre
ici qui ne sont pas vraiment partagées nulle part ailleurs que j'ai appris au fil des ans sont plus importantes que je ne le pensais à l'origine. Avec cela à l'esprit, laissez-moi aller de l'avant et vous montrer comment ma machine est installée. Donc, la première chose est que j'utilise un épilogue fusion M2 40 que j'ai acheté il y a environ deux ans. C' est donc une empreinte plus importante que celle que j'ai commencée. Celui-ci mesure environ 28 pouces par 40 pouces. Mais j'ai commencé avec un qui faisait 12 pouces sur 20 pouces. Donc, si vous commencez tout juste, il y a des
chances que vous n'ayez pas encore une machine comme celle-ci. Mais la bonne nouvelle est, est que vous pouvez utiliser ou 12 pouces par 20 pouces ou quelle que soit la taille que vous
arrivez à avoir et travailler votre chemin vers le haut et la mise à niveau de votre machine au fil du temps. Lorsque vous configurez votre machine, il est important de vous assurer que vous disposez de tous les éléments nécessaires. Pour la plupart des gens, ce sera la machine elle-même, un ventilateur d'échappement, un compresseur d'air pour le parolier. Si vous avez un tube en verre, vous aurez besoin d'un refroidisseur d'eau ou d'une boucle de circulation de pompes à eau. Et ton ordinateur. La seule chose qui est très critique qui est parfois négligée lorsque vous achetez simplement choses et ne pas prêter attention est le cordon qui relie votre ordinateur au laser. La plupart d'entre eux viennent avec. Mais j'ai eu des cas où je n'avais pas l'accord ou j'ai acheté de la machine utilisée et le tribunal n'est pas venu avec. Donc j'ai dû sortir et en acheter un. Assurez-vous donc que vous avez toutes les pièces dont vous avez besoin pour installer votre machine. Avec ma machine, c'est un système laser refroidi par air, ce qui signifie que je n'ai pas de refroidisseur d'eau relié à cela et je n'en ai pas besoin. Donc, les articles dont je vais avoir besoin sont ma machine, mon ventilateur d'échappement, qui dans mon cas fonctionne environ 650 cfm. Chaque fabricant devrait avoir une sorte de cote cfm dans le manuel et vous voulez vous assurer que vous obtenez au moins cette exigence minimale. Donc, quand j'ai eu le mien, j'ai surdimensionné mon ventilateur d'échappement afin qu'il n'ait aucun problème à retirer toutes les fumées d'échappement. J' ai aussi un petit compresseur d'air que j'ai acheté à Harbor Freight est le petit compresseur d'air aérographe qui reste en permanence. L' important pour cette machine et beaucoup d'autres machines est que la pression maximale que vous voulez régler est de 30 PSI. Si vous l'exécutez trop haut, il peut en fait exploser certains anneaux toriques et autres choses. Assurez-vous donc de faire attention à
toutes les recommandations manuelles pour la pression maximale que vous pouvez exécuter à travers votre machine. Et la dernière chose dont j'ai besoin, c'est mon ordinateur. Donc, j'ai juste utilisé un vieux ordinateur portable qui prend
simplement des dessins que je fais sur mon ordinateur de bureau. Et il communique à la machine. Donc maintenant que j'ai tout ça ici, je vais aller de l'avant et te montrer très rapidement comment ça s'installe dans le magasin. Et ce n'est pas la configuration la plus soignée. Mais cela fonctionne et il épuise toutes les fumées. Laisse-moi aller de l'avant et te montrer à quoi ça ressemble pour mes composants. Cet article est le ventilateur d'échappement. C' est un moteur de 1,5 chevaux qui produit environ 650 cfm. Sur le sol se trouve le petit compresseur d'air que j'utilise. Et en plus de ce compresseur d'air, il y a un petit manomètre où vous pouvez tout
limiter pour le limiter à seulement 30 PSI. Donc, ces deux qui vont sur le côté sont le tube qui vient du laser. Et puis le tube qui sort de l'autre bout est en fait le tube qui va à l'extérieur de mon magasin. Vous remarquerez la flèche sur le côté. C' est la direction de l'écoulement. Alors assurez-vous qu'il s'écoule réellement et pas dans votre machine pour l'arrière de ma machine. D' une part, il y a un filtre à air là-dessus. Donc je dois m'assurer que je change ça de temps en temps. Derrière ce panneau se trouve en fait là où ma source laser se trouve. Et puis j'ai aussi mon ajustement de point rouge ici dans le coin. Sur le dessus, j'ai les deux pièces d'échappement qui sortent du haut de la machine que j'ai connectées ensemble avec un T, puis je lance ce conduit vers le ventilateur d'échappement. Ici, sur la gauche, il y a tous les accords et le plugin air assist. Donc je vais aller de l'avant et montrer un gros plan de cette zone. Et mon cas, j'ai une caméra attachée à la machine que j'ai payée en tant qu'objet supplémentaire. Donc, cela tombe en fait dans une boîte. Suivez cet accord, vous verrez cette boîte. Et puis un autre accord sort qui est bleu, et qui va courir à l'ordinateur. L' autre accord ici, qui est le cordon blanc, va réellement entrer et courir sur la fiche réseau. C' est ainsi que la machine communique avec l'ordinateur. Et la plupart des cas, vous n'aurez qu'un seul câble qui se connecte directement à l'ordinateur. Donc, ce port ici est où mon erreur Cisco. Dans ce cas, vous verrez qu'il a un maximum de 30 PSI avec un maximum de 200 k p par an. Donc j'ai dû couper ce tuyau qui venait de Harbor Freight. Donc, j'ai juste coupé l'extrémité et ensuite je l'ai simplement poussé à l'arrière de la machine. Et il relie l'assistance aérienne pour moi. Puis, en bas, j'ai mon alimentation électrique. Donc c'est le câble d'alimentation. Cette machine peut aller 1-10 ou à 20. C' est pourquoi vous pouvez voir ce 100 à 240. Je l'exécute actuellement sur 110. Et puis le disjoncteur est juste en dessous. En ce qui concerne la ligne d'échappement, je l'ai en fait juste courir dehors. Donc il y a un trou dans le mur au bas de mon magasin que je viens de faire la deuxième ligne et ensuite il s'épuise dehors. L' une des choses clés que j'ai apprises au fil des ans est que vous devriez mettre votre laser sur un circuit dédié. La plupart d'un 110 volts circuits que je vois sont généralement d'environ 15 ampères. Donc, si vous branchez votre machine,
votre ventilateur d'échappement et le compresseur d'air et, dans certains cas, et le refroidisseur d'eau en même temps. Tout ce truc branché dans un circuit, peut le surcharger et en fait soit faire frire des composants ou, espérons-le, simplement les éteindre. Je recommande de mettre votre laser sur ses propres circuits dédiés, puis tout le reste de ce composant sur leur propre circuit dédié. Cela gardera votre laser à l'abri de tout
ce qui est surchargé de tous les autres composants. Si, pour une raison quelconque, vous n'avez pas de circuit dédié disponible et vous n'avez pas la possibilité d'en obtenir un second. Vous pouvez tout brancher dans le même circuit lui-même. Je ne le recommande pas, mais je mettrais tout sur un protecteur de surtension. Parce que si quelque chose arrivait à ce circuit, vous ne voulez pas qu'il revienne et nuit à votre machine lors de l'utilisation de votre machine, il est important de tout savoir sur votre panneau de contrôle
ainsi que sur tous les autres boutons que vous avez ci-dessous ou caché, ou partout où ils peuvent être très rapidement, je veux vous montrer le panneau de contrôle que j'ai, ainsi que les boutons que j'ai ci-dessous. Dans mon cas, j'ai l'interrupteur marche/arrêt ici et puis j'ai le bouton d'arrêt d'urgence ici. Donc, si quelque chose se passe mal pendant que je fais tourner la machine, je vais juste ici et j'ai frappé l'arrêt d'urgence et la machine entière s'éteint. J' ai un interrupteur ici qui allume et éteint la lumière à l'intérieur du lit laser, j'ai ici un panneau qui montre tous
les différents capteurs et s'il est verrouillé ou non. Donc, cela concerne principalement le couvercle. Comme vous pouvez le voir, quand j'ouvre la lumière, toutes les lumières s'éteignent. Quand je ferme le couvercle, ces indicateurs verts disent que le Lidice a tiré et qu'il est prêt à tirer. Et puis le dernier panneau que j'ai ici est mon panneau de contrôle. Donc, cela a le go, l'arrêt, la réinitialisation pour réinitialiser la machine pour démarrer. Les points rouges ici sont en fait pour le pointeur de point rouge. Je peux l'allumer et l'éteindre. Ce point blanc ici est en fait pour un feu de pouls. Donc, pendant que la porte est fermée, je peux réellement déplacer la machine tout en tirant le laser et couper à travers le matériau. Ceci est utile pour couper les déchets. Je vais également l'utiliser pour tester le feu du laser lorsque je fais l'alignement du miroir. Sur la droite. Ce premier est pour le boulot. Donc pour l'instant, je n'ai pas de travail chargé
, c'est pourquoi c'est vide. Dès que j'ai chargé le travail, cela changera au nom du fichier. Si je descends. Le prochain est l'accent. Cela soulève et abaisse le lit laser. Donc, vous pouvez le voir en arrière-plan là-bas. En haut comme je pousse vers le haut et descendre en poussant vers le bas. Ensuite, c'est le jogging. Dans ce cas, cela déplace la tête du laser vers la gauche, droite, puis vers l'avant et l'arrière. Alors j'ai de la vitesse, instant je n'ai pas de travail chargé. Donc, la vitesse est 0 pour le vecteur et le raster. Pour le pouvoir, j'ai la même chose. Donc, la puissance raster est 0 et la puissance vectorielle est 0. Et enfin, j'ai mon menu de configuration. Il y a une tonne d'options ici que je pourrais changer, mais généralement je les laisse juste aux paramètres système par défaut parce que c'est ainsi que la machine est configurée et censée être. Vous devrez peut-être aller ici à un moment donné et vous embêter avec eux. Mais jusqu'à ce que tu sois à l'aise avec ce que tu fais, je ne suggère pas d'aller dans ce menu. Et si je retourne au menu du travail et que j'appuie sur réinitialisation, il ramènera le laser à la position de la maison pendant que vous montez votre machine. Gardez simplement ces choses à l'esprit sur les circuits dédiés et la façon dont les choses sont exécutées à la machine. Si vous ajoutez une boucle de refroidisseur d'eau, cela va être un peu plus compliqué en ce qui concerne la nécessité d'ajouter l'équipement. Mais votre machine doit être étiquetée avec les ports d'entrée et de sortie juste pour qu'elle soit facile à identifier. Mais si vous avez des questions pendant que vous
étudiez votre machine avec lesquelles je pourrais vous aider, s'il vous plaît faites-le moi savoir et je ferai de mon mieux pour vous aider. Assurez-vous également de consulter votre manuel pour vérifier la pression maximale de l'air, répondre aux exigences du ventilateur d'échappement,
ainsi que la puissance de l'ensemble de
votre équipement pour voir si vous avez besoin d'un circuits dédiés. À ce stade, je suggère que vous arrêtiez le cours. Prenez le temps de regarder par-dessus votre machine, assurez-vous de savoir où se trouve l'arrêt d'urgence, l'interrupteur marche/arrêt. Je sais que ces choses semblent évidentes, mais parfois ce ne sont pas les éléments les plus accessibles. Et en cas d'urgence, vous allez vouloir savoir où c'est rapidement et être capable de le frapper aussi vite que possible. Prenez ce temps et passez en revue l'ensemble de votre machine
, en déterminant où sont vos réglages. Regardez votre manuel et voyez s'il y a des ajustements cachés derrière les panneaux. Dans mon cas, tous mes réglages pour mes miroirs sont en fait cachés derrière des panneaux sur le côté gauche. Assurez-vous également de savoir où se trouve votre source laser et voir s'il y a filtre à
air ou quoi que ce soit d'autre pour que vous sachiez comment le garder propre à l'avenir. Ensuite, lorsque vous serez prêt, revenez pour la prochaine vidéo où nous parlerons des différents outils et fournitures qui sont agréables à avoir à portée de main pour effectuer à la fois des réparations, un entretien
simple et un nettoyage global.
3. The dont chaque propriétaire laser a besoin: Si vous possédez un laser ou si vous cherchez à obtenir un laser, il y a quelques outils et fournitures qui sont agréables à avoir à portée de main, à la
fois pour réparer la machine et faire l'entretien général. En regardant cette vidéo, je vous encourage à construire votre propre boîte à outils que vous pouvez avoir à portée de main. Certaines machines sont livrées avec des boîtes à outils et ce sont des machines mineures. Et certaines de ces fournitures, vous devrez vous acheter. Je recommande d'aller de l'avant et d'obtenir une petite boîte à outils dans laquelle vous pouvez mettre tous ces trucs. Et c'est dans un endroit central. Et tu n'as pas à chasser partout dans ton magasin. Le premier élément que j'ai dans ma boîte à outils sont en fait une tête plate et un tournevis cruciforme. Toutes les machines n'en auront pas besoin. Ma machine n'a pas vraiment besoin de ceux-ci aussi, mais il est agréable de les avoir sous la main et la plupart des gens ont déjà ces dans la maison. L' article suivant que j'ai dans ma boîte à outils comme un ensemble de clés Allen impériales et métriques. Donc, dans mon cas, ma machine utilise toutes les clés Allen à peu près partout, chaque panneau, chaque vis de réglage. C' est donc agréable d'avoir l'ensemble complet. Et la raison pour laquelle j'en ai un qui est juste les deux, c'est que vous ne saurez pas si votre machine est configurée avec du matériel métrique ou impérial. Donc si vous avez les deux, vous êtes couvert. Et je pense que cet ensemble n'a pas vraiment coûté autant. Je pense que c'était moins de 20 dollars. Mais il a toutes les clés Allen dont j'ai besoin pour entretenir ma machine. Et ce sont vraiment les seuls outils dont j'ai besoin. Le reste, c'est les fournitures. partie la plus importante de ce gamin va être les fournitures de nettoyage de lentilles. Il y a donc quelques versions différentes là-bas. Donc le premier que j'ai est celui qui vient avec ma machine. Donc, c'est fondamentalement comme un compte-gouttes. Il suffit donc de quelques gouttes du liquide et vous le mettrez sur un chiffon de nettoyage. Donc, le chiffon de nettoyage est en fait comme une texture de type papier de soie. Donc ils sont vraiment minces. Et c'est ce que vous allez utiliser sur l'objectif et les miroirs. Ils sont donc très doux pour qu'il ne raye aucun de ces objets. Ce que vous ferez, c'est de prendre quelques gouttes, de le
mettre sur le tissu,
puis d'utiliser ce mettre sur le tissu, chiffon pour nettoyer la lentille ou les miroirs, peu importe ce qu'il peut être. Le deuxième type de nettoyeur de lentilles que j'ai est en fait un spray. Donc, à la fois ceci et le chiffon de nettoyage que j'ai acheté comme articles de rechange à partir de bits laser, qui est en fait maintenant propriété d'une croyance, Johnson Plastics plus. Donc, vous pouvez acheter ces articles là si vous le souhaitez. Mais si vous êtes à court de nettoyeur du fabricant et pour une raison quelconque, vous ne pouvez plus obtenir ou simplement vouloir l'acheter auprès d'eux. Vous pouvez l'acheter à travers eux et ensuite l'utiliser comme votre nettoyant régulier. Et la dernière partie de la partie de nettoyage des lentilles va
être des pointes Q ou une sorte de tampons de nettoyage. Donc, les conseils Q sont parfaits pour nettoyer les miroirs, l'objectif et tout le reste, où vous ne pouvez peut-être pas mettre un chiffon dans ou peut-être que vous ne pouvez pas l'obtenir dans le coin, peu importe ce qu'il peut être. C' est toujours agréable d'en avoir quelques-uns. Le prochain nettoyage de l'approvisionnement que j'ai est en fait un, fondamentalement une bombe aérosol qui est de l'air comprimé. Je l'utilise pour nettoyer différentes sections poussiéreuses qui sont juste difficiles à atteindre. Je ne l'utilise pas nécessairement sur la lentille ou les miroirs, mais je me répandais dans les coins et des choses comme ça où je ne
peux pas mettre un chiffon de nettoyage dans mes doigts ou ne peux pas tenir mes doigts. La prochaine chose sera de porter de la graisse. J' ai donc un applicateur qui vient avec ma machine. Vous obtiendrez en fait un bon nombre d'utilisations de l'applicateur qui vient avec la machine. Mais si vous êtes à court et pour une raison quelconque, vous ne voulez pas l'obtenir du fabricant. Vous pouvez aller acheter une graisse au lithium blanche. La graisse blanche au lithium est en fait à peu près la même que ce qui vient dans ce tube. Et cela est effectivement utilisé pour tous les rails de la machine. Donc, cela les garde gentils et lisses. Donc, sur mon axe X de la machine, il y a un rail qui traverse le milieu. En fait, j'ai mis ça là et je bouge la tête d'avant en arrière pour régresser cet article. Il est important de garder tous ces éléments lubrifiés pour qu'ils fonctionnent correctement. Si vous n'avez pas réussi à le faire, il peut causer un hoquet dans votre machine et il pourrait finir par gravure à pois. L' article suivant que j'ai dans ma boîte à outils sont les fournitures de nettoyage. J' ai donc des gommes magiques et des griffes tranchantes. Donc les gommes magiques sont géniales parce qu'elles ne sont pas vraiment abrasives. Ils nettoient les surfaces sont vraiment bien et ils se débarrassent de la poussière et crasse et sorte de l'accumulation de résidus qui se produit juste à partir de différents matériaux. Donc c'est toujours agréable d'avoir un couple de ceux-là traîner. Et les griffes tranchantes sont formidables, non seulement pour nettoyer après les résidus humides des gommes magiques, mais aussi pour essuyer les parties si elles ont des résidus sur eux et des choses de cette nature. Et le dernier et le plus important outil dont vous aurez besoin est un extincteur. Espérons que vous n'aurez jamais à l'utiliser,
mais vous avez certainement besoin d'en avoir un. Donc, de petites flammes se produiront. C' est juste une partie du processus laser. Mais un feu pur et simple qui ne peut pas s'éteindre n'est pas quelque chose que vous allez vouloir. Donc c'est bien d'avoir un extincteur à portée de main juste au cas où. Gardez à l'esprit qu'il existe un type spécial d'extincteur conçu pour l'électronique. Cet extincteur est assez cher, donc je n'en ai pas encore. Mais j'ai un extincteur à portée de main que je peux utiliser au cas où je recommande monter à proximité de la machine et
assurez-vous que vous pouvez y arriver facilement au cas où quelque chose se produirait. Et pendant que nous sommes à la pointe de la sécurité, ne partez jamais et laissez votre machine fonctionner sans que vous soyez présent dans la pièce. Les incendies peuvent s'accumuler très rapidement et les choses peuvent devenir incontrôlables trop rapidement. Donc tu ne veux pas laisser la machine sous surveillance. Vous devez avoir des yeux dessus quand il est en cours d'exécution. Maintenant, qu'il s'agisse d'une caméra que vous pouvez voir votre téléphone ou que vous soyez physiquement présent devant la machine. L' un des deux doit arriver. Le moment est venu d'aller de l'avant et de mettre une pause sur le parcours et de construire votre propre boîte à outils pour que vous l'ayez à portée de main. Une fois que vous avez configuré votre boîte à outils, vous pouvez aller de l'avant et regarder la prochaine vidéo où nous allons
couvrir les différents types d'objectifs que les lasers peuvent venir avec.
4. Types de lentilles et leurs utilisations: Selon le type de laser que vous possédez, vous pouvez avoir une distance focale différente de l'objectif. Pour ceux qui ne le savent pas, les lasers peuvent être livrés avec une variété de tailles de lentille différentes. Les plus courantes sont de 1,5 pouce, 2 pouces, trois pouces, quatre pouces. Par défaut, la plupart des fabricants utilisent un objectif d'une focale de 2 pouces. Et mon cas, parce que j'ai une option d'appareil photo supplémentaire sur ma machine, j'ai en fait un objectif de trois pouces installé quand il vient du fabricant. Lorsque les gens découvrent qu'il y a différentes tailles d'objectif, la première question que je reçois normalement est y, quoi les utiliserais-tu ? Et honnêtement, tout dépend de ce que vous allez faire. Pour la plupart, vous pouvez penser à des lentilles de la gamme de gravure
complexe à la plupart du temps la coupe. Donc, dans ce spectre, l'objectif de 1,5 pouce sera pour gravure
complexe et l'objectif
de quatre pouces sera plus par coupe à travers les choses. Si vous coupez principalement des matériaux, l'objectif de quatre pouces est probablement votre meilleure option. Je ne dis pas que la lentille de 2 pouces ou quelque chose que vous avez ne fonctionnera pas. L' objectif de quatre pouces est principalement conçu pour le processus de coupe. Pour moi personnellement, je n'ai vraiment utilisé que les lentilles de 2 pouces, 3 pouces, 4 pouces. Donc le 2 pouces était la lentille d'origine de mes vieilles machines. Le 3 pouces est la lentille d'origine de la machine que j'ai maintenant. Et puis j'ai une lentille de quatre pouces pour couper les matériaux. Cela dit, j'admets que je
garde surtout l'objectif de trois pouces sur la machine en tout temps. Et il fait un excellent travail en équilibrant à la fois la gravure et la découpe. Et c'est vraiment de ça qu'il s'agit. Si vous voulez graver et couper, je m'en tiendrais avec un prêt de deux ou trois pouces. Si vous voulez vraiment couper les choses, un fonds étranger pourrait être mieux si vous voulez vraiment seulement graver des choses. Honnêtement, l'objectif de 2 pouces est idéal pour ça. Vous n'avez vraiment besoin de l'objectif de 1,5 pouces que si vous
faites de très petits objets extrêmement complexes. Et même alors, vous êtes objectif de 2 pouces pourrait être en mesure de le faire avec les bons paramètres DPI. Tous les lasers n'ont pas d'options de lentille différentes. Si c'est le cas, certains viennent
vraiment avec l'objectif lui-même que vous montez dans le matériel qui est déjà sur la machine. Et puis certains comme le mien viennent comme une assemblée séparée. Donc, dans ce cas, si vous regardez à l'arrière, c'est un objectif de quatre pouces. Et puis j'ai une jauge de longueur pour ça. C' est donc la jauge de mise au point manuelle. C' est beaucoup plus long que le stock qui vient sur ma machine. Donc, cette lentille est livrée dans son propre boîtier. Il a sa propre lentille là-dedans. Il est donc facile d'enlever l'ancien, mettre le nouveau, et vous êtes prêt à partir en quelques secondes. En fonction de l'objectif que vous utilisez, votre distance focale sera différente, et par conséquent, les jauges seront différentes. Le bleu va être pour mon objectif de 3 pouces. Celui d'argent sera pour mon objectif de 4 pouces. Vous pouvez voir qu'ils sont de longueur différente. Et si je les mets côte à côte, on fait environ un pouce de différence. Et le cas d'un objectif de 4 pouces, cela signifie que votre objectif sera à quatre pouces de votre matériau. Et le cas d'un objectif de 3 pouces, il sera à 3 pouces de distance. Deux pouces est à deux pouces de distance. Vous pouvez voir la tendance. Donc, dans le cadre de cette vidéo, nous allons faire un projet. Donc je veux que vous alliez de l'avant et téléchargez le fichier appelé types de lentilles dash coaster. Donc, ce sera un design de dessous de verre assez complexe. C' est assez petit. Je pense qu'il fait peut-être 3,53 pouces de diamètre. Donc je vais aller de l'avant et aller à l'ordinateur et te montrer à quoi ça ressemble. Si vous ne connaissez pas les paramètres de votre machine pour le matériau de découpe et de gravure. Je vais mettre un document dans la classe pour les ressources qui devraient
au moins vous donner un ballpark pour commencer où vous étiez, vitesse et la puissance devraient être. Assurez-vous donc de vérifier ce document si vous n'êtes pas sûr de ce que vous devez faire. Nous allons également couvrir la rubrique des paramètres plus tard dans le même cours, où je vais vous montrer comment trouver les paramètres de votre machine. Laisse-moi aller de l'avant et te montrer à quoi ressemble le design. Dans cette conception, j'ai une bordure qui est définie à 0,01 point pour l'épaisseur de la ligne. Et certains cas, en fonction de votre programme, vous devrez peut-être utiliser l'option de la racine des cheveux. Au milieu, j'ai un film graphique noir et réglé sur le code RVB pour le noir. Si vous créez votre propre design, suivez la même méthodologie que celle que j'utilise ici. Utilisez une fine ligne de cheveux ou une ligne de 0,01 pour
toutes les découpes et ils ont rempli le graphique pour tous les objets de gravure. Une fois votre conception configurée, accédez à Fichier et impression. Je vais sélectionner mon pilote d'impression épilogue. Si votre laser n'utilise pas de pilote d'impression, vous devrez peut-être sélectionner le logiciel que vous devez utiliser pour imprimer sur votre laser. Je vais cliquer sur Configuration, puis choisir les préférences pour afficher la boîte de dialogue du pilote d'impression. Dans cette boîte, j'ai beaucoup de paramètres différents que je peux changer et le modifier pour obtenir des résultats différents. Je couvrirai plus de ces paramètres dans la prochaine vidéo. Mais d'abord, je vais désélectionner, envoyer au manager, celui-ci, l' empêcher de l'envoyer au gestionnaire d'emploi que j'ai. Je veux m'assurer qu'il a envoyé un laser vérifié, puis je vais définir ma taille p à la même taille que ma taille de document. Dans ce cas, il va faire 20 pouces de large sur 12 pouces de haut. Ensuite, je vais définir mon DPI ou points par pouce à 400. Ensuite, je vais définir mes paramètres raster à une vitesse de 80 % et à la puissance de 50 %. J' aime aussi regarder ce que je fais pendant que je le gravure. Donc je vais le changer en gravure de bas en haut. Et dans mon cas, j'ai une option de modèle de dithering. Et pour la plupart, j'utilise toujours l'option Stuckey juste parce que j'aime les résultats. Ensuite, pour mes paramètres vectoriels, je vais le régler à une vitesse de 9%, une puissance de 100%. Dans mon cas, j'ai un réglage de fréquence et je vais régler ça à 25. Je vais en couvrir plus sur les paramètres et les différentes options dans la prochaine vidéo. Ensuite, assurez-vous que le type de travail est dit combiné
afin qu'il fasse à la fois des opérations raster et vectorielles. Une fois que vous avez défini ce paramètre, cliquez sur OK, puis appuyez sur Imprimer. Et la boîte de dialogue derrière celui-ci. Si vous utilisez un pilote d'impression comme moi, vous devriez voir une petite fenêtre d'aperçu sur la gauche. Si votre design n'apparaît pas, allez-y et appuyez à nouveau sur la configuration et appuyez immédiatement sur l'impression. Cela devrait faire en sorte que votre conçu apparaisse correctement. Une fois que vous voyez votre design, allez-y et appuyez sur le bouton d'impression et envoyez-le à votre laser. Donc, décochez la boîte de dialogue pour comme décochez l'écran des contrôles pour ma machine. Je vois qu'il a envoyé le boulot. Ça dit que ça prendra trois minutes et 23 secondes. Ce que je dois faire, c'est d'aller de l'avant et de concentrer la machine sur le matériau. Alors je vais aller de l'avant et me concentrer. Maintenant que je suis en mode concentré, je vais aller de l'avant et prendre ma jauge et la coller sur la tête laser. Et je vais lever lentement le lit jusqu'à ce que le fond de cette jauge touche mon matériel. Et tu voulais juste toucher. Donc vous voulez être capable de déplacer à peine cette jauge. Vous ne voulez pas vous lever d'ici et vous ne voulez pas qu'il ait un léger écart en dessous. Maintenant que je sais que c'est concentré, allons de l'avant et menons le travail. Pendant les premières secondes. Je veux aller de l'avant et vous montrer à quoi ressemble
la vitesse de gravure en temps réel sur ma machine. Au total, il a fallu deux minutes et 55 secondes pour compléter ce sous-verre entier, y compris la gravure et la découpe. Aucune des machines n'a été finie. Voici mon dessous de verre. Donc, vous pouvez voir que même sur les petits détails de l'objectif de trois pouces a vraiment bien fonctionné à 400 dpi. Donc, si vous allez faire des choses qui sont à propos de ce complexe, ou moins, un objectif de trois pouces et deux pouces va très bien fonctionner. n'y a pas vraiment besoin d'avoir un objectif de 1,5 pouce. Maintenant que vous avez fait le premier projet du cours, je vous encourage à les partager. Et si vous n'avez pas utilisé ma conception de stock et que vous avez utilisé votre propre design, j'adorerais le voir. Maintenant que vous avez vu les résultats de ce que votre laser produit avec l'objectif que vous avez installé à 400 DPI. Et la prochaine vidéo, je vais en parler plus sur les paramètres que vous avez vus quand j'ai envoyé le travail au laser. Des choses telles que la vitesse, la puissance, le DPI, et tout ce qui était dans ce menu. Cela vous donnera une meilleure idée des contrôles que vous avez, les différentes choses que vous pouvez changer pour obtenir différents résultats et vous aider à améliorer la création de différents effets avec votre laser.
5. Maîtriser vos paramètres: Maintenant que vous avez fait un sous-verre avec un design détaillé sur votre laser, il est temps de plonger dans les paramètres et d'expliquer un peu plus sur ce qu'ils signifient et comment les ajuster pour obtenir les différents résultats que vous voulez. Comme nous avons parlé des différents paramètres, je veux que vous alliez de l'avant et ouvrez le fichier appelé maître de votre fichier de tableau de bord de paramètres. Cela devrait s'ouvrir à une belle petite casserole dépend, qui sera usinage ici dans quelques minutes. Pour accéder à vos paramètres pour le laser. Allez-y et allez à Fichier et impression. Si vous avez un laser doté d'un logiciel distinct, vous devrez d'
abord l'envoyer à ce logiciel pour voir tous les différents paramètres du laser. Dans mon cas, parce que ma machine a une fonction de pilote d'impression, je vais cliquer sur configuration lorsque mon pilote d'impression est réglé sur épilogue graveur. Et puis je vais cliquer sur Préférences. Cela fera apparaître mes préférences d'impression pour ma machine. Et cette vidéo, nous allons nous concentrer uniquement sur l'onglet Général. Nous allons passer à la cartographie avancée et des couleurs et onglets dans les vidéos suivantes. En haut dans le coin supérieur gauche, vous verrez la résolution. Il s'agit du nombre de points par pouce que vous souhaitez graver pour votre dessin. Dans mon cas, l'échelle va de 75 jusqu'à 1200. Typiquement, je ne vais jamais au-dessus de 600 juste parce que cela semble être assez de détails pour moi. Mais si vous avez une gravure super complexe qui est très petite, 1200 pourrait être la meilleure option. Si vous changez le PPP de 600 à 300, vous verrez qu'il y a moins de points dans l'image. Par conséquent, vous aurez plus d'espaces autour de votre gravure. Vous pouvez penser à cette résolution en termes d'image. La résolution à laquelle la photo est prise est très claire. Et si vous essayez de le rendre plus petit, c'est toujours très clair. Mais une fois que vous essayez de le rendre plus grand, ça va être très pixel Lee et ça ne va pas paraître aussi bon. Dans ce cas, votre résolution ou le nombre de points par pouce. Plus le nombre est bas, il sera mauvais, plus
le nombre est élevé, mieux il aura l'air. Dans la section suivante, j'ai l'option du CO2 et de la fibre. Ma machine n'a que du CO2. Donc je vais juste laisser ce plateau tel qu'il est. Tous les pilotes d'impression ne disposent pas de cette option. Mais c'est là que vous pouvez basculer entre les deux sources laser différentes. Juste en dessous, j'ai la mise au point automatique. Je m'en tiens généralement à la mise au point manuelle de ma machine car l'autofocus a besoin de connaître l'épaisseur de votre matériau jusqu'à la virgule décimale. Cela signifie que vous aurez besoin de quelque chose comme un étrier à cadran ou autre outil de mesure fin pour obtenir l'épaisseur exacte de votre matériau. Par exemple, l'acrylique quart de pouce peut entrer
à une mesure de 0,2 à 0 au lieu de 0,25. Donc, quand il va autofocus votre machine, il peut en fait être plus éloigné ou plus proche que si vous vous focalisez manuellement sur vous-même. Tout est basé sur le fait que vous disposez ou non des outils pour mesurer l' épaisseur de
votre matériau avec une précision suffisante pour que la mise au point automatique soit votre meilleure option. Si vous choisissez d'effectuer la mise au point automatique, vous saisirez l'épaisseur de votre matériau et la zone d'épaisseur. Et votre décalage est combien il va monter ou descendre de cet endroit. Pour moi personnellement, j'ai généralement utilisé le manuel concentré principalement parce que je n'ai pas d'étrier de cadran qui fonctionne réellement en ce moment. Il est donc plus facile d'utiliser la jauge manuelle et de la configurer de cette façon. Sur la droite, j'ai mes paramètres raster. Les paramètres raster et vectoriels sont les deux qui sont le plus souvent mentionnés lorsqu'il s'agit de personnes qui réalisent des projets et partagent le type de détails pour l'usinage. Par exemple, si quelqu'un fait un projet de gravure avec gravure
raster et que vous lui avez demandé quels paramètres ils utilisent. Ils vous donnent généralement une vitesse et une puissance. Pour mon pilote d'impression, la vitesse et la puissance du raster sont terminées en haut à droite. Et la vitesse et la puissance par vecteur sont en bas à droite. La vitesse sera la vitesse à laquelle la tête de la machine se déplace d'avant en arrière d'une échelle de 0 % à 100 %. Cela n'est pas donné en termes de pouces par minute ou quoi que ce soit du genre. Les fabricants le savent, mais ils ne divulguent pas nécessairement ces informations, c'est pourquoi ils les partagent dans une configuration plus basée sur le pourcentage. Ainsi, plus vous définissez votre vitesse de raster, plus la vitesse de déplacement sera lente. Plus vous définissez votre vitesse, plus vite il va se déplacer d'avant en arrière. Quand il s'agit de puissance, c'est la quantité de sortie que le laser va utiliser pendant son usinage. Plus la puissance que vous utilisez est faible, moins il va réellement sortir à travers l'objectif. Par conséquent, moins l'obscurité et la gravure peuvent être, et plus le nombre que vous utilisez est élevé, plus ce paramètre peut être sombre. Chaque matériau a son propre point privilégié pour les paramètres raster et vectoriels, et ce n'est pas toujours le même. Donc, vous devez certainement faire quelques tests et je vais vous montrer comment le faire dans une vidéo suivante où nous
allons parler des échantillons de matériaux réels et comment vous pouvez trouver les meilleurs paramètres pour ce matériel. Mais ce qui est important à savoir, c'est qu'il s'agit d'équilibrer ces deux paramètres. Vous ne voudrez pas toujours passer à 100% de puissance et à une vitesse rapide parce que votre machine essaie de se déplacer trop vite et lui donne une gravure à l'allure mauvaise. Et si vous bougez trop lentement, il peut finir par brûler à travers le matériau ou lui donner un aspect fini terrible. Vous devrez donc tester tous les matériaux que vous allez mettre sur votre machine et essayer de trouver les meilleurs paramètres pour ce matériel. Juste en dessous des paramètres raster, j'ai une direction de gravure. Il n'y a vraiment que deux options ici. Il y a un haut en bas ou en haut. De haut en bas signifie qu'il va commencer par le haut du matériau et se déplacer vers le bas de celui-ci. Le bas vers le haut va commencer au bas du matériau et se déplacer vers le haut. Si vous voulez faire quelque chose comme enregistrer votre gravure vidéo, la meilleure façon de le faire est en fait de bas en haut parce qu'il montre mieux les progrès au fil du temps. Je peux soit le changer avec le menu déroulant ou je peux cliquer sur la flèche sur la droite et il va le changer pour moi juste en dessous de la direction de gravure, j'ai une image fait l'option anneau image dithering est fondamentalement comment les points sont va être gravé dans une image raster contenant des éléments tels que des niveaux de gris, mélanges ou certains types de couleurs. Dans ce cas, je vais avoir six options différentes. La norme est fondamentalement la valeur par défaut que la plupart des gens utilisent et la gravure standard et travaux qui incluent des choses comme des textes ou de l'art qui est d'environ 600 DPI. Lorsque je clique sur Brighton, si vous regardez sur la droite à la boîte où il a l'image, vous verrez qu'il crée beaucoup plus d'espaces. Et cela va être utilisé pour des choses comme les photos d'ingrédients sur serait porter donne cette photo de meilleure sensation et regarder à elle. L' option As inférieure est la meilleure pour les personnes qui veulent donner leur gravure, essentiellement un aspect artistique demi-ton. Ensuite, le Floyd Steinberg, le Jarvis et les options Stuckey sont toutes vraiment destinées aux photographies déployées. Steinberg est le meilleur pour les photos très détaillées où il crée un look plus sérieux et
sophistiqué. Le motif de Java est un bon tout autour pour graver des photos d'environ 300 ppp. Et puis le Stuckey est en fait très proche du Jarvis. Ce n'est pas très différent. Normalement, je le laisse juste sur l'option Stuckey. J' ai trouvé que cette option me donne un regard que je viens d'apprécier. Mais honnêtement, ces différents effets de terreur sont plutôt une préférence personnelle et non une règle empirique. En bas à droite, j'ai mes paramètres vectoriels. Donc, ce seront la vitesse et la puissance ainsi que dans mon cas, la fréquence que j'utiliserai pour la découpe ou la gravure vectorielle, peu comme les paramètres raster, ils vont être un équilibre, vitesse, la puissance et la fréquence en fonction du matériel que vous utilisez. Les lasers à tube de verre n'auront pas l'option de fréquence. Tu ne pourras pas changer ça. C' est surtout quelque chose que vous verrez sur les blazers RF2, comme l'épilogue. Cette fréquence est essentiellement une mesure de la fréquence à laquelle le laser va tirer. le nombre est élevé, plus il va tirer, le nombre est bas, moins il va tirer. Pour les choses qui sont inflammables. Vous ne voulez pas que ce chiffre soit trop élevé ou qu'il prenne feu. Pour des choses comme l'acrylique ou si vous voulez un bord poli de flamme, la fréquence la plus élevée est généralement la meilleure. Et si vous voulez créer quelque chose comme une coupe perforée où il se trouve sur une carte que vous voulez être capable de plier, mais que vous ne voulez pas couper tout le long, abaisser votre fréquence et ajuster la fréquence de déclenchement peut créer réellement cette coupe perforée à partir d'un vecteur de ligne solide. Donc, dans le bon réglage, l'outil de fréquence peut en fait être très puissant et vous
donner plus de contrôle sur la façon de créer vos projets. Mais malheureusement, tous les laser n'ont pas cette option. Mais je voulais l'expliquer afin que vous ayez une meilleure compréhension de ce qu'il est en bas de la zone de paramètres vectoriels, vous verrez également une case à cocher pour la vitesse comp et la puissance comp. Si vous vérifiez cette composition de perles, il va réduire tous les réglages de vitesse de 1,5. Par exemple, un réglage de vitesse de dix sans parler com sélectionné se
déplacera deux fois plus vite qu'un réglage de dix avec ce soit comp réellement sélectionné. Donc c'est comme si tu avais dix pour la vitesse, et une fois que tu l'as vérifié, ta vitesse est devenue cinq. Et honnêtement, cela est rarement utilisé par la plupart des utilisateurs de laser. En général, ils ont simplement changé la vitesse à ce dont ils ont besoin. Pour le pouvoir Comp. L' une est vérifiée. Le nombre de puissance réduit essentiellement la sortie laser lorsque le chariot laser ralentit à mesure qu'il se déplace à travers une courbe. Donc, si vous avez un design qui a beaucoup de courbes dedans et que vous allez couper assez lentement. Il est préférable d'aller de l'avant et de laisser cela vérifié, parce que si vous restez dans la courbe trop longtemps et qu'elle bouge encore lentement à pleine puissance, cela pourrait finir par brûler et carboniser et finir par causer des problèmes avec un processus de coupe détaillé. Je laisse à peu près cela vérifié tout le temps parce que je fais beaucoup de coupe complexe quand je suis à des vitesses lentes et je n'ai pas vraiment senti le besoin de l'enlever de ça. Si je passe à gauche, je verrai le type d'emploi. Ici. J' ai trois options. J' ai un vecteur raster et combiné. Lorsque le raster est sélectionné,
les paramètres raster sont uniquement disponibles et le raster gravera uniquement vos projets. Si vous sélectionnez le vecteur, seuls les paramètres vectoriels seront disponibles et il va seulement créer des opérations vectorielles. Et si vous sélectionnez combiné, il va d'abord effectuer tout l'usinage raster, puis il effectuera l'usinage vectoriel par la suite. Donc, pour la broche que nous allons créer dans cette vidéo, elle va d'abord graver les paramètres raster, puis elle va couper le contour après. Pour la taille de la pièce, cette mesure est un Entrez et elle fait référence à la pièce que vous allez usiner. La plupart des utilisateurs définissent la taille de pois à la taille de leur tableau d'art. Donc, dans la plupart des cas, si votre machine est une machine de 12 pouces par 24 pouces, plupart des utilisateurs utilisent simplement 12 pouces dans la direction verticale et l'horizontale il y aura l'utilisation des 24 pouces. Mais par exemple, si vous avez conçu dans un carré de six par six, vous pouvez taper six par six pour les dimensions. Et la machine n'essaiera d'usiner qu'à l'intérieur de cette zone de six pouces sur six pouces. Si vous utilisez un rotatif, la mesure horizontale pour cela va en fait être la hauteur de votre tasse et la verticale va être la circonférence autour de votre tasse. Je ne vais pas couvrir les opérations rotatives et la profondeur dans ce cours. Mais si vous avez des questions à ce sujet, s'il vous plaît faites-le moi savoir. Et puis sur tout le chemin vers la gauche, sous mes options, j'ai une option de gravure au centre. Donc, si je vérifie cela, je peux définir où sera le centre de ma pièce,
ce qui est essentiellement dire à la machine où se trouve la position de mon œuvre d'art. Et puis en dessous de l'option de gravure au centre, j'ai le diamètre du mandrin à trois tiroirs. Je n'ai pas d'attache Chuck de trois ans pour cette machine. Donc, je n'utilise pas cette option. Et en toute honnêteté, ces options sont plus pour les utilisateurs intermédiaires ou avancés que plus de ce qu'ils font avec leurs machines et ils ne sont pas vraiment un élément débutant. Si vous avez des questions sur ces articles, n'hésitez pas à me contacter. Mais ils ne seront pas abordés dans ce cours, principalement parce qu'ils ne sont pas un sujet d'entrée de gamme pour l'usinage laser. Puis, en bas à gauche, j'ai un envoi au manager et un envoi à Laser Centre Manager va tirer vers le haut le gestionnaire d'emploi épilogue, qui a fondamentalement le même type d'ajustements. Et envoyé au laser signifie qu'il va l'envoyer directement à la machine. Ce qui signifie que je peux imprimer directement à partir du logiciel illustrateur directement sur ma machine sans aucun logiciel entre les deux. Maintenant, on veut aller de l'avant et régler le fichier comme on veut l'usiner. Je vais te demander de la machine trois fois différentes. Et la raison pour laquelle je veux le faire, je veux que vous modifiez le paramètre PPP chaque fois que vous l'usinez. Pour cet exemple, je veux que vous utilisiez votre paramètre le plus bas, le paramètre du milieu, ainsi que votre paramètre le plus élevé. Donc dans mon cas, je vais le graver à 1575. Et la raison pour laquelle je veux que vous fassiez
ça, il disait que vous voyez physiquement la différence entre chacun de ces paramètres. Je vais encore usiner ça sur du contreplaqué de bouleau de la Baltique. Donc, je vais utiliser une vitesse de 80. Et je vais utiliser une puissance de 50. Encore une fois, je vais avoir un fichier de ressources que vous pouvez télécharger qui vous donne une estimation de ballpark des paramètres de guerriers
seront basés sur le type de matériel que vous allez utiliser. Puis sous les paramètres vectoriels, je vais avoir une vitesse 9, une puissance de 100. Et parce que j'ai l'option de fréquence et que je vais utiliser du bois, qui est un peu plus inflammable. Je le garde habituellement à environ 25 %. Je vais aussi le changer pour qu'il aille de bas en haut. Donc, je vais pouvoir voir la gravure comme ça va. Je vais juste laisser ma collecte d'images à l'option standard. Sous le type de travail, je vais sélectionner combiné. Donc, il fait les deux opérations. Et sous la taille du pois. Je vais régler ça à mon tableau d'art, qui est de 20 pouces horizontalement par 12 pouces verticalement. Et je vais aussi décocher le gestionnaire du centre parce que je veux juste l'envoyer directement à ma machine. Donc, cette première opération d'usinage que je vais faire va l'exécuter à 1200 DPI. Alors pourquoi tu fais ça ? Je veux que vous alliez à la machine des trois niveaux de DPI. Encore une fois, ce sera votre dpi le plus élevé,
votre dpi moyen et le dpi le plus bas de la porte. Je vais donc aller de l'avant et montrer le processus d'usinage de ce à quoi ça ressemble. Et je vais également vous dire combien de temps il a fallu pour faire chacun car cela affectera votre temps quand il s'agit du processus d'usinage. Maintenant que j'ai tout mis en place, je vais aller de l'avant et frapper OK. Je vais cliquer sur imprimer. Encore une fois. Mon aperçu ne s'est pas affiché, donc je vais simplement appuyer à nouveau sur le bouton de configuration, puis sélectionner à nouveau l'option d'impression. Parfois, cela signifie simplement que l'actualisation de sorte que votre image s'affiche dans la fenêtre Aperçu. Maintenant que je suis prêt, je peux aller de l'avant et appuyer sur l'impression et l'envoyer au laser. Alors pendant que j'usine mes trois, je veux que vous alliez et usiniez les trois des vôtres aussi. Assurez-vous de partager une photo de ceux-ci quand ils sont terminés afin que je puisse voir comment ils se sont avérés sur votre machine. Parce que j'aime voir comment d'autres machines dans la tombe et les options qu'ils ont. Allons de l'avant et usinons les trois broches. Et une fois qu'ils auront fini, je te montrerai à quoi ils ressemblent. Et puis on parlera un peu d'eux. Voici donc mes trois résultats. Celui-ci est le 1200 ppp, le milieu est le 300 ppp, puis ce dernier est le 75 ppp. Vous pouvez certainement voir la différence juste en fonction de l'obscurité de la gravure. Le stylo 1200 DPI a pris environ deux minutes et 45 secondes à usiner, et il a utilisé beaucoup plus de points par pouce. Par conséquent, il a donné une gravure beaucoup plus sombre avec beaucoup plus de résidus sur la surface. En comparaison, les 300 ppp ont pris environ 45 secondes à la machine. Il a une gravure beaucoup plus légère. Si tu veux quelque chose d'un peu plus subtil. Mais il a aussi fallu moins de minutes à la machine. Et puis le dernier, qui est le 75 DPI, a pris environ 14 secondes. C' est donc le plus rapide de loin, mais comme vous pouvez le dire, ça arrive à peine. La clé à retenir est que vous pouvez utiliser différents paramètres DPI dans votre conception pour obtenir différents effets. Mais tout comme vous l'avez vu ici, plus le DPI est élevé, plus il faudra de temps à la machine, le DPI est bas, plus vite il passe à
la machine. Maintenant que nous avons usiné certaines de ces broches, j'adorerais que vous partagiez les projets que vous avez créés. Parce que j'aimerais voir comment les différents types de machines créent des effets différents pour les différents niveaux d'API. Parce que mes paramètres DPI peuvent ne pas produire le même look exact qu'une marque différente. Et je serais intéressé de voir à quoi ils ressemblent. Si vous avez des questions sur les différents paramètres ou les amateurs de réglage que vous avez sur votre machine que je n'ai pas couvert ou n'ai pas donné assez de détails sur, s'il vous plaît laissez-moi savoir et je vais essayer de vous aider au mieux de mes capacités. Maintenant que vous avez vu les types de paramètres que nous pouvons ajuster dans la prochaine vidéo, je vais aller de l'avant et plonger plus profondément dans les opérations d'usinage raster et vectoriel et vous
montrer non seulement comment vous pouvez couper des raster, des tombes et des vecteurs, mais aussi comment vous pouvez vecteur dans la tombe. Alors passons à la prochaine vidéo.
6. Trame et vecteur: Maintenant que vous utilisez votre laser, vous savez probablement ce raster, ça va être quatre gravures et Victor sera pour la coupe. Mais saviez-vous aussi que les vecteurs peuvent également être utilisés pour la gravure ? Quand j'ai commencé, je ne savais pas ça. Et j'ai appris au fil du temps que certains de mes dessins m'auraient en fait épargné des
heures sur des heures de gravure simplement en passant à une gravure vectorielle par rapport à un raster. Et j'aurais obtenu un résultat presque le même. Je ne dirai pas que vous pouvez utiliser la gravure vectorielle pour tous les cas. Mais si votre dessin au trait de gravure
vectorielle, c'est peut-être votre meilleure option. Dans cette vidéo, je veux approfondir les processus d'usinage raster et vectoriel. Et pour ce faire, nous allons ouvrir le fichier d'ornement raster par rapport au tableau de bord vectoriel. Allez-y et ouvrez ce dossier et commençons. Lorsque vous voyez le fichier d'ornement, vous devriez voir trois formes similaires qui sont configurées de trois manières différentes. Sur la gauche, nous en avons une qui est juste des lignes que nous allons utiliser pour la coupe vectorielle. Le milieu est mis en place avec un remplissage noir ainsi qu'un contour vectoriel. Cela va être utilisé pour la gravure raster et la coupe vectorielle de la bordure. Et le dernier est mis en place avec un rouge pour ce que je veux graver, et noir pour ce que je veux couper. Nous allons changer le rouge en noir quand nous allons à la machine ceci, vous pouvez utiliser le rouge dans vos conceptions laser, mais nous allons le couvrir dans la prochaine vidéo où je parlerai de la cartographie des couleurs. Le but de cet exercice est de vous montrer les différences entre la façon dont la découpe vectorielle, gravure
matricielle et la gravure vectorielle tous fonctionnent. Commençons donc par la découpe vectorielle du design sur la gauche. Allez-y et mettez
en surbrillance les deux autres modèles et appuyez sur Control X sur votre clavier pour les couper. Vous pouvez également aller jusqu'à Modifier et sélectionner Couper. Assurez-vous que la machine est allumée parce que nous allons aller de l'avant et envoyer cela au laser en appuyant sur le contrôle P pour l'impression, ou en allant dans Fichier Imprimer et dans le menu. Encore une fois, assurez-vous que votre laser est sélectionné comme imprimante ou logiciel laser. Et pour la configuration, une fois que je vais à mes préférences, dans ce cas, parce que c'est une conception vectorielle, je vais seulement sélectionner le type de travail vectoriel. Vous n'avez pas à le faire, vous pouvez le garder combiné. Et puis sous les paramètres vectoriels, je vais régler la vitesse à neuf parce que j' utilise du contreplaqué de bouleau de la Baltique d'un huitième de pouce d'épaisseur. Je vais régler ma puissance à 100 et ma fréquence 225. Je vais garder le courant électrique vérifié pour qu'il ralentisse dans les coins. Et puis en dessous de ma taille, je vais faire l'horizontale et la verticale 12 pour correspondre à mon tableau d'art. Je vais également désélectionner le gestionnaire du centre. Ensuite, je vais cliquer sur OK. Imprimez. L' aperçu ne s'affiche pas. Allez-y et appuyez à nouveau sur la configuration, puis appuyez à nouveau sur le bouton d'impression. Une fois qu'il apparaît, allez-y et envoyez-le au laser en appuyant sur le bouton Imprimer. Matière poussoir. Assurez-vous de concentrer le laser sur votre matériel. Et ensuite la machine. Maintenant que nous avons machine la première, allez-y et appuyez sur control z sur votre clavier pour annuler, cela ramènera les deux pièces que nous avons coupées. Ensuite, je veux que vous alliez et que vous choisissiez le premier et le troisième. En maintenant la touche Maj enfoncée sur le clavier. Et vous pouvez sélectionner les deux. Allez-y et appuyez sur Control X pour les couper. Et maintenant, nous allons graver raster et couper ce dessin vectoriel. Donc, je vais aller à l'impression. Je vais revenir sur ma configuration et mes préférences. Ensuite, je vais changer mon poste de type 2 combiné, et je vais changer ma vitesse à 80 et ma puissance à 60. Je veux une gravure un peu plus foncée là-dessus, c'est pourquoi j'ai choisi 60. Je vais aussi changer la direction de la gravure en bas en haut. Et je vais laisser les paramètres vectoriels les mêmes. Je vais aussi changer ma résolution de 600 à 400 pour réduire le temps qu'il faudra pour graver, la taille sera la même. Alors maintenant, je vais cliquer sur OK. Imprimez ensuite, puis imprimez dans la boîte de dialogue suivante. Maintenant, allons au laser et imprimons celui-ci. Maintenant que nous avons usiné le second, allez-y et appuyez à nouveau sur Control Z. Cela ramènera les deux que nous avons coupés et maintenant aller de l'avant et couper les deux premiers. Maintenant, ce dernier peut facilement être fait en utilisant l'option de mappage des couleurs, mais nous allons utiliser la boîte de dialogue normale pour imprimer celui-ci. Donc ce qu'on veut faire, c'est changer le graphique interne pour qu'il soit tout noir. Donc, je vais sélectionner l'un de ces éléments, aller en haut pour sélectionner, descendre à la même. Et puis je vais sélectionner la couleur du trait. Cela devrait sélectionner tout ce qui était rouge. Je vais changer cela en noir et m'assurer que tout lire zéros 00. Maintenant, si je l'imprime directement, il va essayer de tout couper ou vecteur dans la tombe tout, y compris la frontière. Mais je ne veux pas que ça arrive. Donc, ce que je veux faire est de dessiner une boîte autour la zone supérieure pour sélectionner la bordure et les découpes supérieures. Et puis je vais couper ça. Cela me laissera avec juste les parties internes. Encore une fois, cela devrait être fait avec l'option de mappage des couleurs, mais je vais le couvrir plus en détail dans la vidéo suivante. Ensuite, je vais aller dans le menu d'impression, aller à sélectionner la configuration, et changer mes préférences. Ici, je vais sélectionner le vecteur sous le type de travail. Et parce que je veux que cela gravure et non couper, je dois ajuster ma vitesse et ma puissance comme
en haut où j'avais une vitesse raster de 80 et une puissance raster de 60. Je vais donner à ça une vitesse vectorielle de 80 et une puissance vectorielle de 60. Ensuite, je vais sélectionner OK, appuyez sur imprimer. Et puis je vais imprimer la section interne de celui-ci. Maintenant que j'ai fait la gravure vectorielle, je vais appuyer sur Control Z sur le clavier ou annuler pour récupérer la bordure. Ensuite, ce que je veux faire est de sélectionner tous
les objets qui sont à l'intérieur que nous venons de graver vectoriellement. Pour ce faire, je vais dessiner une boîte autour de ces éléments. Et puis tout en maintenant la touche Maj sur le clavier, je vais sélectionner la bordure extérieure. Cela va désélectionner cette partie, me
laissant avec juste les parties intérieures. Ensuite, je vais couper cette partie pour me
laisser avec juste les découpes supérieures et la découpe de la bordure. Maintenant, je vais revenir à la boîte de dialogue Imprimer et je vais changer mes préférences pour que la vitesse du vecteur soit de neuf et la puissance du vecteur soit de 100. Cela me permettra de découper vecteur à travers cet élément. Ensuite, je vais sélectionner OK et imprimer ceci au laser. Maintenant que nous avons usiné les trois ornements, je veux vous montrer à quoi ils ressemblent ainsi que combien de temps ils ont pris. Voici les trois ornements que nous avons faits. Le premier est celui de la coupe vectorielle. Donc, comme vous pouvez le voir, il a coupé toute la conception et il a fallu 49 secondes pour l'usiner. Le second était une gravure raster et une bordure de coupe vectorielle. Celui-ci a pris une minute et 55 secondes. Et puis le dernier est une gravure vectorielle avec une bordure de coupe vectorielle. Et celui-ci a pris environ 34 secondes. En termes de vitesse, la gravure vectorielle avec découpe vectorielle a été la plus rapide. La découpe vectorielle pour toute la chose était la deuxième plus rapide. Et la gravure raster avec découpe vectorielle était la plus lente. C' est quelque chose que vous voulez garder à l'esprit lorsque vous faites vos créations. Parfois, si vous voulez faire une gravure, mais la plupart de vos illustrations sous forme de lignes, la gravure vectorielle et l'option peuvent être les meilleures. Mais dans l'ensemble, comme pour toute autre chose, vous devrez équilibrer votre conception et votre vitesse de machine. Si vous avez besoin de regrouper un tas d'articles, mais que vous ne voulez pas que le coût soit trop élevé. On nous demande que sa gravure ne soit pas la meilleure option. Et vous pouvez prendre votre dessin de gravure raster et comprendre comment le
transformer en un dessin de découpe vectorielle ou de gravure vectorielle pour gagner du temps. Pendant que vous créez l'un des dessins de gravure raster, vous pouvez facilement réaliser au moins deux des autres dessins. Maintenant que vous avez vu les résultats et les temps de mon usinage, j'aimerais que vous partagiez le vôtre et me disiez combien de temps cela vous a pris. Je suis toujours curieux de savoir combien de temps il faut d'autres machines pour effectuer les mêmes types d'opérations que je fais sur la mienne. Et je veux aussi voir comment ils se sont avérés sur vos machines. Et gardez à l'esprit que ce dernier design devrait vraiment être fait avec une méthode de cartographie
des couleurs, que nous allons réellement couvrir dans la prochaine vidéo. Alors allons-y et vérifions ça.
7. Mappage des couleurs: Parfois, lors de la création de fichiers de conception, il peut être utile de concevoir différents paramètres en deux couleurs différentes, puis de pouvoir mapper ces couleurs directement à la machine. La technique pour cela est appelée cartographie des couleurs. Le mappage des couleurs est essentiellement l'endroit où vous tapez les codes RVB pour une couleur spécifique dans votre conception et la transformer en différents paramètres sur le pilote d'imprimante laser ou le logiciel laser. Pour cette vidéo, nous allons travailler avec le fichier appelé Color Mapping, Dash Key Chain file. Alors allez-y et ouvrez ce dossier et jetons un coup d'oeil. Ici, nous avons une chaîne de projets clés. Vous remarquerez que la bordure du contour est rouge et que le graphique renseigné est bleu. Cliquez sur la bordure et nous allons à la couleur, s'
assure qu'il est réglé sur RVB. Et dans ce cas, le code RVB pour cette couleur rouge est 255 pour le rouge, 0 pour le vert et 0 pour le bleu. Ensuite, si nous cliquons sur le graphique bleu et que nous remontons à cette fenêtre de couleur, nous remarquerons que le rouge est réglé sur 0, le vert est réglé sur 0, puis le bleu est réglé sur 255. Ce seront les deux valeurs RVB dont nous allons avoir besoin lorsque nous envoyons cela à la machine pour utiliser le mappage des couleurs, pour utiliser le mappage des couleurs, nous allons devoir aller à la fenêtre d'impression, assurez-vous que que votre pilote d'impression ou votre logiciel laser est sélectionné. Et puis nous allons aller aux préférences. Dans ce cas, je vais aller de l'avant et mettre en place certaines de ces informations à l'avance. Pour la taille du pois. Je vais le régler sur mon tableau d'art, qui fait 20 pouces dans la direction horizontale et 12 pouces dans la direction verticale. Je vais aussi décocher ces envoyés au manager. Et je vais changer la direction gravée en bas en haut. Quant à la résolution, je vais la laisser à 600, et je vais laisser les paramètres raster et vectoriels aux valeurs par défaut. En haut, vous verrez que j'ai trois onglets différents,
le général, l'avance
et le mappage des couleurs. Pour ce projet, je veux utiliser l'onglet de mappage des couleurs. Alors allez-y et cliquez dessus. Ensuite, dans le coin supérieur gauche, vous verrez une case à cocher à côté du mappage des couleurs. Allez-y et sélectionnez-le. Maintenant, parce que nous utilisons les couleurs du rouge et du bleu et notre design, vous verrez sur la droite qu'il y a six valeurs de couleur par défaut. Le premier est rouge, avec une valeur rouge de 2550 pour le reste,
le bleu est de 0 pour le rouge et le vert et de 255 pour le bleu. En ce qui concerne ces couleurs, ces six ou simplement les valeurs par défaut préchargées, vous pouvez toujours créer votre propre valeur RVB en appuyant le signe plus sur le côté droit de cette zone. En sélectionnant cette option, vous pouvez créer une nouvelle valeur RVB basée sur à peu près n'importe quelle couleur que vous souhaitez utiliser. Cela vous sera utile dans la prochaine vidéo. Quand faisaient une nuance de matière basée sur les valeurs de couleur. Mais dans cette vidéo, nous allons juste utiliser les six de base et choisir deux de ces couleurs, dans ce cas, le rouge et le bleu. Donc, pour cette conception, le rouge était la bordure, qui va être coupée vectorielle. Donc ce que je veux faire ici, c'est sous rouge, je vais décocher la case raster. Je vais garder la boîte vectorielle cochée. Eris, kyste et CO2 doivent également être vérifiés. L' accent est essentiellement juste de
s'assurer que le kyste d'erreur est en cours d'exécution à travers la machine. Avec cette couleur, parce que j'ai sélectionné la couleur par défaut, je ne vais pas changer aucune des valeurs. Donc, le rouge doit être réglé sur 255, le vert sur 0 et le bleu sur 0, car il va s'agir d'une opération de coupe vectorielle. Dans cette vidéo, je vais aller de l'avant et continuer à utiliser le même matériau que le contreplaqué de bouleau de la Baltique, mais n'hésitez pas à sélectionner n'importe quel matériau que vous voulez. Assurez-vous simplement que les paramètres que vous sélectionnez pour ce rouge seront ce dont vous avez besoin pour la coupe vectorielle de ce matériau. Dans mon cas, parce que je sélectionne du contreplaqué de bouleau de la Baltique qui fait un huitième de pouce d'épaisseur. Ma vitesse sera de neuf, ma puissance sera de 100, ma fréquence sera de 25. Maintenant, pour enregistrer ces valeurs, j'ai réellement besoin d'aller de l'avant et de cliquer sur cette flèche. En cliquant sur cette flèche, vous verrez que sur le côté droit, il a changé les valeurs du rouge. Si je ne clique pas sur cette flèche, elle n'enregistrera pas les paramètres et nous utiliserons les mauvaises valeurs. Le graphique interne de ce qui va être gravé sur Raster était bleu. Le code RVB pour cela était une valeur rouge et verte de 0 et une valeur bleue de 255. Pour cela, je vais régler ma vitesse à 80%. Mon pouvoir, je vais partir à 50%. Et ma fréquence, je vais passer à 25%. Au bas de ceci, je vais décocher la boîte vectorielle, et maintenant ce sera configuré pour la gravure raster. La prochaine chose que je dois faire est d'aller de l'avant et
de cliquer sur la flèche pour enregistrer ces paramètres sur la droite. Et maintenant, vous pouvez voir sur la droite qu'il y a des colonnes séparées relatives aux différents types de paramètres que j'ai sélectionnés. Donc, la première colonne sera la couleur, la deuxième colonne sera la vitesse, le troisième de la puissance, quatrième la fréquence. Et maintenant ici l'épaisseur et le décalage, nous n'avons pas changé parce que nous concentrons manuellement ces valeurs. Si nous choisissons les options de mise au point automatique, ces valeurs deviendraient disponibles sous la source laser que nous avons CO2. La première grande différence que vous remarquerez est que la valeur raster pour le rouge est non, et le bleu est oui. Cela signifie que pour cette conception, nous allons graver le bleu comme une option raster sous la colonne vectorielle, vous verrez le rouge comme un oui et le bleu est un non. Cela signifie que le rouge sera coupé vectoriel, mais le bleu ne le sera pas. Maintenant que nous avons ces ensembles de valeurs, je vais aller de l'avant et cliquer sur OK. Ensuite, je vais cliquer à nouveau sur imprimer. Si votre aperçu ne s'affiche pas, appuyez
à nouveau sur le bouton de configuration et cliquez une fois de plus sur la boîte de dialogue Imprimer. Cela devrait faire apparaître l'aperçu. Une fois que vous l'avez prêt, allez-y et sélectionnez Imprimer. Vous remarquerez que pendant le processus d'usinage, il va commencer par la gravure raster qui est de couleur bleue. Et puis il va aller de l'avant et la coupe vectorielle être conçu des pièces qui sont lues. usinage de la cartographie des couleurs est assez simple, mais il faut un peu de temps pour s'y habituer. Dans ce cas, c'est le design que je viens de faire. Et j'espère que vous avez quelque chose de très similaire à celui où la gravure a été faite avec la méthode de la liste. Et puis il a fait la coupe vectorielle à l'extérieur en utilisant les deux couleurs dans le fichier de conception semble ne pas se produire comme ça, et il y a eu quelques problèmes d'usinage. La première chose à vérifier est vos valeurs RVB pour
vous assurer qu'elles sont définies sur les mêmes valeurs que la conception. Vous pouvez voir où cela peut être un outil très précieux quand il s'agit de faire des choses comme la gravure vectorielle ainsi que la découpe vectorielle. Et ce même fichier de conception comme nous l'avons fait dans la dernière vidéo. mappage des couleurs vous permet de définir la couleur de la gravure vectorielle sur un ensemble de paramètres. Et la coupe vectorielle à un ensemble différent de paramètres juste en fonction de la couleur et de votre design. Maintenant que vous avez fait votre porte-clés de fabricant, j'aimerais que vous puissiez aller de l'avant et le publier dans les projets et me laisser voir à quoi il s'est avéré. Si vous avez des questions sur la cartographie des couleurs, s'il vous plaît laissez-moi savoir et je ferai de mon mieux pour y répondre. Maintenant que nous avons juste un petit avant-goût du processus de cartographie des couleurs, passons à la prochaine vidéo où nous allons plonger profondément dans la mise en place d'une nuance matérielle, ce qui nous permettra en fait de créer nos propres valeurs de couleur RVB à l'intérieur du processus de cartographie des couleurs.
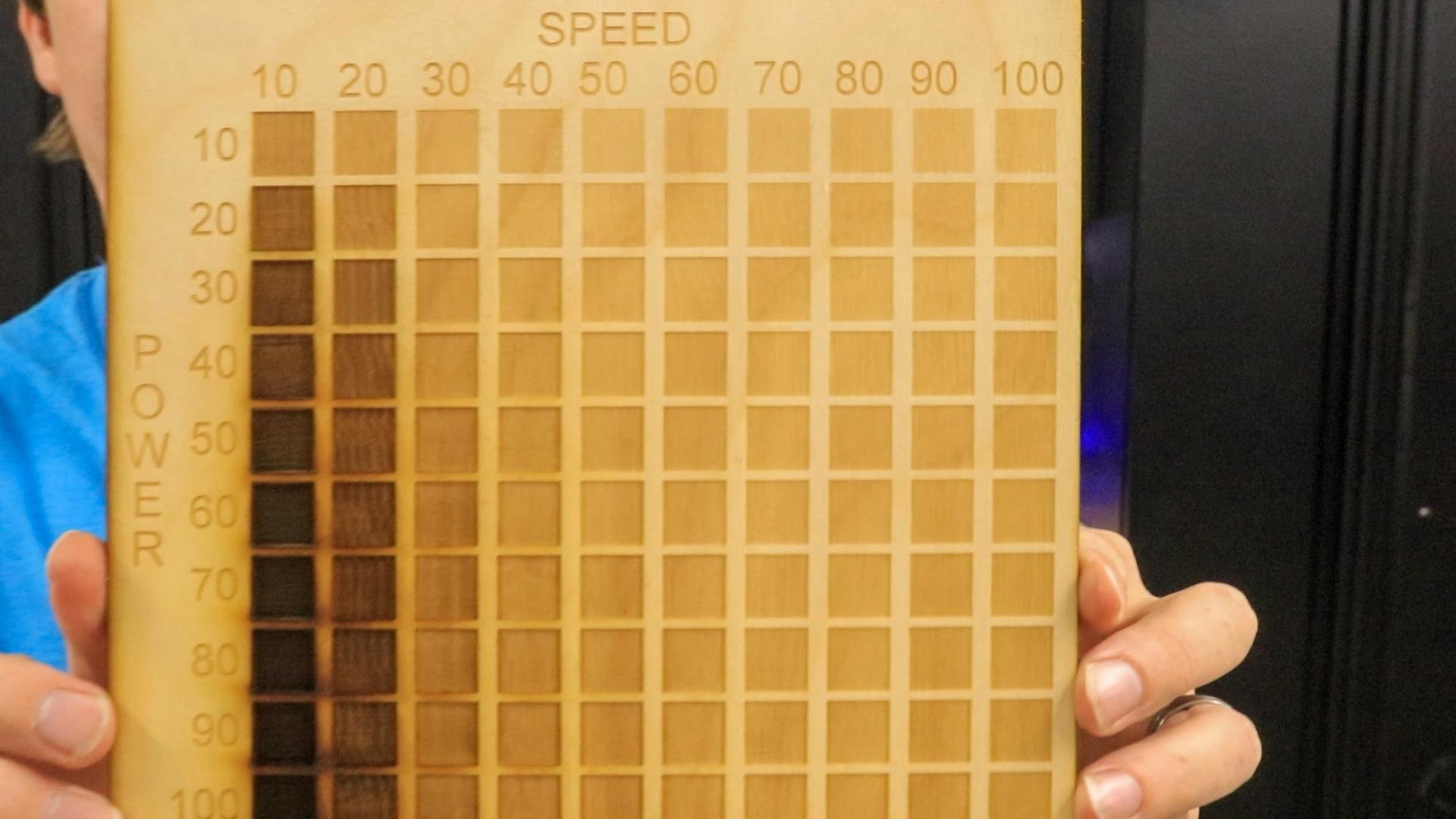
8. Créer une bibliothèque de matériel: L' une des choses les plus importantes que vous allez devoir savoir pendant que vous faites usinage
laser est de trouver des paramètres pour différents matériaux. Donc, dans cette vidéo, nous allons non seulement trouver les paramètres que nous aimons verser un certain matériel, mais je vais aussi vous montrer comment
les enregistrer pour commencer à créer votre propre bibliothèque de matériaux. Il y a déjà deux fichiers que j'ai créés pour vous aider dans votre parcours vers recherche ou les paramètres de matériau pour la gravure raster et la découpe vectorielle. Ces fichiers s'appelleront le
raster de tiret de fichier de test de matériel et la découpe vectorielle de tiret de fichier de test de matériau. Je vous encourage à utiliser ces deux éléments sur un nouveau matériel. À titre d'exemple, il s'agit d'un test de gravure raster, ou j'ai essayé de comprendre les paramètres raster pour un morceau d'acrylique noir. Les résultats que je vois ici sur ce matériel peuvent m'aider à comprendre comment
usiner à peu près n'importe quel acrylique coulé avec des paramètres raster. Parce que j'en ai déjà un acrylique. Je vais aller de l'avant et en faire un avec du contreplaqué de bouleau de la Baltique. Cette pièce mesure environ sept et un quart de pouce de haut et environ huit pouces de large. Donc, si vous allez faire ce test, assurez-vous que votre matériel est au moins aussi grand. Nous allons utiliser la technique de cartographie des couleurs que j'ai montrée dans la dernière vidéo pour effectuer ce type de test. Alors allons-y et montons sur l'ordinateur et je vais vous montrer comment utiliser le fichier. Je suis allé de l'avant et ouvert le fichier de test de matériel gravure raster
pointillée parce que je voulais voir quels paramètres de gravure fonctionnent le mieux sur presque tous les matériaux de type contreplaqué. Vous verrez sur la droite que j'ai plusieurs couches correspondant à chaque rangée de pouvoirs. En usinant cela, je peux simplement cacher une couche et ça va se débarrasser de toute la rangée. Cela aidera à accélérer le processus d'usinage de cette grille. usinage de cette grille prendra un peu de temps. La raison pour laquelle il est divisé en rhos est qu'il y a une limite au nombre de couleurs différentes que vous pouvez programmer à la fois. Pour que cela soit aussi simple que possible, je me suis assuré que nous ne ferions qu'une seule rangée à la fois. Ne mettez pas accidentellement de mauvais paramètres au fur et à mesure que nous avançons à travers cela. Donc, la première chose que je veux faire est de graver les axes avec vitesse et puissance. Donc, ce que je vais faire est de cacher toutes les différentes lignes jusqu'à ce que juste les axes soient laissés. Maintenant, je ne veux pas encore vecteur couper ça. Je vais le faire à la fin. Mais si vous le vouliez, vous pourriez aller de l'avant et le faire en ce moment. Donc je vais aller de l'avant et frapper des empreintes, aller à mes préférences. Et pour commencer, je vais utiliser une résolution de
400 parce que c'est à peu près au milieu de la route pour mes réglages. Et je sais qu'aller à 600 ou 1200 ne fera que le faire paraître plus détaillé et mieux en ce qui concerne le point de vue de la gravure. Donc 400 pour moi comme un bon benchmark, alors je veux aller au type de travail et le changer en raster seulement. Et modifiez les paramètres de mon raster. Dans ce cas, à une vitesse de 80 et une puissance de 50. Gardez à l'esprit, ce sont des paramètres que je viens d'apprendre au fil temps que je pense faire bien sur le contreplaqué de bouleau Baltique, ce peut ne pas être le réglage optimal, mais il apparaîtra sur le matériau afin que nous puissions voir comment les choses sortent. Comme nous usinons chaque rangée. Ensuite, je vais changer ma taille p à la taille du tableau d'art, qui est de 24 pouces horizontalement et 12 verticalement. Vous pouvez changer cela si vous le souhaitez. Et puis je vais décocher ces envoyés au manager. Je vais aussi changer ma direction de gravure en bas et appuyer sur OK. Je vais frapper les empreintes, assurer que mon aperçu s'affiche. Et puis je vais aller de l'avant et envoyer ça à la machine et gravé les haches sur le contreplaqué de bouleau de la Baltique. La raison en est un usinage filaire. Je peux trouver le réglage optimal lorsque je grave la cinquième rangée. Et je n'ai peut-être pas besoin d'aller de l'avant et de graver toute la grille. Et ça ne peut pas sauver une tonne de temps pendant que vous usinez ça. Gardez à l'esprit que les paramètres optimaux que vous trouvez au cours ce processus sont essentiellement une préférence personnelle lorsqu'il s'agit de gravure raster, cela dépend de l'aspect que vous souhaitez obtenir. Maintenant que nous avons les axes et que nous pouvons les voir sur le matériau, nous allons aller de l'avant et montrer la puissance dix rangée et commencer à usiner la grille. Lorsque j'ai configuré cette grille de gauche à droite, vous remarquerez que les six premières couleurs sont ces
six qui sont pré-programmées dans les options de mappage des couleurs. Vous devrez donc vous assurer qu'en dessous de
la zone de couleur vous vérifiez les codes RVB. Donc, le premier carré devrait être un code RVB de 25500. La seconde doit être 0 pour le rouge, 255 pour le vert et 0 pour le bleu. Le bleu doit être 0 pour le rouge et le vert, et 255 pour le bleu. Le jaune devrait être 200. Cinq pour le rouge et le vert, et 0 pour le bleu. Le cyan doit être 0 pour le rouge
et 255 pour le vert et le bleu. Le magenta doit être 255 pour le rouge et le bleu et 0 pour le vert. Et voici où nous commençons à voir les différences. La couleur suivante, dans mon cas, est un code RVB de 100 pour les yeux rouges, verts et bleus a essayé de rendre cela aussi simple que possible. Donc, il sera facile de se souvenir plus tard. La couleur suivante est un vert cassé, qui a une lecture de 100, un vert de 200 et un bleu de 100. La couleur bleue suivante comme une lecture de 100, un vert de 200, et un bleu de 200. Et la dernière place est une lecture de 100, un vert de 100, et ils ont soufflé de 200. Assurez-vous maintenant d'écrire ces valeurs car vous allez avoir besoin de ces valeurs lorsque vous les entrez dans la fenêtre de mappage des couleurs. Maintenant que nous connaissons les codes RVB, nous voulons aller de l'avant et aller au menu d'impression. Je vais frapper le contrôle sur mon clavier. Et je veux vraiment faire glisser cette fenêtre vers le bas pour que je puisse voir les valeurs de vitesse et de puissance. Cela m'aidera quand je vais configurer mes préférences réelles. Vous devez pouvoir faire glisser cette fenêtre vers un endroit où vous pouvez accéder au bouton de configuration. Une fois que je vais à la configuration et mes préférences, je vais faire glisser la boîte laser vers le bas et hors du chemin afin que je puisse voir ces perles à travers le haut. Cela m'aidera quand je vais dans le mappage des couleurs. Ensuite, je veux sélectionner l'onglet de mappage des couleurs et cocher la case de mappage des couleurs. Maintenant, vous pouvez voir que les six premières couleurs que j'ai dans la grille correspondaient aux six premières couleurs du programme. Vous remarquerez aussi que la mienne, dans ce cas, notre hors-service par rapport à ma grille. Donc ce que je veux faire, c'est changer le magenta et la sarcelle. Je vais sélectionner le Teale,
sélectionner la flèche vers le haut, et il le placera au-dessus du magenta. De cette façon, quand je tape mes valeurs, je ne les confond pas pendant que je traverse ça. D' abord, je veux passer au rouge, et je vais le changer pour une puissance de dix, une vitesse de dix, et je vais changer la fréquence à 25 pour la plupart des matériaux inflammables ou des choses qui sont plus susceptibles de provoquer une flamme, comme le bois ou le papier ou des choses de cette nature, l'utilisation d'environ 25 % de la fréquence est la meilleure option. Tout en bas, vous verrez que le raster est coché, qui va être ce que nous utilisons. Et ensuite, je vais aller de l'avant et appuyer sur la flèche. Pour enregistrer ces valeurs, je dois répéter ce processus pour chaque couleur. Donc pour le vert, ce sera une vitesse de 20 et une puissance de 10 avec une fréquence de 25. Alors allez-y et complétez ceci pour les six premières couleurs. Maintenant que j'ai les six premières couleurs configurées, vous pouvez voir une tendance où la première colonne augmente progressivement de dix à 100%. Et la deuxième colonne est tout à 10% de puissance. Cela va être utile lorsque nous modifions les valeurs de puissance. Parce que la prochaine fois que nous le ferons,
tout ce que nous avons à changer la valeur de puissance. Il y a quatre couleurs qui ne sont pas encore ajoutées. Ce qu'il faut faire, c'est aller à gauche. Et la première couleur est un code RVB de 100 pour le rouge, un pour le vert et 100 pour le bleu. Allez-y et saisissez ces trois valeurs. La vitesse est de 70, la puissance est de dix, et les fréquences de 25. Assurez-vous que les rasters sont cochés en bas et allez sur et appuyez sur le signe plus. Cela l'ajoutera à la liste sur la droite. Allez-y et refaites cela pour la couleur suivante, qui a un code RVB de 100 pour le rouge, 200 pour le vert et 100 pour le bleu. Ce sera une vitesse de 80%, une puissance de 10%, et leur fréquence de 25. Une fois que vous avez fini avec celui-là, appuyez sur le signe plus. Allez-y et ajoutez les deux dernières couleurs vous-même. Maintenant, vous devriez avoir dix couleurs répertoriées à l'intérieur de la fenêtre de mappage des couleurs. Maintenant que vous avez tous les dix réglages aux vitesses désirées. Pouvoirs pour la rangée de puissance dix. Allez-y et appuyez sur OK et envoyez-le au laser. Vous verrez que lorsque nous usinons cette rangée, vous remarquerez que la machine gravure un carré à la fois. C' est parce que la machine doit être en mesure de se concentrer sur un carré pour pouvoir changer la vitesse. Il n'est pas capable de fluctuer
la vitesse entre les couleurs si elle va jusqu'à chaque fois. Maintenant que nous avons la machine de première rangée, nous allons aller de l'avant et passer à la deuxième rangée. Alors revenez à vos couches et masquez la puissance dix rangée et montrer la puissance 20 rangée. Retournez dans votre boîte de dialogue d'impression et accédez à la configuration. Maintenant, nous allons changer nos préférences pour le mappage des couleurs. Sélectionnez l'onglet Mappage des couleurs. Et puis ici, nous allons aller de l'avant et changer seulement la puissance pour chaque couleur avec des perles sont déjà mis en place à partir de ce que nous avons fait pour la puissance dix rangée. Donc, sous chaque couleur, allez-y et changez la puissance à 20. Et il suffit de cliquer sur la flèche pour enregistrer ces paramètres. Faites ceci pour chacune des dix couleurs. Une fois que vous avez toute la configuration de l'étalon et que vous vérifiez les vitesses et les puissances, allez-y et machine cette rangée sur le laser. Continuez ce processus pour chaque ligne de cette grille. Cela va prendre un peu de temps. Donc, je veux que vous alliez à la machine à chaque rangée jusqu'à ce que votre grille soit terminée. Ensuite, je vais vous montrer comment enregistrer vos paramètres préférés dans une bibliothèque de matériaux. Comme votre usinage, vous devrez peut-être revenir en arrière et vous cacher. Comme votre usinage, vous devrez peut-être revenir en arrière et cacher les axes afin qu'ils ne se usinent plus. Chaque rangée de ma machine a pris environ 4,5 minutes à cinq minutes pour terminer. Et si vous le faites pour les paramètres vectoriels, ce sera encore plus rapide. Ma nuance pour la gravure raster en contreplaqué de bouleau de la Baltique est terminée. C' est donc le résultat final. Vous verrez que comme la vitesse était faible et la puissance était élevée, il commence à vraiment la brûler près du fond et à devenir vraiment profond et vous n'allez pas vouloir cela. Donc ce que je dois faire maintenant, c'est de passer par ici, choisir une couleur que j'aime. Et puis je vais définir ça comme mon décor pour ce type de matériel. Tout au long de ce cours, j'ai utilisé 80% comme ma vitesse et 50% comme ma puissance pour le contreplaqué de bouleau de la Baltique. Et j'aime comment ça se passe. Donc je vais faire ça mon décor pour ce matériel. En plus de choisir un paramètre pour une bibliothèque de matériaux, cette nuance sera utile lorsqu'il s'agit de parler aux clients, car ils aimeront peut-être un réglage différent de ce que vous faites. Donc, cela vous sera utile quand vous leur parliez. Ce que je veux faire, c'est aller de l'avant et entrer 80% de vitesse, 50% de puissance dans mes paramètres et enregistrer ça. Laisse-moi te montrer comment je fais ça. Ici, je suis à mes préférences d'impression. Donc, sous l'onglet Général, ce que je veux faire, c'est que je veux sélectionner les paramètres combinés. J' ai déjà fait les réglages vectoriels dans le passé et j'ai découvert qu'une vitesse de quatre, une puissance de 100, et une fréquence de 25 vont couper à travers mon contreplaqué de bouleau baltique d'un quart de pouce d'épaisseur pour les paramètres raster. Comme je l'ai déjà dit, je vais le garder à 80% de vitesse et 50% de puissance. Alors voici ce que je dois faire pour sauver ça. Je vais aller à l'onglet Avancé. Sous l'onglet avancé à droite, vous verrez un tas de paramètres préchargés. Certaines de ces choses sont des choses que j'ai sauvegardées dans le passé et autres viennent de série avec le pilote d'impression. Certains des standards seront des choses telles que photo en cuir, texte en cuir, laiton
peint, serait trois millimètres et ainsi de suite et ainsi de suite. En haut, vous verrez un emplacement de dossier appelé utilisateurs que mon nom. Ensuite, barre oblique Documents, barre oblique épilogue paramètres de gravure. C' est là que vous voulez enregistrer ces paramètres. Si vous le souhaitez, vous pouvez aller de l'avant et copier cet emplacement. Puisque j'ai déjà configuré mes paramètres dans l'onglet Général, je veux aller de l'avant et appuyer sur Enregistrer. Et puis dans le navigateur en haut, je veux coller cet emplacement de fichier. Donc encore une fois, ce sera la barre oblique C Drive utilisateurs slash votre nom slash Documents slash épilogue slash paramètre de gravure slash. C' est si vous avez une machine à épilogue. Si vous avez une autre marque de machine, l'emplacement peut être dans une zone différente. Et certaines machines ne vous permettent pas réellement d'enregistrer vos paramètres. Donc, ce que vous voulez faire est en fait créer un bloc-notes de vos paramètres et garder votre grille à portée de main pour que vous sachiez ce que vous voulez utiliser. Et nous allons appeler le fichier 0,25 pouce contreplaqué de bouleau baltique. Assurez-vous qu'il est enregistré dans le dossier d'amour des paramètres de gravure, puis cliquez sur le bouton Enregistrer. Il devrait apparaître dans la liste à droite. Si je retourne à l'onglet général et disons que je change mes paramètres raster à une vitesse de 20 et une puissance de 80. Si je retourne à l'onglet Avancé, cliquez sur le paramètre de contreplaqué de bouleau de 0,25 pouce de la Baltique et frapper la charge. Si je retourne à l'onglet Général, vous verrez qu'il rétablit les paramètres raster à une vitesse de 80 % et la puissance de 50 %. Il existe d'autres méthodes pour le faire dans différents fichiers, des
configurations de façons de créer différents types de grilles et des configurations pour comprendre vos paramètres. C' est juste l'une des façons que j'ai trouvé que c'est utile. Il vous offre également un large éventail de paramètres à choisir lorsque vous allez faire un travail, déterminer vos paramètres pour différents matériaux et de savoir exactement comment les usiner à chaque fois est ce qui va améliorer votre efficacité et vous faire un grand machinistes laser. Si vous avez des questions au sujet de ce processus, veuillez me le faire savoir et je ferai de mon mieux pour vous aider. Maintenant, passons à la prochaine vidéo où nous allons sauter dans notre projet final.
9. Concevoir votre propre puzzle: Pour le projet final, nous allons faire un puzzle. Maintenant, vous pouvez utiliser n'importe quel design que vous voulez. Je suis allé de l'avant et j'en ai téléchargé un sur le cours. Une fois que vous allez de l'avant et ouvrez le fichier appelé conception de votre propre puzzle, ce design est en fait un beignet juste par lui-même avec des couleurs différentes. Et nous allons créer un puzzle à partir de lui. Et je vais vous montrer le processus complet ici dans une minute. La raison pour laquelle j'ai conçu celui-ci est pour que nous puissions pratiquer avec la cartographie des couleurs ainsi que tirer des articles en stock à partir d'Internet,
ainsi que la coupe vectorielle quand il s'agit de pièces de puzzle, projets devraient vous donner un peu de la pratique des choses que nous avons abordées dans ce cours. A la fin de ce projet, je veux m'assurer que vous les partagez
au cours afin que je puisse voir comment ils se sont avérés, surtout si vous avez décidé de concevoir le vôtre. Allons à l'ordinateur et je vais vous montrer comment le faire. Voici notre dossier de design en beignet. Nous voulons en faire un puzzle. Et la façon la plus simple de le faire est en fait d'utiliser un générateur de puzzle. Si vous regardez dans le fichier de ressources pour ce cours, vous verrez qu'il y a un lien vers un générateur de puzzle. La première partie de l'adresse est cdn dot RAW GIT.com. Il suffit de taper cela ne fonctionnera pas. Vous aurez besoin du reste de ceci, mais c'est l'adresse que vous voulez chercher. Si je retourne à notre design et que je clique sur la partie verte du beignet, je peux voir que la largeur et la hauteur sont d'environ 4.276 pouces. Donc, je vais faire mon puzzle d'environ cinq pouces par cinq pouces. Si je retourne au générateur de puzzle, vous verrez que tout est en millimètres. La façon la plus simple de comprendre les pouces à millimètres conversion est d'aller à Google et de taper pouces à millimètres. Je vais avoir un puzzle de cinq pouces par cinq pouces,
qui est un puzzle de 127 millimètres par 127 millimètres. Si je retourne au générateur, je suis prêt à changer la taille à 127 par 127. En ce qui concerne les carreaux, parce qu'il fait seulement cinq pouces de large sur cinq pouces de haut, je vais en fait faire les carreaux environ cinq par cinq. Ce sera un joli puzzle de taille compacte. Je vais en fait laisser tout le reste que la valeur par défaut, mais vous pouvez jouer avec la graine, la taille de
l'onglet et les paramètres de gigue pour obtenir des résultats différents pour le puzzle. Une fois que j'ai ces paramètres dans, je vais télécharger le fichier SVG. Et vous verrez en bas de mon écran qu'il l'appelait jigsaw dot SVG. Je vais revenir à mon logiciel de conception. Accédez au fichier ouvert, allez dans mon dossier Téléchargements et sélectionnez Jigsaw. Une fois que j'ouvre ce fichier, je peux voir qu'il apporte dans le design du puzzle. Je vais mettre en évidence tout cela et le copier en utilisant le contrôle C sur mon clavier. Et puis collez-le dans mon design. instant, ce n'est pas exactement centré sur mon design. Pour qu'il soit centré, ce que je veux faire, c'est le faire glisser vers la droite. Et la première chose que je veux faire est de regrouper tout mon design ensemble. Pour ce faire, je veux tout mettre en évidence et appuyer sur Control G sur le clavier. Vous pouvez également le faire en cliquant avec le bouton droit de la souris sur la conception et en choisissant le groupe. S' il n'est pas groupé tout prêt, une fois que tout est ensemble, allez-y et mettez en évidence à la fois le design du puzzle et le design du beigne. Et en dessous des outils d'alignement. Je vais monter pour aligner les objets et sélectionner Centre aligné horizontal. Et puis le centre aligné vertical. Cela centrera mon design de beignet sur le puzzle. Ensuite, je vais aller de l'avant et tout déplacer dans le coin supérieur gauche. La prochaine chose que je veux faire est de sélectionner le puzzle design et de m'assurer qu'il est mis en place pour la coupe. En allant dans l'onglet Propriétés, je vais m'assurer que le trait est soit la racine des cheveux ou dans mon cas, 0,01 point. Je vais également m'assurer que la couleur est définie sur un code RVB pour le noir de zéros 00. Vous devrez également vérifier les codes RVB pour le vert, le bleu et le rouge. Vous devrez dissocier ces designs, puis cliquer
sur chaque couleur individuellement et vérifier simplement le code RVB. Ils doivent déjà être configurés avec
les paramètres de mappage de couleurs par défaut pour le rouge, le bleu et le vert. Maintenant que nous avons la conception réellement configurée, je vais aller de l'avant et aller dans ma boîte de dialogue d'impression, aller à la configuration et modifier mes préférences. Et la dernière vidéo, j'ai mis en place un cadre matériel pour le contreplaqué de bouleau baltique quart de pouce. Donc, je vais aller à avancé, choisir le contreplaqué de bouleau Baltique 0,25 pouce et frapper la charge. Ensuite, si je retourne à l'onglet général, je vais voir que les paramètres raster pour le noir sont 80% de vitesse, 50% de puissance, et les paramètres vectoriels sont 4% de vitesse, 100% de puissance, 25% de fréquence. Dans ce cas, le noir est uniquement sur la conception vectorielle sous type de tâche, assurez-vous que vous sélectionnez combiné. Si vous choisissez un raster ou un vecteur, il va ignorer l'un des processus dont nous aurons besoin. Le tableau d'art pour ce projet est en fait 20 pouces de large, donc je vais changer l'horizontale à 20 pouces et je vais garder le 12 pouces verticaux de la même manière. Ensuite, je veux aller à l'onglet mappage des couleurs. Je veux en fait sélectionner trois paramètres différents pour donner au beignet un peu de contraste et de profondeur. Je veux que le vert soit le plus sombre parce que c'est plus comme la panure de beignet. Je veux que le bleu soit plus léger parce que c'est la cerise sur le dessus. Et je veux que les saupoudres rouges soient plus foncées pour ajouter un peu de contraste. Donc, en regardant l'échantillon matériel que j'ai fait dans la dernière vidéo, je vais d'abord sélectionner les valeurs pour le vert. Donc, je vais vérifier la boîte de mappage des couleurs. Et pour le vert, je vais choisir un réglage de 20% de vitesse et 30% de puissance. Je vais changer la fréquence à 25. Et je ne veux que cela pour raster, donc je vais décocher la boîte vectorielle, puis je vais cliquer sur la flèche pour m'assurer qu'elle enregistre les paramètres. Donc, pour le bleu, je veux le CI et être plus léger, pour se démarquer contre le beignet sombre panure que j'ai choisi pour le vert. Donc pour le bleu, je veux choisir une couleur plus claire. Je vais choisir une vitesse de 70%, une puissance de 10%. Et je vais laisser la fréquence à 25. Je vais également décocher le vecteur en dessous
des paramètres, puis cliquez sur la flèche pour enregistrer ces paramètres. Maintenant, le dernier va être rouge pour les saupoudres. Je veux qu'ils soient plus légers que la panure de beignet qui était verte, mais plus foncée que le bleu, c'est le CI. Pour cela, je veux utiliser une vitesse de 60% et une puissance de 70%. Je vais utiliser une fréquence de 25. Et je vais décocher la case vectorielle, puis cliquer sur la flèche pour enregistrer ces paramètres. En configurant ce fichier est devrait graver le vert, bleu et rouge à différents paramètres, puis couper tout selon la coloration noire pour le puzzle. Donc je vais aller de l'avant et envoyer ça au laser. Si vous ne voyez pas l'aperçu, revenez à la configuration. Appuyez à nouveau sur imprimer, assurez-vous qu'il s'affiche dans votre fenêtre d'aperçu. Et allez-y et envoyez-le au laser. Tout comme dans la dernière vidéo où je devais usiner une couleur à la fois. Il va faire le même processus pour cela, où il va graver le vert séparément, le bleu séparément, et le rouge séparément. Et puis à la fin, il découpera tout au design de la scie sauteuse. Maintenant que vous avez fini d'usiner votre puzzle, voyons comment il s'est avéré en raison de la coupe. Le design peut être un peu difficile à voir juste à cause du résidu, mais vous ne pouvez pas le supporter avec une ponceuse et il va l'éclaircir un peu. Donc vous pouvez voir que la majorité du puzzle
tiendra ensemble si je l'angle comme je le ramasse. Mais les morceaux qu'on va faire ensemble. La plupart du temps, je le fabriquais en matériau plus mince. Comme vous pouvez le voir, le beignet a différentes nuances selon les saupoudres, l'ICANN, la panure. Et je pense que ça s'est vraiment bien passé maintenant que vous avez fait votre puzzle, j'adorerais que vous alliez le partager avec
les projets parce que j'aimerais voir si vous êtes venu avec des designs différents de ce que j'ai fait, ainsi que la façon dont le vôtre s'est avéré. Et j'espère que ce court projet aidera à solidifier certains des sujets que nous avons abordés dans ce cours.
10. Maintenant comment puis-je vous aider: Je tiens à vous remercier d'avoir suivi mon cours sur la mise en route des lasers. Tout au long du cours, nous avons fait beaucoup de projets différents et j'adorerais que vous les partagiez au cours. Vous pouvez également les partager sur Instagram avec le partage de compétences d'expérience du fabricant de hashtag afin que je puisse voir à quoi ils ressemblent et aussi vous aider avec ce que vous faites. Si vous avez des questions sur l'usinage laser ou sur ce cours, ou si vous avez des suggestions pour les cours futurs et les choses que vous aimeriez apprendre, n'
hésitez pas à me contacter à mon email, qui est une expérience de fabricant sur gmail.com, mon expérience Instagram chez Maker. Ou vous pouvez me contacter via ma chaîne YouTube. J' ai également conçu des modèles et des projets de gravure laser et d'usinage laser déjà mis en place sur mon site, Maker Experiment.com. Et encore une fois, si vous avez des questions, hésitez pas à me contacter et je serais heureux de vous aider.
 Trevor Wanamaker, Maker, YouTuber, and Entrepreneur
Trevor Wanamaker, Maker, YouTuber, and Entrepreneur