Transcription
1. Introduction: Je vous souhaite la bienvenue dans mon nouveau cours sur l'
analyse des données à l'aide de Minitab. Dans ces séries, nous
allons parler des cartes
de contrôle. Comme je vous l'ai promis dans ma chaîne Telegram,
je vais lancer le
chapitre sur la carte de contrôle en détail afin que tous les doutes de base que nous avons soient clarifiés. L'objectif de tout
ce programme
est donc de comprendre ce que sont
les cartes de contrôle, quels sont les différents types de cartes de
contrôle que nous avons. Ventura utilise des cartes de contrôle. Quelles sont nos limites de contrôle, quel est le centre
d'une carte de contrôle ? Utilisation de cartes de contrôle pour détecter les causes
communes et les variations dues à
des causes spéciales. Utilisation de tests pour
causes spéciales et de cartes de contrôle. Quels sont les différents types de tests que l'on doit utiliser, quand, que faut-il éviter ? Tout sera
abordé au cours de cette session. À qui s'adresse ce cours ? C'est une
question importante que se posent de nombreux participants
:
devrais-je assister à ce cours
ou ce n'est pas pour moi ? Donc si vous êtes un étudiant
de Lean Six Sigma, Green Belt ou Black
Belt ou une ceinture jaune. Ou vous
voulez comprendre les statistiques, contrôle des
processus, c'est-à-dire
les cartes de contrôle. Comment puis-je suivre mon
processus de manière statistique ? Vous voulez appliquer des statistiques, comprendre
différentes techniques graphiques, saisir tout ce que vous voulez
comprendre l'un des outils
Seven QC
les plus importants, les cartes de contrôle. Vous devez suivre
ce programme car il est bon de clarifier
tous vos doutes. Certains des principaux points à retenir de cet atelier
sont que vous comprendrez exactement
ce que sont les cartes de contrôle. Venture Je l'utilise les limites de contrôle de
l'eau. Quelle est la différence entre spécification
et la limite de contrôle ? Et comment puis-je tester
les causes spéciales ? Quels sont les tests utilisés pour identifier la cause commune ? Et quels sont les différents
types d'erreurs les gens font lorsqu'ils
travaillent avec des cartes de contrôle. Tous ces sujets
seront traités en détail. Je vais mettre en place un atelier
séparé, dont nous parlerons. Pratiquement tout. Je vais télécharger la fiche technique de mon
projet. Vous aurez de nombreux
projets à travailler. De plus, si vous avez des questions
relatives à votre processus où vous êtes dessiné une carte de
contrôle mais que vous
n'obtenez pas de réponse. Vous serez libre, n'hésitez pas
à m'écrire ou à mettre vos commentaires dans la section
discussion et je vous aiderai, n'est-ce pas ? Commençons donc.
2. Projet de cours et comment le télécharger: Nous devons réaliser un projet chaque fois que nous
apprenons quelque chose. Et la meilleure partie
de Skillshare est qu'il encourage
les enseignants à créer des projets dont les participants
et les étudiants ont besoin pour apprendre du cours,
appliquer les concepts. Je vais donc joindre cette feuille Excel
en tant que plan de projet. Cela contient de nombreux exemples de données que j'
utilise pendant le cours,
comme les données de longueur d'arbre à cames, les données parapluie, les données de
moulage par injection qui sont toujours valables. De nombreux exemples sont disponibles ici, qui vous aideront à
comprendre le concept. Numéro un. Deuxièmement, vous avez
ces données qui peuvent vous
aider à réaliser votre projet
et à le réaliser. Maintenant, certains d'entre vous sont peut-être un
nouveau livre Skillshare pour vous
aider à comprendre comment faire un projet et soumettre un projet, je vais vous guider. Donc, tout d'abord, vous
auriez une fiche technique comme celle-ci. Voici la fiche technique du produit que je vais
partager avec vous. Par exemple, je
prends mes données parapluie p, écris directement, je m'amène à l'endroit où
mes données sont enregistrées. Je copie ces données dans Minitab
et je fais mon exercice. J'ai mes données. type de cas d'utilisation des données que nous allons couvrir
en détail. J'essaie juste de vous montrer comment télécharger votre projet. J'ai donc créé mes
cartes de contrôle et je vais de l'avant et la taille des
sous-groupes de parapluies défectueux. Et je clique sur OK, une fois
que mon graphique est prêt, je dois
simplement copier ce graphique. Je peux le mettre en peinture. Et j'enregistre ce fichier. Revenons maintenant à Skillshare. Dans Skillshare, une fois que vous avez
terminé le projet, vous avez une section
ci-dessous sur la révision, la
discussion, le projet
et les sources. Cliquez donc sur Projet
et ressources. Et vous pouvez voir un bouton de couleur
verte ici indiquant de
créer un projet. Vous devez cliquer sur
ce bouton Créer un projet. Cela vous amène à un
écran comme celui-ci, où il
vous demande la photo que vous souhaitez présenter
dans votre projet. Je vais donc télécharger une
photo que je viens de créer. C'est en cours de téléchargement. J'ai maintenant soumis
le titre du projet. J'ai fait le diagramme P en utilisant l'ensemble de données parapluie. Vous êtes libre d'utiliser tous les
jeux de données que j'ai téléchargés tous les projets, car
cela vous donnera confiance et je vais
partager vos commentaires avec vous. Mais si vous avez des données qui
vous concernent et que vous voulez que
je vous aide, vous pouvez toujours les télécharger. Je ne vais pas
vous demander les données, mais je vais vous aider à les
interpréter. Je l'ai fait. Lis ça. Pour les données défectueuses. Si j'ai plus de contenu, je peux
ajouter du contenu supplémentaire. Si vous souhaitez
conserver la
confidentialité de vos projets , vous pouvez cliquer dessus. Mais je dirais que nous avons tous appris en partageant les uns
avec les autres. Ensuite, je suis arrivé
et j'ai publié. Une fois que vous
l'avez publié, la disponibilité du projet peut prendre
quelques minutes ou quelques minutes à quelques heures. En tant que formateur, je reçois une alerte m'informant
que quelqu'un a créé un nouveau projet et
j'ai besoin de donner mon avis. Je vais donc ici et je
fais part de mes commentaires, qui m'aidera à
comprendre ce que vous avez fait et je peux
partager vos commentaires. Cela
vous encouragera donc à vous assurer de
mener à bien votre projet. Revenons maintenant à ce tableau. Oui. Donc, si vous avez des questions, vous êtes libre
d'ouvrir une discussion et de demander de
commencer par une position, poser une question sur le projet. J'ai donc une question.
Tu peux me le demander. Pouvez-vous m'aider avec d'autres
exemples de tilde B ? Je ne fais que l'écrire. Donc, si vous
avez des questions, je vous pose juste une question
hypothétique. Et je peux descendre et dire « Post ». Quand je pose ceci, il
est disponible et il est du devoir d'un enseignant de
répondre à cela. Avec cela, vos doutes
seront clarifiés. Peu importe ce que tu apprends dans
la classe, tu t'appliqueras. Ce cours ne va pas seulement
couvrir les travaux pratiques, mais il voudra également clarifier tous les concepts qui peuvent
parfois prêter à confusion. C'est vrai ? Poursuivons donc notre exercice d'apprentissage.
3. Quelle est la précision de ce cours sur le tableau de contrôle: Bonjour les amis. Je vous souhaite la bienvenue dans ce
cours sur les cartes de contrôle, qui est une méthodologie de contrôle statistique des
processus. La plupart d'entre nous, lorsque nous réalisons Six Sigma tels que des projets de
ceinture verte ou un projet Six
Sigma Black Belt. Nous utilisons des cartes de contrôle. Certains participants le sont, d'
autres personnes
au bureau
utilisent également des cartes de contrôle
sous forme de sept Q. C2. Il est bon que nous
sachions tous comment pratiquer la carte
de contrôle ou comment développer
la carte de contrôle à l'
aide de différents outils. Vous avez des modèles qui
sont disponibles de manière oblique. Certaines personnes utilisent MiniTab, autres utilisent JMP. Dans ce cours. Ce que
je vais aborder c'est commencer par les bases. Mais vous
connaissez peut-être les cartes de contrôle. Vous connaissez peut-être certains
concepts à un niveau élevé. Je vais vous suivre
étape par étape dans ce cours, qui va couvrir
ce que sont les cartes de contrôle ? Quelles sont les limites de contrôle ? Qu'est-ce qu'une ligne centrale
dans la carte de contrôle ? Comment détecter les rayonnements ? Des exemples de causes communes et de variations dues à des causes
spéciales ? Comment puis-je utiliser brainstorming pour
étudier ce problème ? Quel type de différence ? Quels sont les différents
types
de tests disponibles pour nous ? Quels sont les différents
types de cartes de contrôle en fonction du type de
données que vous devez créer. Nous allons prendre de nombreux
exemples où nous essaierons de
comprendre les concepts à partir de zéro. Nous allons donc
apprendre comment appliquer la
carte de
contrôle qui sera utilisée ? Non seulement en théorie, mais aussi en termes pratiques, où je vais vous donner un cas d'
utilisation et vous demander ou vous guider dans le processus de sélection de la carte de contrôle
correcte. Post, dans lequel je vais également
vous montrer comment créer cette carte de
contrôle à l'aide MiniTab et comment identifier la
variation due à une cause spéciale dans le processus. De nombreux exemples ici, ce qui
vous permet de le comprendre et de l'
appliquer facilement même si vous êtes
issus de différents secteurs d'activité. Je vais donc d'abord
expliquer le concept. Quel est le problème rencontré par l'ingénieur
qualité ? Quelles sont les données
qu'il collecte ? Et sur la base des données, quelle est la bonne
carte de contrôle à récupérer. J'espère donc que vous apprécierez
d'apprendre à travers moi, non seulement les aspects pratiques de la
création de la carte de contrôle, mais également les concepts
qui sont très importants pour nous afin de nous assurer que nous
sommes en mesure de vider notre barre Y
pendant la présentation. La prochaine chose importante
que je vais ajouter est le projet. Regardez-le
dans la vidéo suivante.
4. Qu'est-ce que les graphiques de contrôle: Qu'est-ce que les cartes de contrôle ? Nous avons B tel que nous le
comprenons, n'est-ce pas ? Il s'agit d'un graphique qui
vous aide à déterminer si votre
procédé est maîtrisé. Le processus audio est hors de contrôle. Il vous aide à identifier la présence d'
une variation due à une cause spéciale si elle existe
dans votre procédé. Chaque fois qu'une variation
due à une cause
spéciale est présente dans votre procédé, celui-ci est considéré
comme instable, ce qui signifie qu'une action corrective est nécessaire dans votre processus. Les cartes de contrôle sont utilisées
comme sept outils de CQ. Il est également utilisé dans
la phase de contrôle de vos projets Green Belt et
Black Belt. Et il est toujours bon de
vérifier si mon processus que je suis en train d'exécuter aujourd'hui n'est pas sous contrôle ou
s'il est hors de contrôle, ou s'il a des
chances de perdre le contrôle ? Nous voulons identifier la variation due aux causes
spéciales, et nous voulons la corriger. tableaux de contrôle et
rien d'autre que des graphiques qui
tracent les données de processus
dans une séquence chronologique. Vous avez sûrement entendu parler du concept de diagramme de séries chronologiques. Donc oui, il s'agit d'un diagramme de
série chronologique ou d'un graphique d'essais, mais l'élément supplémentaire qui ajouté dans la carte de contrôle, ligne centrale
plus facile, limite de contrôle
supérieure et une limite de contrôle
inférieure. Et c'est le cas, ces lignes sont tracées en fonction des données
que vous avez fournies. La ligne centrale représente
la moyenne du procédé. Les limites de contrôle représentent
la variation du procédé. Par défaut, les limites de contrôle
sont tracées à une distance d' environ trois
écarts-types au-dessus et en dessous de
la ligne centrale. Donc, lorsque j'ai une carte d'essais, techniquement une carte
ordonnée dans le temps, mais que j'ai des
éléments supplémentaires qui me donnent plus d'informations comme
la ligne centrale, ma limite de contrôle supérieure
et ma limite inférieure limite de contrôle. Cela m'aide à identifier la
facilité de mon audience de processus, mon processus n'est pas stable. Les points qui tombent aléatoirement dans les
limites de contrôle indiquent que votre procédé est maîtrisé et ne
présente que des variations de
cause commune. Donc, la variation due à une cause commune peut être n'importe quoi qui
est aléatoire, n'est-ce pas ? Parfois, quand je parle, il peut y avoir un décalage d'une seconde. Cela peut être dû
aux coûts communs. Mais si je parle et que tu
n'arrives pas à m'entendre,
c'est une cause spéciale. Soit mon micro ne fonctionne pas soit mon réseau
ne fonctionne pas. J'ai cliqué sur
le bouton muet. Il y aura une cause spéciale
qui devra faire l'objet d'une enquête. Et ceux-ci peuvent être identifiés lorsque points se situent en dehors de
la limite de contrôle. Est-ce qu'ils affichent un signe de tête ? Je suis rentré à l'époque. Même si le processus se situe à
l'intérieur de la limite du conteneur, mais que le modèle n'est pas aléatoire, ils indiquent que le
processus est hors de contrôle. variation due à une cause spéciale est
présente dans votre procédé, ce qui nécessite que vous
preniez des mesures. Quand dois-je utiliser les cartes de contrôle ? C'est une question courante
que les gens se
posent, si vous surveillez et tentez
de comprendre votre nouveau processus audio . Les cartes de contrôle sont un outil
très utile. Vous pouvez utiliser des cartes
de contrôle pour démontrer si votre procédé est stable et
cohérent ou quel type. Un processus stable est
un processus qui inclut uniquement une
variation de cause commune et qui
ne présente aucun point
hors contrôle. Vérifiez que votre procédé est stable avant d'effectuer une analyse
de capabilité. Vous vous souvenez donc que dans la
phase de mesure de votre projet, vous essayez de faire une
analyse de capabilité pour
savoir comment votre processus est capable si vous réalisez un projet Six
Sigma. Certains professionnels, certaines
organisations effectuent également une analyse de capabilité sur une base régulière pour vérifier
si le processus est stable. Vous ne devez donc faire cette analyse qu'après avoir su que
votre processus est David. Si un processus n'est pas stable, vous ne devez pas effectuer
d'analyse de capabilité ou ce rapport, mais vous
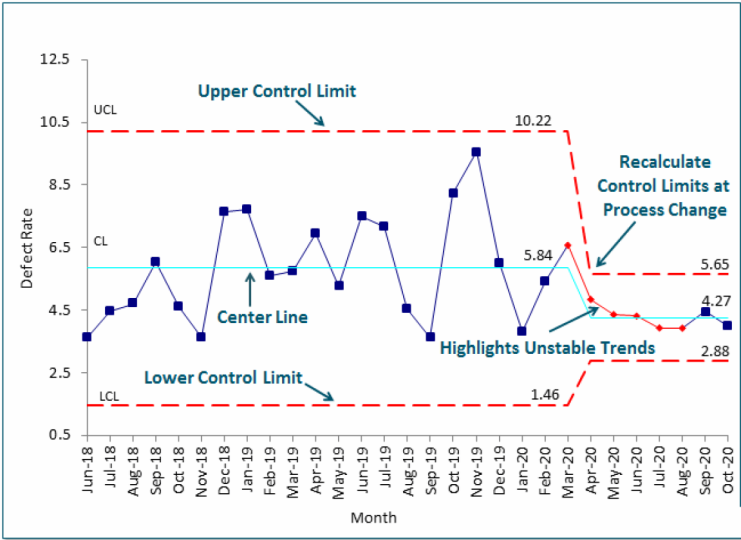
obtiendrez un rapport non valide. Évaluez l'efficacité
du changement de processus. Il s'agit également d'un autre scénario dans lequel vous utilisez des cartes de contrôle. cartes de contrôle, il est facile de comparer les décalages
de la moyenne du procédé les variations de la variation du
procédé. Communiquez les performances de votre processus pendant une période de temps
spécifique. Comme je vous l'ai dit, les graphiques
peuvent être dessinés dans un ordre chronologique. Quelles sont nos limites de contrôle. Nous en parlerons
dans la prochaine vidéo.
5. Quelles sont les limites de contrôle ?: Laissez-nous comprendre quelles sont nos limites de
contrôle, nos limites de contrôle. Votre tableau de contrôle représente la variation de
votre procédé
, ce qui vous aide. J'indique un
processus plus facile à contrôler ou est-ce que votre processus est hors de contrôle des télécommandes
contrôlées, limites et rien des lignes
horizontales qui sont tracées au-dessus et en
dessous de la ligne centrale. Cela vous aidera à juger. Encore une fois, est-ce que mon processus est
stable ou non ? Les
limites de contrôle de cette personne sont basées sur la
variation aléatoire du processus. Par défaut, Minitab définit les limites de contrôle comme trois écarts types au-dessus et en dessous de la ligne centrale. Voici un exemple simple,
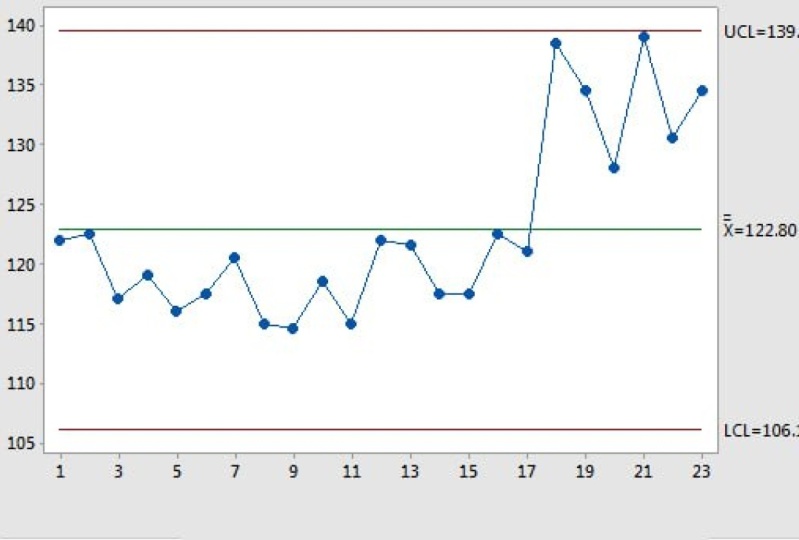
les limites de contrôle. Vous pouvez donc avoir
vos données de processus qui sont dessinées dans un ordre
chronologique. La ligne rouge en haut, appelée UCL, est votre limite de contrôle supérieure. Et le NCL est une limite de contrôle
inférieure. La ligne verte est
la ligne centrale. Nous pouvons voir dans ce processus
que j'ai deux points, qui sont deux points de données qui se situent au-delà de la limite de contrôle
supérieure. Cela indique que le
processus est hors de contrôle. Cela signifie donc qu'il existe une variation due à une cause
spéciale et que nous devons l'étudier. Laissez-nous comprendre la
différence entre limite
de contrôle et la
limite de spécification dans le chapitre suivant.
6. Quelles sont les lignes centrales dans les limites de contrôle ?: Dans ce chapitre, nous
allons comprendre les
terminologies importantes telles que la ligne centrale et quelles
sont les limites de contrôle ? Qu'est-ce qu'une
ligne centrale dans une carte de contrôle ? La ligne dentaire dans
votre tableau de contrôle représente la moyenne du procédé, pas nécessairement le processus
souhaité. Ce soir, la
moyenne de spécification donnée par le client. C'est ce qui se
passe réellement et ce qui se passe
dans votre processus. La ligne centrale est une ligne de référence
horizontale sur une carte de contrôle qui
est une valeur moyenne. Et il est basé sur les caractéristiques
de qualité utilisées la ligne centrale pour observer les performances du processus
par rapport à la moyenne. Si le processus est maîtrisé, les points varieront de façon aléatoire
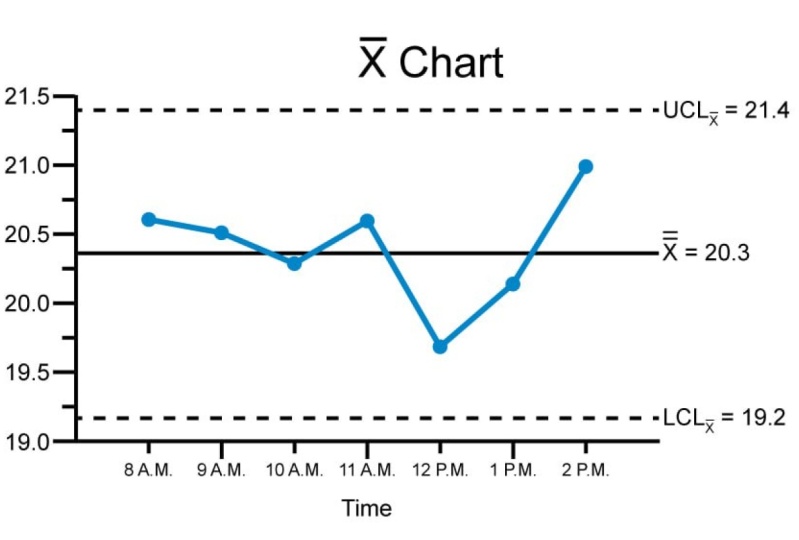
autour de la ligne centrale. Reportez-vous à cet exemple. La ligne verte, que vous voyez à l'écran, est votre ligne centrale. Il s'agit de
la moyenne du processus. Chaque point de données peut être
un sous-groupe de nombres. Donc, sous-groupe, il peut s'agir d'un échantillon
de sous-groupe de cinq éléments, dix éléments, etc. Et cette moyenne est
prise et la moyenne de l'ensemble des données est
prise pour dériver à cette ligne verte, qui
est votre ligne centrale. Dans cet exemple, le graphique à barres X affiche la longueur
de l'
arbre à cames de fabrication sur la période de la ligne centrale qui
indique la moyenne du processus. Et le sous-groupe signifie très
aléatoirement autour du processus. Vous voyez donc que
les points montent et descendent
autour de la ligne verte. Et cela se produit en
raison de la présence d' une
variation de cause commune dans votre processus. Attention chaque
fois que vous travaillez. Ne vous confondez pas entre la ligne centrale et la valeur
cible de votre procédé. La valeur cible provient des
spécifications de votre client, n'est-ce pas ? Quel est le résultat souhaité ? C'est la ligne cible, mais le résultat réel
est votre ligne centrale. Les deux sont donc différents. Utilisation de la carte de contrôle
pour détecter le rayonnement. Nous aborderons ce
point dans le chapitre suivant.
7. Détecter les variations: Commençons par
comprendre comment
utiliser les cartes de contrôle pour détecter les
variations de mon procédé ? Les cartes de contrôle sont utilisées pour surveiller deux types de variation de
procédé. Comme je vous l'ai dit dans le chapitre
précédent, il est question de la variation due à une cause
commune et à une cause particulière de rayonnement. Quelles sont les variations de
cause commune et cause
spéciale Vous pourriez vous poser une question. Et à quoi
ressemble
la variation due à une cause spéciale lorsque vous travaillez
sur la carte de contrôle. Comment puis-je identifier variation due à une cause
spéciale
sur ma carte de contrôle ? L'utilisation du remue-méninges
pour étudier les variations dues à des causes
spéciales
est une solution. Si vous identifiez la
variation due à une cause spéciale et votre graphique, nous allons
les couvrir en détail. Ne corrigez pas trop votre procédé à cause d'une variation de cause
commune. C'est une erreur courante que
les gens commettent. Parce qu'une certaine variation de
cause commune devrait être présente dans votre processus
parce que c'est naturel. Comprenons donc qu'un certain degré de variation est naturellement présent
dans tout processus. Si je commence mon entraînement, je pourrais être assis
tous les jours le matin à dix heures pour commencer à
enregistrer mon entraînement. Certains jours, je pourrais être
présent au tendon. Prenons un exemple plus
simple. Je commande de la nourriture sur bars clandestins
swaggy que je livrerai en 40 minutes. Par exemple, il peut
livrer la nourriture en 38 minutes. lendemain, j'ai commandé
la nourriture au même endroit et via 3D, mais la commande peut être
livrée en 30 minutes. Le troisième jour, il
peut être livré dans 32 minutes, 45 minutes. Quelle que soit la petite
variation qu'il y a là. Et il est acceptable que cela arrive à cause de la variation due à une cause
spéciale. Variation due à une cause commune La variation de cause commune est un processus naturel et variation
inattendue du processus. La variation due à
une cause spéciale est une
variation inattendue du procédé, qui est due à certains événements
inhabituels. Il est important d'
identifier et d'essayer d'
éliminer les
variations dues à des causes spéciales dans le processus. Par exemple, je passe
une commande sur squeaky. Ils ont dit qu'il serait
livré dans 40 minutes, mais cela fait déjà deux heures et ils ne sont pas en mesure de
livrer ma commande. Je m'
inquiéterais certainement. Je n'attendrais même pas deux heures immédiatement
après 45 minutes, j'appellerais et
disais où est ma commande ? Et ils disent que c'est en route. Une heure plus tard signifie qu'
après 60 minutes, j'ai encore une fois un peu de ma commande. Et ils ont dit
qu'en raison des fortes pluies, le chauffeur est bloqué
sur le chemin et donc, le retard dans la livraison.
8. Exemples de variations de causes courantes et de causes particulières: Bonjour les amis. Continuons à comprendre quelles sont les différentes causes de variation dans nos analyses de données
pour l'utilisation des cartes de contrôle , nous essayons comprendre tous les concepts
relatifs aux cellules de contrôle. L'une des
choses importantes est que nous apprenons nos différentes
causes de variation, c'
est-à-dire que la carte de contrôle se
déplace vers le haut et vers le bas. Les causes peuvent être quelque chose comme une variation de cause commune ou
une variation de cause spéciale. Si vous voyez le
fermier à droite, le fermier
limitrophe à droite, il reçoit un sac d'œufs, qui sont une boîte de x, qui sont un mélange de
blanc et de couleur. Quand il entre dans la racine
du problème,
il se rend compte que tous ses œufs, où notre Lee mélangé x coloré, pondent des
œufs blancs et ils sont liés couleur x, le pouvoir. Il s'agit donc d'une variation de
cause courante. Il doit donc enquêter
et essayer de réduire, de minimiser. Vous pouvez y aller, il ne peut pas
éliminer de matière, essayer de minimiser la variation de cause
commune. Le fermier poudreux de gauche reçoit
également une boîte de x, qui est un mélange de
blanc et de couleur. Quand il
enquête sur sa ferme de poudre, va à
la racine du problème. Il a réalisé qu'il existe une race particulière
de poules qui
pondent couleur x reste
des mains et son élevage de volailles ou
tous les œufs blancs de Lane. Cela signifie qu'il existe une
cause attribuable à ce problème. Et donc, il doit
rechercher ce qui a poussé cette main
à poser le x coloré. Il peut être à l'
alimentation, avoir eu un problème, ou l'oiseau vient
d'un endroit différent,
ou c'est un mélange, là serait une cause
attribuable à cela. cartes de contrôle vous aident à identifier la variation de
cause commune
et la variation due à une cause spéciale. Prenons d'autres exemples de causes
communes et de variations dues à
des causes spéciales. Ainsi, par exemple, si un boulanger
prépare une miche de pain, la fluctuation de la température
à l'intérieur de l'ancienne
, un bébé pèse
un centigrade de haut bas, est acceptable
et cela est dû à une cause commune. variation de
la nature de l'équipement. Mais supposons que si la température
baisse radicalement, cela peut être dû à une cause attribuable, comme le boulanger a oublié de
fermer la fenêtre. Les causes spéciales vous aident à identifier la cause assignable qui
doit être ciblée. Un autre exemple est l'enregistrement des informations de
contact du client. S'il y a une personne
expérimentée,
elle peut faire
très peu d'erreurs. Alors que s'il s'agit d'une nouvelle personne, il y a un risque qu'
elle fasse beaucoup d'erreurs. Cela signifie donc qu'il doit
être formé et qu'on lui apprend quelques
astuces qui peuvent l'
aider à faire ce travail
plus efficacement. Prenons un autre exemple pour comprendre la cause commune et la variation de cause spéciale dans détection de moisissures
dans les jouets en plastique. Donc, lorsque les jouets en plastique
et ont fait une légère variation, les jouets en plastique
sont acceptables car c'est la nature de l'
ensemble du processus. Vous mettez
le moule dans le moule, désolé, le plastique fondu dans le moule et
il remonte. Mais supposons que la qualité
de la matière première soit mauvaise. Dès que le jouet
sort et que je le tiens, il éclate, c'est très dur. Cela peut être dû à une cause attribuable au fait que la
matière première n'est pas de la qualité
dont nous avons besoin et affecte la résistance et la
consistance du produit. Que sont les variations dues à
des causes spéciales ? Et à quoi cela ressemble-t-il lorsque vous travaillez
dans le chat ? Un processus est stable s'il n'a pas de variation de cause
particulière, une cause
commune existe
toujours, n'est-ce pas ? cartes de contrôle et les cartes essais fournissent une bonne illustration de la stabilité ou de l'instabilité
du processus mon frère Steven,
ou cela sonne table. Nous pouvons utiliser, mais l'un d'entre eux, le processus doit
être stable avant que ses capacités ne soient évaluées
ou améliorées. Si mon processus n'est pas stable, choisir un
projet Six Sigma n'est pas acceptable, cela
signifie que cela ne fonctionne pas. Si vous regardez
la carte de contrôle,
qui se trouve ici, vous vous rendrez compte que cette carte de contrôle présente
des variations aléatoires. Et ces variations se situent entre
les deux limites de contrôle qui sont identifiées à l'aide de la ligne de lecture. Tous les points
fluctuent aléatoirement autour de
la ligne verte, qui est ma ligne centrale. Cela le montre clairement et
cela ne
viole même aucune de mes huit
règles de la carte de contrôle. Je parlerai en détail
des différents tests que nous effectuons sur les cartes de contrôle
dans les vidéos suivantes. Si votre carte de contrôle ressemble à ceci
avec beaucoup de points rouges et qu'elle indique 11155
et 333. Cela signifie que le processus n'est pas stable et qu'il a enfreint
la règle numéro un, règle numéro cinq et la règle
numéro trois dans ce cas. Et des statistiques selon lesquelles le
processus n'est pas stable. Certaines variations
dues à
des causes spéciales doivent être étudiées. Si vous avez des questions, des
doutes ou des éclaircissements, hésitez pas à les poser dans la section de
discussion ci-dessous. Si vous essayez d'appliquer
les concepts à l'extérieur et assurez-vous de terminer le
projet et de le télécharger. Dans la vidéo suivante, nous allons
découvrir comment utiliser brainstorming pour étudier les variations dues à des causes
spéciales.
9. Utiliser le brainstorming pour étudier les variations de causes spéciales: Nous continuons à comprendre les différentes causes de
variation dans la façon dont je dois étudier les variations de
causes spéciales que nous avons identifiées au cours de la,
dans la carte de contrôle. Nous pouvons donc utiliser le remue-méninges comme un très bon exercice pour étudier la variation due aux
causes spéciales. Un bon point
de départ pour étudier variation due à une cause
spéciale est de réunir plusieurs
experts en procédés réunir les
experts en la matière. L'utilisation de cartes de contrôle augmente
les opérateurs de processus, les ingénieurs de processus et
les tests de qualité nous permettent de
réfléchir à la raison d'un échantillon
particulier. Ils sont incontrôlables. Parce que vous savez que lorsque vous dessinez la carte de
contrôle, elle est dans l'
ordre chronologique et vous
aurez un identifiant d'échantillon qui l'
identifiera. Nous pouvons aller voir
ce qui s'est passé pendant
cette instance. En fonction de votre processus, vous pouvez également inclure des éléments
lors de la prochaine réunion. Lorsque vous étudiez une variation due à une cause
spéciale, vous devez répondre à certaines
de ces questions. Les échantillons étaient
hors de contrôle. Quel test pour les
causes spéciales a fait l'objet d'un échantillon ? Que signifie chaque test sur le terrain ? Et comment est-ce que je recherche ? Nous examinons toutes les
raisons possibles pour le test sur le terrain. La méthode courante de
remue-méninges consiste à poser des questions sur les raisons pour lesquelles un échec
particulier s'est produit. Pour déterminer la cause première, vous pouvez utiliser la méthode 5-Why. Continuez à vous demander pourquoi, pourquoi, jusqu'à ce que vous trouviez la
cause profonde du problème. Vous devez également utiliser un diagramme de
cause à effet,
ou le diagramme en arête de poisson ou
le diagramme d'Ishikawa
comme vous l'appelez. Comprendre les
différents types de
causes qui sont à l' origine de la variation des causes
spéciales. Comme si c'est la méthode
matérielle des hommes, et ainsi de suite. N'oubliez pas de ne pas
surcharger votre procédé pour une variation due à une cause commune. Mais il est important d'éviter toute variation due à une cause
particulière. Essayer d'éliminer les causes
communes, la variation doit rendre la situation pire. Considérons un processus de cuisson du pain, une légère dérive et
la température provoquée par les organes et le thermostat en partie supérieure de la
variation naturelle de cause commune pour le processus. Si vous essayez de réduire cette variation naturelle du procédé ajustant manuellement
la température,
en la réglant haut et vers le bas, vous augmenterez probablement la variable t
plutôt que de la diminuer. C'est ce qu'on appelle une correction excessive. Si vous avez des doutes ou si vous avez besoin d'
éclaircissements sur ce sujet,
n' hésitez pas à les poser dans
la section de discussion ci-dessous. Et comme toujours, essayez d'appliquer ce concept et de
mener à bien votre projet. Vous pouvez consulter certaines cartes de
contrôle existantes et essayer de découvrir ce qu'il y a dans
une table de processus. Y a-t-il une variation due à
une cause particulière ? Dans la vidéo suivante, nous
allons découvrir quels tests pour les causes spéciales
sont inclus dans Minitab.
10. Quels tests de causes spéciales sont inclus dans Minitab ?: Bonjour les amis. Voyons quels tests pour les causes
spéciales sont
inclus dans Minitab. Lorsque nous essayons de comprendre
la stabilité du procédé à l'aide de cartes de contrôle. Test numéro 11,
à plus de trois sigma de
la ligne centrale. Ce sont les tests les plus courants
que nous recherchons toujours. Ce test identifie
le sous-groupe
qui présente une anomalie par rapport
aux autres sous-groupes. Ils sont universellement
reconnus comme nécessaires pour détecter les situations
hors de contrôle. Si une petite dérive dans le
processus ne vous intéresse pas, vous devez également faire le test numéro deux pour compléter le test numéro un afin de créer une carte de contrôle qui a
la plus grande sensibilité. Test numéro 29 points
d' affilée du même côté
de la ligne centrale. Ce décalage de test identifie le criblage au
centre du processus ou la variation. Si un léger décalage dans le
processus vous intéresse, vous devez également utiliser test, ainsi que test1
pour comprendre cause de cette
variation de cause spéciale dans votre procédé. Parce que si le processus
est d'un côté de la ligne centrale
en continu pendant neuf octets, la probabilité
pour ce point de
sortir de trois Six Sigma. Trois Sigma d'un
côté sont très naturels. Et nous pouvons en comprendre
la raison ou
en rechercher la raison
avec plus de confiance. Numéro de test 36 points d'affilée, tous en hausse ou en baisse. Ce test permet de détecter la tendance. Ce test
recherche de longues séries de points
consécutifs dont valeur augmente
ou diminue
constamment. Comme vous pouvez le voir dans cet exemple, s'il
augmente continuellement pendant six points, est également probable
qu'il devienne incontrôlable. Et c'est déjà
le cas, le processus est hors de contrôle et se poursuit. C'est
une cause spéciale. Écrire quelque chose qui
s'est passé dans le processus qui a continuellement créé pour les variables ou
le processus pour donner des échantillons dont la valeur
augmentait ou
diminuait constamment . Dans cet exemple, sa valeur
augmente. Numéro de bureau 414 points d'
affilée en alternant haut et bas. Un test pour détecter les variations
systématiques. Si vous voulez que le modèle de variation dans le
processus soit aléatoire. Mais un point pour lequel un test
sur le terrain peut indiquer que le
modèle de variation est ce nombre de deux points
sur trois, de
plus de deux sigma ou de
deux écarts-types par plus de deux sigma ou deux écarts-types la ligne centrale
du même côté. Comme vous pouvez le voir, il existe deux exemples du
test numéro cinq. Par ici. Ce test détecte très facilement les mouvements de paroi
au cours du processus. Bureau numéro 64 sur
cinq,
plus d'un écart type par rapport à la ligne
centrale du même côté. Donc, si vous voyez cet exemple, nous en avons quatre
ou cinq qui étaient du même style et ils seront à
plus d'un Sigma. Ce bureau numéro six détecte petit décalage dans le processus
comme les autres tests décemment. Donc, numérotez 715 points d'affilée à moins d'un sigma de la ligne centrale de chaque
côté. Vous voyez que
dans cet exemple, ces 15 points sont très
proches de la ligne centrale. C'est comme s'ils emmêlaient très efficacement
la ligne centrale. Cela permet de détecter un modèle
de variation qui est parfois confondu avec la
preuve d'un bon contrôle. Cela détecte le contrôle, ce test détecte
les limites de contrôle trop larges. Parce que vous l'auriez
dit en vous basant sur vos anciennes
limites de contrôle de procédé qui sont trop larges ou souvent causées par
les données stratifiées, ce qui se produit lorsque la cause
systématique du rayonnement est présente
dans chaque sous-groupe. C'est 88 points
d'affilée à plus d'un Sigma
de la ligne centrale. De chaque côté. Ce test est
appelé modèle de mélange. Il se trouve dans le bouton de mixage. Les points ont tendance à s'
éloigner de la ligne centrale au lieu de tomber près de la ligne centrale que nous avons vue lors du test
précédent. Si vous avez des questions concernant les différents types de
tests que vous venez d'apprendre. N'hésitez pas à le demander dans la section de
discussion ci-dessous. Assurez-vous d'essayer d'
appliquer les concepts l'extérieur terminer le projet
et de le télécharger. Merci.
11. Quels tests dois-je utiliser pour détecter des motifs spécifiques de variation de cause spéciale ?: Voyons quels
tests dois-je utiliser pour détecter un modèle spécifique dans
la variation due à une cause spéciale. Nous avons découvert différents types de tests dans la vidéo précédente Nous devrions savoir comment et comment les utiliser de la manière
la plus appropriée ? Appliquez certains tests en fonction vos
connaissances du processus. S'il est probable que le
processus déplace le quart de travail ou y a-t-il une variation aléatoire
en fonction de cela, vous allez appliquer le test. S'il est probable que vos données contiennent
un modèle particulier, vous les rechercherez à
l'aide du test correspondant. L'ajout d'autres tests
au bocal n'est pas correct. Cela ne fera qu'augmenter les chances de trouver
un faux négatif, faux positif
ou un faux signal indiquant que le processus
est hors de contrôle. Alors qu'en réalité, le processus n'
est pas hors de contrôle. Lorsque vous augmentez
plusieurs tests ou que vous utilisez plusieurs
tests ensemble, les chances d'obtenir un signal de manque de contrôle augmentent. Voyons comment, dans le cas où vous travaillez
avec des données variables, vous utiliserez des cartes de contrôle
variables. Si vous n'êtes pas sûr
du test à appliquer, par défaut, Minitab
applique toujours la règle numéro un, le test numéro un, c'est-à-dire combien d'amortissement
le point de données est en dehors des trois
écarts types. Mais en dehors de cela, vous
pouvez essayer d'utiliser test1, test2 et test sept. Lorsque vous l'appliquez en
fonction des limites de contrôle, si elles sont basées sur les données. Une fois les
limites de contrôle établies, vous devez utiliser les
valeurs connues pour cette limite. Alors nous n'avons pas besoin du
test numéro sept. Le numéro 11 des limites de contrôle détecte un seul point
hors contrôle. C'est-à-dire que neuf points
d'affilée sur un côté de la ligne centrale détectent le décalage possible
dans le processus. Ces sept points
de trop autour d'un écart type
de la ligne centrale. Il détecte si les limites de
contrôle sont trop larges et si les limites de contrôle Vida sont causées par des données stratifiées, ce qui se produit lorsque vous avez une source de
rayonnement systématique dans chaque sous-groupe. Dites-nous si
vous travaillez avec des données
d'attributs de
défauts et de défauts. Dans ce cas, vous
ne savez pas quel test
utiliser UGA gratuitement pour utiliser le bureau
numéro un et numéro deux. test numéro un est
à environ 1 de la limite de contrôle. Ce numéro deux est composé de
neuf points et dessine d'un côté de
la ligne centrale, détectant le décalage possible. Une fois le processus
établi. Vous êtes
des limites de contrôle sont toujours tracées en fonction
des valeurs des données que
vous avez fournies. Nous ferons
de nombreux exercices pratiques au cours des prochaines leçons. Alors restez connecté. Et si vous avez
des doutes ou des questions, hésitez pas à écrire dans la section de discussion ci-dessous, et assurez-vous d'essayer d'appliquer
les concepts à l'extérieur. Assurez-vous de réaliser votre
projet et de le télécharger. Écrivez votre avis et partagez vos réflexions
sur la façon dont vous vous êtes
senti dans cette classe
quand ce nombre. Dans la vidéo suivante, nous
allons découvrir quel test est applicable
dans mes cartes de contrôle.
12. Quels tests sont disponibles avec mon tableau de contrôle ?: Laissez-nous comprendre quel test est applicable dans mon contrôleur. Les numéros 1 à 8 sont disponibles dans la plupart des cartes de contrôle
variable. Notez que seuls les tests
1 à 4 sont disponibles dans les cartes R
et S et les cartes d'étendue mobile, c'
est-à-dire les cartes de
contrôle imprécises
disponibles. Quel test est applicable
dans ma carte de contrôle ? Meilleur contrôle ponctuel
Jan MiniTab n' effectue un test que pour les points qui dépassent
les limites de contrôle. C'est votre numéro un,
notre test numéro un, que le test des sept suppose
que les points sont indépendants parce que
les points tracés sont classés dans le temps, la pondération pour
combiner les informations de les sous-groupes précédents et les points ne sont pas indépendants. Si vous avez des questions, hésitez pas à les poser dans
la section de discussion ci-dessous. Dans la vidéo suivante, nous
allons comprendre quels sont
les différents types
de données et comment j'ai travaillé avec elles
dans les cartes de contrôle.
13. Types de données pour les graphiques de contrôle: Dans cette vidéo, nous allons
comprendre les
différents types de données dont nous disposons pour
nos cartes de contrôle. Quel type de données est-ce que je possède ? C'est la question à laquelle
vous souhaitez répondre. Si vos données sont
continues, vous déterminez si vous avez
quelque chose comme longueur multipliée par B, qui est un type de données
continu provenant de votre processus. Ensuite, vous allez
utiliser des cartes de
contrôle en continu comme la carte IMR, notre graphique X barre R, la carte
X barre S. Mais si vous avez un processus
multivarié, vous allez utiliser des contrôles
multivariés. Si vos données sont un attribut
comme des défauts et des défauts, nous allons utiliser des cartes de contrôle de
processus attributaires, qui sont comme une carte n, carte
P, une carte C. Certains graphiques sont
appelés « graphique de processus très quand », que nous allons
couvrir séparément. Quel type de données ai-je en ma possession ? Les cartes de contrôle que
vous utilisez
varient selon que vous collectez
les
données continues ou les données attributaires. Si vous avez plusieurs contenus, variables
continues,
déterminez si vous
avez des données multivariées. Mike,
les variables continues sont des nombres infinis tels que 84704 quelque chose, donc vous pouvez les
diviser à l'infini. Les données attributaires ont deux
sous-types, binomiale et Poisson. Les valeurs d'une
donnée d'attribut sont limitées à des catégories spécifiques
qui sont des valeurs distinctes. Par exemple, les données attributaires
peuvent être comme des tracés et des sensations. Le nombre de défauts
et un échantillon peuvent également être données
d'attribut qui
sont réduites selon une loi de Poisson. mesure continue fournit
généralement plus d'informations
que ces données attributaires. souviens ? Cependant, les
données d'attribut sont généralement plus faciles à collecter car il
suffit d'accepter, mais il s'agit d'un défaut ou d'un défaut efficace et combien de
défauts s'il est défectueux. Est-ce que les données
attributaires sont souvent collectées lorsque les mesures continues
sont difficiles à obtenir. Les données attributaires sont souvent des évaluations
subjectives qui sont attribuées par les opérateurs
et le responsable du contrôle qualité. Parce que je pense que c'est
un défaut que j'ai compté. Si je ne pense pas que
c'est différent, je n'en viendrai pas à cette
dépendance, n'est-ce pas ? Laissez-nous comprendre les données du processus de
contrôle. Les données continues mesurent
les caractéristiques telles que le prêt, le poids, la
température, etc. Les données comprennent souvent des valeurs
fractionnelles ou décimales. Par exemple, un
fabricant de produits alimentaires
souhaite vérifier
si le poids
du produit céréalier est
constant dans le temps. Pour recueillir ces données,
l'analyste qualité enregistre le blé à partir d'un
échantillon des boîtes de céréales. Si vous avez des questions, hésitez pas à les poser dans
la section discussion. Assurez-vous de
mener à bien votre projet et d'essayer d'appliquer ces concepts. Rédigez votre avis.
14. Cas d'utilisation : aider l'ingénieur qualité: Poursuivons notre
compréhension des cartes de contrôle. Les cartes de contrôle sont
également appelées contrôle
statistique de processus, SPC. Nous effectuons cet exercice pendant la phase de contrôle de
notre projet Six Sigma. Spc a été développé par
le Dr Stewart en 1924. Il a dit que vous, comme le dit le concept, y est une fonction de x. Nous devrions non seulement
surveiller le projet, pourquoi, mais nous devrions également
surveiller et contrôler les carburants vitaux sont les x. qui
contribuent à ce y. Ainsi, en surveillant en permanence les x et y ensemble à
l'aide de la carte de contrôle, il devient facile pour
le propriétaire du projet et le propriétaire du processus de surveiller les performances et
gardez-le sous contrôle. Ils contrôlent les processus
de manière proactive. Ça ne l'est pas. Il peut clairement identifier les causes naturelles et les causes
attribuables à l'eau. Les causes naturelles ne sont que des causes
communes et les causes
attribuables ne
sont rien d'autre qu'une cause spéciale. Cela vous aide également
à identifier et empêcher le processus de
ces causes spéciales. Si vous regardez une carte de contrôle, s'agit que d'un exemple. Vous aurez une limite de
contrôle supérieure et une limite de contrôle inférieure, qui sont créées qui sont créées
approximativement à trois
écarts-types par rapport à la ligne centrale, qui est généralement
la moyenne du procédé. Ces trois
nombres sont
calculés à partir des
données de processus que vous avez capturées. Tout ce qui se trouve en dehors de
la limite de
contrôle supérieure est en dehors de la
limite de contrôle inférieure intérieure est
appelé variation de cause spéciale
et leur cause assignable. Si vous constatez une
variation de votre procédé qui s' emmêle ou
contourne la ligne centrale. Elles sont dues à la variation de cause
commune. ne s'agit que d'un exemple de
représentation. La raison pour laquelle il a pris trois écarts-types par rapport à la ligne centrale est que, si
vous vous souvenez, dans le bunker, 99,73 % des données sont couvertes à l'intérieur plus ou moins trois
normes déviation. Donc, quelle que soit la variation que
vous voyez, c'est 0,135 à gauche
et 0,135 à droite. Cela est dû à la variation
due aux causes spéciales. Encore une fois, ce que j'ai
abordé tout à l'heure, je ne fais
que répéter parce que c'est très important et c'est aussi
une question d'entrevue. Quelle est la différence entre limite
de contrôle et la spécification ? La limite de contrôle est
calculée à partir des données qui
contrôlent le livre et le contrôle inférieur. Et ça décrit l'eau. Qu'est-ce que ce processus est
capable de réaliser ? Les limites de spécification,
en revanche, sont données par le client
et la direction. Et ils précisent quelle est
l'exigence du processus. Il décrit ce que
le processus doit atteindre pour
pouvoir être considéré en permanence comme un processus capable et qu'il est capable de répondre aux exigences du
client. Encore une fois, les limites
de contrôle à partir de la spécification des données, limites du client. Les limites de contrôle
vous aident à calculer et vous aident à identifier la cause commune et la variation due à une cause
spéciale. Si vous avez des points de données
dans la limite de contrôle, mais en dehors de la limite de
spécification, cela signifie que votre
procédé n'est pas capable. Nous examinerons ces
exemples à l'avenir. Lorsque nous avons ces cartes
de contrôle, est-ce que je vous ai montré qu'il s'agit d'un
écart type de plus ou moins trois. Mais ces calculs
dépendent du type de
données dont vous disposez. Lorsque vous faites une carte de contrôle. Nous avons des données variables
et des données attributaires. Les données lisibles sont également
appelées données continues. Où vous avez des décimales comme la longueur, le temps, la distance. Celles-ci peuvent être divisées
en continu. Donc, si votre sous-groupe en comprend un, alors nous optons pour la carte IMR X ou la carte d'étendue
mobile individuelle. Si la taille de votre échantillon
se situe entre 29, optez pour la barre X, la
carte R ou l'hiver. Mais si notre échantillon de sous-groupe
est supérieur à dix, il est plus facile pour nous de calculer
l'écart type car j'ai plus de points de
données dans chaque échantillon, alors je vais dessiner
un graphique en S à barres X. autre côté, si j'ai des données
attributaires
ou des données discrètes, les données attributaires
peuvent être de deux types. S'agit-il de données défectueuses
ou de données défectueuses ? Qu'est-ce que nous surveillons ? S'il s'agit de données défectueuses et
que la taille de l'échantillon est constante, il peut s'agir de n'importe quel nombre, ce
sera 1020304023 ou 12. Mais ce chiffre, peu importe ce que
vous prenez, est constant. Ensuite, nous optons pour NP Chart car les limites de contrôle
sont calculées sur la
base des formules de
la craie sous-jacente. L'échantillon variable. Pour les données défectueuses. Comme par exemple, je veux calculer le nombre
de défectueux. Mais aujourd'hui j'ai fait une production
de 100 unités à plus robustes, j'ai fait une production de 95 unités avant ce jour était de 96 unités. La taille de mon échantillon est
donc lue quotidiennement. J'utiliserai le tableau p. Nous allons voir des
exemples de Peter, où vous comprendrez
que les limites de contrôle pour une carte P et une
carte U sont en zigzag. Nous allons couvrir cela.
Ne t'inquiète pas. Nous allons avoir
beaucoup de pratique afin que tous ces concepts deviennent
très faciles à enregistrer pour vous. Continuons. Donc, si j'ai des données sur les défauts, c'est que la
taille de l'échantillon est constante, puis j'utilise c-chart. Si la taille de l'échantillon est fiable, j'opte pour l'Utah. La chose dont j'essaie facilement me souvenir, c'est que s'il est défectueux, donc c'est une pièce, la
pièce entière est défectueuse. C'est pourquoi nous avons
P et NP Chart. Parce que c'est constant, nous optons pour NP et parce que c'est
variable, c'est un graphique p. L'autre est évidemment
C. Et parce que C est pour assis constamment et l'
autre est Utah. J'ai donc essayé d'utiliser ce jingle pour me souvenir de ce
qui doit être utilisé. Donc, s'il est défectueux, il s'agit de P ou de NP selon
la taille de l'échantillon. Si c'est un défaut qui est C et U. Et entre C et UC, quelle est constante et Q quelle est la variable ? Prenons un cas d'utilisation. Bien que. Il y a un ingénieur qualité
qui travaille sur une pièce automobile. Il veut qu'il surveille la façon
dont la longueur des arbres à
cames est faite. Il possède trois machines
que l'entreprise utilise. Ils travaillent 24 heures sur 7 en
trois équipes différentes. Ce que fait l'ingénieur, c'est
qu'il a prélevé un échantillon de cinq sur chaque machine
pendant chaque quart de travail, vous l'auriez facilement
deviné car la longueur de l'échantillon est
une donnée continue. L'effectif d'échantillon est de cinq. Cela signifie qu'il est entre 28 et je
vais opter pour le R-chart à barres X. Voyons donc comment
nous allons procéder. J'ai déjà partagé la fiche technique avec
vous, n'est-ce pas ? Si vous arrivez à la feuille principale, vous avez des données sur la longueur de l'arbre à cames. Je n'ai qu'à venir
et cliquer ici. Cela m'amène à la partie où les données sont
présentes, n'est-ce pas ? Je vous ai donné beaucoup de données mais vous n'avez pas besoin de chercher. Il suffit d'utiliser la
feuille moyenne pour la chirurgie. J'ai la machine 123
et les identifiants d'échantillons. Je vais donc simplement copier toutes ces données et les
coller dans ma fiche technique. Je vais donc
prendre toutes ces données. J'ai mon MiniTab à portée de main. Je vais coller
ces données ici. Ensuite, je vais cliquer
sur Cartes de contrôle Stat, variable avec un certain groupe. Et c'est parce que je sais qu'il s'agit d'un sous-groupe de
moins de huit. Je vais opter pour une
carte R à barres X. Laisse venir le pop-up. Ouais. Donc toutes les observations la charte dans la colonne
nord, oui. Nos observations sur le
sous-groupe portent sur l'un d'entre eux. Donc je laisse ça comme ça
et je vais sélectionner Machine 123 et la
taille du sous-groupe est de cinq, n'est-ce pas ? Et je peux également utiliser l'ID de
sous-groupe parce que je peux voir que j'ai 111115, n'est-ce pas ? Je vais cliquer sur, OK. Je vais vraiment vouloir
faire quelques erreurs pour vous compreniez quelles
erreurs nous devons éviter. Maintenant, il indique le graphique à barres X
d'une machine à l'autre. Je clique sur Output pour tout voir. Il a créé un
graphique pour chaque machine. Donc, graphique à barres X pour la première machine. Et si vous regardez ici, vous pouvez trouver un point rouge en dehors des limites de contrôle supérieure et
inférieure. Il s'agit donc d'une variation due à une
cause spéciale. Mais dans le graphique des plages, tout est sous contrôle. Faisons défiler vers le bas. Voyons voir, machine à machine selon le processus
semble être sous contrôle, et la plage
semble également être sous contrôle. Si je vois la barre x en
prison pour l'arbre des machines, encore une fois, j'ai deux points de données
qui sont hors de contrôle. Maintenant, une autre chose
que vous devez observer est la limite
de contrôle supérieure. Permettez-moi de zoomer un peu. La limite de commande supérieure
pour la première machine est 6,64301 et la limite inférieure est correcte. 98. Passons à la machine deux. Elle est de six cent
cinq quatre-vingt-dix-huit. Si je passe à la machine
trois, c'est 60298. Vous pouvez donc voir que la limite de contrôle supérieure
est calculée séparément, car
les limites de contrôle proviennent des données de processus. Et il y a une variation, la limite de contrôle, parce qu' il y a une variation
dans les données. Bien que la limite
de contrôle supérieure soit de 602, nous avons des points qui
dépassent les limites de contrôle. Bon ? De même, je vous
demanderais de regarder les limites de contrôle pour la carte de pluie
entre la machine 1. La deuxième machine a une
plage de 0 à 7, et la machine, désolé, la machine
a varié de 0 à 7. La deuxième machine a une
plage de 0 à deux, et la machine 1 une
plage de 0 à cinq. Cela vous donne une idée qui
renforce le concept
selon lequel vos limites de contrôle sont calculées
à partir des données de processus. Je peux faire le même tableau
et obtenir plusieurs graphiques. Et je peux voir la même chose, mais je dirais, d'accord, je peux aller dans X-bar, R-chart, aller au test, et sélectionner le test
qui est important. Donc, si vous vous souvenez, nous avons dit que vous
devriez tester test1 et test2 pour
bien le comprendre. Alors cliquons sur, OK, cliquons sur OK, et nous allons refaire ce graphique. Vous pouvez voir que Minitab
est recalculé. Si vous voyez le
graphique à barres X pour la première machine, il s'agit toujours du même point de
données en dehors de
la limite de contrôle. Maintenant, si vous comparez cela, vous pouvez voir que parce que
j'ai dit la même chose, cela montre très clairement que le processus est très précis et très étroit. Et CMV quatre pouces
aussi c'est très moins. Et le diagramme R de la
machine trois et de la machine trois. En bas, vous pouvez voir
très clairement qu'il indique la raison du test pour le
graphique à barres X dans la machine 1, testez un champ 1, plus de trois
écarts types par rapport à la ligne centrale. test échoue au point numéro huit. Vous pouvez donc identifier le sous-groupe d'un où
le nombre de points est huit, puis enquêter sur ce qui
s'est passé ce jour-là. Nous avons bien appris ? Nous devons faire un remue-méninges pour corriger la variation due
à
une cause spéciale. Les résultats du test pour le
graphique à barres X pour la machine trois, test 11 à partir de trois écarts-types par rapport
à la ligne centrale. Ce test a échoué
à deux endroits, point numéro 2, numéro 14. Il nous est donc très
utile d'
enquêter sur ce qui s'est passé
à cette date précise. Nous allons continuer avec d'autres
exemples dans la prochaine vidéo.
15. Cas d'utilisation : processus de remplissage de boîte: Laissez-nous faire notre prochain exercice
pour aider l' ingénieur qualité à attendre. Un ingénieur qualité d'une société
comptable évalue si le
processus de remplissage est maîtrisé. Comme vous le savez, ce
sont des boissons gazeuses. S'ils sont plus que nécessaires, cela provoquera une fuite
ou l'explosion de la boîte. Et si c'est très peu le
client est mécontent. Pour vérifier s'
il contrôle le processus. L'ingénieur collecte
un sous-groupe de n gans afin de minimiser la variation à l'
intérieur du groupe. Il s'agit d'une variation possible
au sein de chaque sous-groupe. L'ingénieur
collecte les données
du sous-groupe donné dans un
court laps de temps. Maintenant, voyons quel
type de graphique dois-je utiliser ? Quel est le processus que
nous prenons les données variables
parce que je veux choisir la quantité
de liquide qui est remplie et quelle est
la taille du sous-groupe. Il est dix heures. J'ai donc besoin d'
utiliser un graphique en forme de barre X. Passons à notre dossier de projet. Sur la chaîne principale, vous avez
les données. Cliquez dessus. Cela vous mènera à l'endroit
où les données sont satisfaites. Je vais copier ces
données dans Minitab. Cliquez maintenant sur Cartes
de contrôle Stat. Données lisibles avec
sous-groupe et carte S à barres X car mon nombre d'échantillons
dans chaque sous-groupe est de dix, il est supérieur à huit. Toutes les observations
se trouvent dans une seule colonne. Oui, je vais donc mettre comme taille
de sous-groupe
ou ID de sous-groupe. Je vais le mentionner parce que
ça va faire 1 tiers, je vais juste cliquer
sur l'option x-bar s pour les deux tests et je préfère
faire le test numéro deux également. Cliquez sur OK, cliquez sur OK. Laissez-moi maintenant regarder le résultat. La sortie que nous
avons obtenue est le graphique à barres X, où nous pouvons voir que
le test a échoué. Au point numéro trois, la plage n'a pas échoué, mais le graphique à barres X a échoué. Donc test1, 1 sur trois,
plus de trois
écarts types par rapport à la ligne centrale. Le test a échoué au
point numéro trois. Mais demander à l'
ingénieur qualité de revenir aux données et
de voir
ce qui s'est passé quand il, quand ces
données ont-elles été collectées ? Et ce qui s'est passé
pendant ce processus, c'est que le processus
était hors de contrôle. Et comme vous pouvez le constater, le processus est hors de
contrôle en bas. Pour limiter. Cela signifie que moins
de liquide a été ressenti. L'ingénieur qualité doit
maintenant démontrer ce qui s'est passé
pendant cette heure-là. Et est-ce quelque chose qui est
une cause attribuable ? Et comment éviter que ce coût
spécial ne se produise ? Encore une fois ? Reprenons l'
exemple suivant dans la vidéo suivante.
16. Cas d'utilisation : processus de moulage par injection: Maintenant, aidons l'autre ingénieur qualité d'une entreprise
de plasturgie. Si vous pouvez voir cela, c'est un processus de moulage de plastique. Une petite animation
bleue par VR est présentée ici. Vous pouvez donc voir que le moule
en plastique vient ici. Il passe par le canal
où il y a beaucoup de chaleur. C'est pourquoi le plastique est fondu. Il entre dans la section de
moulage où les aliments sont conservés et quand
le produit sort, c'est un joli jouet que nous
pouvons vendre sur le marché. Le cas d'utilisation est donc l'ingénieur
qualité pour les moniteurs
d'une entreprise de pièces en plastique et le processus de moulage par injection. La machine a un colorant qui
crée 5£ en une fois et l'ingénieur collecte 20 sous-groupes de cinq parties chacun. Ils
surveillent simultanément la variation au sein des
sous-groupes et entre les variations
entre les groupes. N entre les lots. Alors que nous essayons de surveiller le processus de
moulage par injection de plastique, nous avons une taille de sous-groupe de cinq et Il sélectionne 20 points de données de
sous-groupe. Alors évidemment, quelles sont les données que nous allons examiner ? Quel type de graphique
devons-nous utiliser ? La taille de mon échantillon est
inférieure à huit, je dois
donc utiliser
un graphique R à barres X. Ce sont évidemment les données
variables. Passons à nos cartes de contrôle. J'ai mes données
de moulage par injection ici. Je vais copier les données des et
du
sous-groupe dans Minitab. Cette fois, je
vais vous montrer
ce processus à l'aide de la fonction d'
assistant de Minitab. Ainsi, lorsque vous cliquez sur Assistant, allez dans Cartes de contrôle. Ce sont des données continues. Données collectées dans le sous-groupe Oui. Le sous-groupe est-il inférieur à huit ? Oui. J'ai donc opté pour un
X-bar en charge. Vous pouvez voir à quel point il
est intuitif de travailler
avec de nombreux contacts. Mes données sont présentes en partie. Ce n'est pas une taille constante, donc je n'ai pas vu la
colonne
ID de groupe WhatsApp ici. Comment puis-je déterminer les
limites de contrôle et la ligne centrale ? Je dis qu'il faut l'estimer
à partir des points de données. Il a immédiatement identifié qu'il y avait certains points où les données manquaient
sur les graphiques en X et en R. Je laisse donc tel quel
et je clique sur. Ok. Quand je regarde la sortie, mon graphique R à barres X en quatre
parties a été créé. Est-ce que le processus est un processus que
nous surveillons de base. Il dit que non, le
processus ne permet pas d'économiser. Le processus que nous
surveillons n'est pas stable. Les sous-groupes sont hors
contrôle dans le graphique à barres X. N'oubliez pas que vous pouvez voir 0,7 % de
sous-groupes incontrôlables par hasard. Mais plus que cela est appelé variation de
cause spéciale. Lorsque nous examinons ce graphique, cette fois, nous avons un problème
dans le diagramme R à barres X. Le sous-groupe précédent
manquait le point sur la limite
supérieure de contrôle. Et le sous-groupe suivant manque
le point en dessous de la limite de contrôle
inférieure. Il est absolument nécessaire l'ingénieur qualité
étudie ce qui s'est passé pendant le point 13 et l'échantillon qui a été collecté
au point numéro 14. Nous constatons également que le graphique des anneaux présente également
une limite hors de contrôle. qui signifie que la plage, l'échantillon qui a été prélevé
pendant le point numéro huit avait une grande
variété de rayonnements. que c'était une
cause attribuable ou y a-t-il un biais ? Quand les autres
données sont-elles collectées ? L'ingénieur doit
l'étudier. Chaque fois que nous faisons
un graphique R à barres X, nous recherchons certains modèles. Y a-t-il une tendance mondiale comme celle que vous
voyez ici ? Est-ce que vous
constatez une tendance cyclique ? Actuellement dans ces données ? Je ne vois aucune tendance mondiale. Je ne vois aucune tendance
cyclique. Y a-t-il un changement dans le processus ? Je le vois bien, oui. Il y a un léger point
vers le bas et puis il y a
un navire qui monte. Y a-t-il une dérive, comme si c'
était complètement en bas et en haut ? Je ne vois aucune dérive par ici. Est-ce une oscillation des données ? Pas pour le moment. Tu peux voir quelques modèles de
mélange ? Je peux voir un
peu par ici. Vous voyez
une perte de contrôle excessive ? Je peux le voir à la fois sur
ma barre X et sur mon graphique R. Il indique donc très clairement le graphique à barres X a dépassé la limite de contrôle
sur le numéro 1314. La carte R est devenue
incontrôlable au
point numéro huit, ce qui
nous permet de le comprendre facilement. Pourquoi devrions-nous aller
enquêter, non ? Vous n'avez pas à vous
inquiéter la précision des limites de la carte de
contrôle car 70 % ou plus de points de données sont inclus dans le calcul. Vos données ont réussi
un test de corrélation. La corrélation entre les points
de données conjugués au sein de chaque sous-groupe
est inférieure à 0,02. Cela signifie que le caractère aléatoire est
présent lorsque l'échantillon
a été prélevé. Mais oui, nous avons constaté que le processus
est hors de contrôle, ce qui oblige
l'ingénieur qualité à enquêter sur la question. J'espère que vous appréciez les exercices pratiques
de la carte de contrôle. Je vous demanderais également de vous entraîner
à tout cela à partir de la fiche technique et de la télécharger
dans la section projet. Si vous avez des questions, hésitez pas à les poser
dans la section Q&R. Nous allons continuer avec un autre
exemple dans la vidéo suivante.
17. Utilisez les données du pH du détergent de cas: Laissez-nous aider l'ingénieur qualité d'une entreprise
de détergents. Il s'agit d'un cas d'utilisation
dans lequel l'ingénieur qualité
souhaite établir les données de pH. L'ingénieur qualité
souhaite cartographier et surveiller
le fabricant du détergent liquide
et
évaluer si le
processus est maîtrisé. ingénieur mesure le pH ou clarifie le conjugué de deux
lots de détergent. Et comme les données
ne sont pas collectées dans le sous-groupe, vous devez
utiliser la carte IMR. Il utilise 25 lots
constitutifs et demande ce qu'il
mesure est le pH, qui est une donnée continue. Nous allons
utiliser une carte IMR. Je vais vous montrer
encore une fois nos types de cartes de contrôle, car cela vous
aidera à vous en souvenir pour la vie. Dans la carte de contrôle, le type de données que nous mesurons est son pH, qui est un type de données variable. chaque lot, il sélectionne une valeur d'échantillon
et c'est pourquoi nous, n est égal à un. C'est pourquoi nous
allons utiliser la carte IMR. Passons au dossier du projet. Il s'agit du fichier de
données de projet que j'ai envoyé dans
la section Discours. Faites défiler vers le bas, vous trouverez les
données de pH du détergent. Cliquez dessus. Il vous mènera à l'endroit
où les données sont présentes. Je vais maintenant copier
ces données dans Minitab. Je me suis débrouillé. J'ai copié ces
données dans Minitab. Je dois maintenant créer mon
dossier IMR. Il y a deux façons de procéder. Premièrement, je peux aller aux
statistiques, aux jogs à la bougie, puis aux graphiques étranges pour les individus et cliquer sur IMR. Mais cette fois,
utilisons l'assistance. Je vais donc faire assistant, cliquez sur la carte de contrôle. Le type de données est continu, ce sont les données de sous-groupe collectées. Sachez que je vais
utiliser le tableau IMR. Le volume de données est Beard. Et je veux estimer les limites
de contrôle et la ligne
centrale à partir des données. point numéro trois est très clairement indiqué
. Il est possible qu'un point
soit hors de contrôle. En tant qu'ingénieur qualité, je ne supprime jamais de point de données parce que c'est un point
que je dois étudier. Je clique simplement sur OK et je
viens voir ma sortie. Oui. La carte IMR pour la paix est la table des moyens de
ce processus. Il indique que non, la moyenne du procédé n'
est pas stable pendant 4 % du temps. Le processus peut
ne pas être stable car le
pourcentage des points de données hors contrôle dans le graphique de l'œil. Gardez à l'esprit que 0,7 % des
pertes de contrôle sont dues au hasard, même si le processus est stable. Mais maintenant j'ai plus de
données qui sont hors de contrôle et ce point de données a manqué le test numéro un, il pourrait pleuvoir la carte d'étendue
mobile. Mon processus n'est pas
hors de contrôle. Nous recherchons certains
modèles chaque fois que nous
créons nos
cartes de contrôle, comme les tendances, les cycliques, les dérives, le mélange
d'oscillations et les points excessifs
hors contrôle. Dans mon processus actuel, je peux très clairement voir qu' il existe un point
hors de contrôle. Je ne vois pas de mélange
sur les oscillations, les décalages et les dérives dans mon chapitre
actuel sur le contrôle. La variation de processus est Steven, aucun point n'est hors de
la limite de contrôle dans la carte d'étendue mobile, mais il y en a 1 qui est hors de contrôle dans l'
affrètement individuel, le I check. Si les données ne sont pas normales, vous pouvez voir qu'il s'agit
peut-être d'un taux de fausses alarmes. Vous devez donc également faire
le test de normalité, qui a été abordé
dans l'autre série. En tant qu'ingénieur qualité, le conseil que je donnerais à
cet ingénieur est de veiller à que la qualité soit surveillée et enquêtée sur ce qui s'est passé pendant le point numéro huit. J'espère que vous avez compris le
concept et que vous pourrez l'appliquer à votre propre
projet en utilisant vos propres données. En dehors de cela, je vous
demanderais de vous
entraîner à utiliser le jeu de données
qui est fourni ici.
18. Utilisez les données de longueur de barre en acier: Passons au prochain cas
d'utilisation des cartes de contrôle. Ici, laissez-nous aider l'
ingénieur qualité qui souhaite déterminer si le processus de
coupe des barres d'acier est maîtrisé. L'ingénieur mesure
la longueur de cinq barres d'acier,
de tentes, de navires. Pouvez-vous deviner quel est le
type de données que nous utilisons ? Et quel type de
carte de contrôle devons-nous utiliser pour déterminer si
le processus est maîtrisé ? Pouvez-vous aider l'ingénieur
qualité ? Pouvez-vous saisir dans la section
Q&R quel type de
cartes de contrôle de date devons-nous utiliser ? Merci d'être fiancés. Tu as raison. Comme la carte de contrôle
contient des données disponibles, c'
est-à-dire la longueur
de la barre d'état et l'effectif de mon sous-groupe
est compris entre 25 et 28, c'
est-à-dire que l'effectif de mon
sous-groupe actuel est de cinq. Je vais aller de l'avant
avec la carte R à barres X. Prenons le dossier du projet. J'ai mon fichier de projet de données, que j'ai déjà partagé
avec vous dans le cadre de ce projet. Donc tu devrais aller
chercher des données sur les terrains des barres d'acier. Cliquez dessus. Il vous mènera à l'endroit
où les données sont présentes. Je vais copier ces
données dans Minitab. Oui, les données sont
présentes dans Minitab. J'ai copié les données
de ma fiche technique. Laissez-nous faire l'analyse. Je clique sur les cartes de contrôle Stat, variable qui sous-groupe la
barre X en charge. J'ai placé la longueur dans la colonne de données et l'
ID du sous-groupe dans l'effectif du sous-groupe. Je vais dans la barre X
ou l'option et je vais dans
la section de test et je m'assure que le numéro de test 12 est sélectionné. Vous vous souvenez que nous
l'avons appris dès le début. Quel test utiliser ? Quand je clique sur OK,
je clique sur OK. Minitab va faire l'
analyse et m'en sortir. Si vous voyez cela, il a préparé
le graphique à barres X pour nous. Je
vois très clairement qu'
aucun point de données ne devient
incontrôlable. Quelle que soit la variation que
nous observons dans le processus qui est due à une variation de cause
commune, nous devons continuer à
surveiller ce processus. Comme je peux le voir, il
y a un point de données qui touche presque la limite de contrôle supérieure. Je n'ai pas demandé à l'ingénieur
qualité de collecter davantage de données pour m'assurer
que les processus de
données sont sous contrôle. Je vous demanderais de
faire l'exercice similaire, créer votre projet et le
télécharger dans
la section projet. Je me ferai un plaisir de passer en revue votre projet et de
vous faire part de vos commentaires. Cela me donnera l'assurance que vous appréciez tous ce vous apprenez et que vous êtes également capable d'appliquer
ce que vous apprenez. Poursuivons avec un autre
exemple dans le prochain cours.
19. Utilisez les données d'appels sans réponse: Bonjour les amis. Je suppose que vous appréciez et apprenez beaucoup de
cette carte de contrôle. Leçons. Nous avons vu des exemples de barres X, graphiques R, de graphiques à barres X
et de graphiques IMR. Jusqu'à présent, passons
au type d'attribut des données. Nous avons ici un exemple
du centre d'appels. Le superviseur d'un
centre d'appels souhaite déterminer si le
processus de réponse aux appels est maîtrisé. Le
superviseur enregistre le nombre total d' appels
entrants et le nombre de buts
sans réponse pendant 21 jours. Comme vous le savez, si nous sommes le
client et que nous appelons Bunny pour une question et que notre
téléphone ne reçoit pas de réponse. Nous sommes frustrés. Ensuite, nous ne voulons pas
retourner dans cette entreprise pour travailler
à nouveau, pour établir un partenariat avec elle ou pour lui acheter
les produits. Par conséquent, les appels sans réponse constituent un problème majeur dans le secteur des centres de
contact. Et nous devons aider
le superviseur à comprendre comment il peut réduire et si son processus est
actuellement
en contrôle ou non ? Comme le type de données
est le nombre de défectueuses, l'objectif entier n'est pas Ce n'est
donc pas un défaut,
mais un défaut. Et pouvez-vous contrôler le nombre d'
appels entrants sur une base quotidienne ? Ils sont variables. Par conséquent, nous
devons utiliser le caractère. Le type de données est un attribut car
il s'agit du nombre d'appels. Et mon sous-type de données de types
de données est défectueux parce que je ne réponds pas à une
partie du deux-points, donc c'est vrai. Soit tu réponds à la couleur, je ne réponds pas à l'appel. Chaque colonne est une pièce. Le nombre total
d'appels reçus par jour est un nombre variable. Il s'agira donc d'une taille d'échantillon
variable, et nous devons
donc utiliser la carte p. Allons voir nos
données dans la feuille Excel. Est-ce que le fichier de données produit que j'ai déjà partagé avec vous ? Cliquez sur une réponse. Appels. Les données sont présentes ici, et je peux très clairement
voir que dans quelques jours, j'ai un vingt-trois
cinquante trois appels pour 65 appels pour 58 appels, et ainsi de suite. J'ai le nombre d'appels
qui n'ont pas reçu de réponse. Je vais donc continuer et copier
ces données dans Minitab. J'ai copié les
données dans Minitab. Maintenant, je dois faire le test. Je peux aller de l'avant, cliquer sur Cartes de contrôle Stat. Le type de données est un graphique attributaire, et je sais déjà
que je dois créer un graphique p. Je clique dessus. Je vois des appels sans réponse et la
taille du sous-groupe est le nombre total d'appels. Je vais à l'
option P chart, au test, et je peux déterminer quels
tests je veux tester. Je vais donc cliquer sur les quatre tests pour voir si l'un de ces ordinateurs échoue. Je clique sur OK,
je clique sur OK, mes données sont produites. Regardons le résultat. Nous pouvons voir le graphique p
pour les montants appelés. Et mes données se situent tout
à fait dans la limite de contrôle. Et il n'a violé aucun des quatre tests que nous
effectuons sur la carte P. Une chose intéressante
que vous avez pu observer est que les
lignes sont en zigzag. La limite de contrôle n'est pas la ligne
droite comme vous l'avez vu dans le graphique R à barres X
ou le graphique IMR. Peux-tu en deviner la raison ? Tu as raison ? Comme la
taille de mon échantillon est usée, mes limites de contrôle varient
également en conséquence. Et donc la
carte p aurait
exactement le test est effectué
et il n'y a pas de rayonnement. Le processus est maîtrisé. La variation est due à une variation due à une cause
commune. Si vous avez fait
le même exercice, je vous demanderais de
copier ce graphique, l'
enregistrer et de le télécharger dans la section projet
de ce cours. Je serais heureux de passer en revue
votre projet et partager mes commentaires. Si vous avez d'autres données
relatives à des personnes défectueuses, vous voulez que je les examine. Téléchargez-le en tant que projet. Vous n'allez
violer aucun accord de confidentialité parce que vous n'allez pas
partager les données. Tu vas déjà
partager le dossier avec moi. Assurez-vous de
ne pas télécharger les données
de votre entreprise
sur Skillshare. Vous allez simplement télécharger
ces informations là où vous avez besoin d' éclaircissements sans
révéler le nom
du client ou de l'entreprise
à partir de laquelle vous les chargez. Merci. Nous en apprendrons davantage
lors de la prochaine session.
20. Utiliser le diagramme de parapluie P défectueux: Laissez-nous faire un autre
exemple de la vedette. Dans la vraie vie. La plupart du temps, nous nous occupons la fabrication
et de la production. Même si nous sommes dans le secteur des
services, nous considérons que le client surveille toujours les
défauts et les défauts. C'est pourquoi je vous montre plus d'exemples pour
les différents
types d'attributs des cartes de contrôle. C'est donc encore un
endroit où le superviseur d'
une unité de fabrication de parapluies souhaite évaluer la
qualité de la production. Comme vous savez que c'est la saison de la
mousson en Inde, vente de parapluies est à son apogée. Donc, si la configuration de fabrication ne produit pas
de parapluie de bonne qualité, ils ne
pourront même pas le vendre. Et les parapluies restants
resteront en stock, qu'ils ne
pourront vendre le prochain exercice
ou le mois prochain. Pour éviter cela, le superviseur souhaite enregistrer le nombre total de parapluies
fabriqués chaque
jour et le nombre de défauts pendant 21
jours dans une série. Parce que 21 est un bon chiffre, nous pouvons aller de l'avant. Encore une fois, je répète que
nous recherchons des données
défectueuses et que la taille de l'
échantillon est fiable. Je vais chercher le lanceur. Allons copier
les données de notre
fiche technique dans Minitab, ce que j'ai déjà fait. Je vais à la feuille principale, j'ai des données parapluie. Permettez-moi de faire défiler
les données du parapluie. Et j'ai copié ces données
d'ici dans le MiniTab. Je vais à l'assistant, je vais à la carte de contrôle, je vais au diagramme p et au
nombre C de colonnes défectueuses. C'est donc un parapluie défectueux dont la taille de sous-groupe est constante. Sachez que la colonne de l'
effectif des sous-groupes est le produit total. Je veux l'estimer à partir
des données et je clique sur OK. parapluie défectueux de Pâques sera facturé pour les parapluies défectueux. Est-ce que la proportion d'articles
défectueux est un tableau ? Oui, il est stable. Le tableau des proportions d'éléments
défectueux, il n'y a pas de sous-groupe,
c'est pourquoi quitter la pièce. Vous pouvez voir que lorsque je fais le diagramme P à l'aide de l'assistant, mes limites de contrôle
apparaissent sous la forme d'une ligne droite au lieu
d'une ligne en zigzag. C'est l'un
des problèmes de la carte P. Si j'utilise un assistant, si j'aurais fait
la même chose en utilisant des statistiques, cartes de
contrôle,
des données d'attributs et un graphique p. J'ai pris le défectueux. Et pour reproduire quelles
sont les options de diagramme p, allez au test et assurez-vous que toutes les directives du bureau cliquent
sur OK, cliquez sur OK. Vous pouvez maintenant voir
qu'il affiche
le diagramme de p pour parapluie
sous forme de ligne en zigzag. Bon ? Parfait. Cependant, comme la ligne
est très éloignée, tout va bien. Même s'il s'agissait d'une ligne droite parce que vous ne
manquez aucun point. Sauf si nous avons vu ce que nous avons
vu plus tôt où nous avons reçu l'appel lorsque nous avions
ce type de lignes en zigzag. pourquoi il
était très important pour nous d'utiliser la normale. Nous allons aller dans le
tableau de contrôle des statistiques et le faire. Merveilleux. Je suis heureux que vous ayez beaucoup
travaillé avec moi sur de nombreuses études de cas
sur l'apprentissage de cette langue. Si vous avez des questions, hésitez pas à les écrire
dans la section questions et réponses ou dans la section
discussion ci-dessous. Je me ferai un plaisir de répondre à
vos questions et de vous aider en
cas de doute. Poursuivons pour d'autres
exemples dans la vidéo suivante.
21. Utiliser les dossiers médicaux de l'hôpital: Passons à
l' exemple suivant dans
les cartes de contrôle. Voici un exemple de
cas d'utilisation de l'hôpital. L'hôpital conserve les dossiers médicaux
du patient. En tant qu'ingénieur qualité, nous sommes
confrontés à un problème. Le superviseur d'
un petit hôpital veut s'assurer que
le nombre de flèches dans les
dossiers médicaux de l'hôpital reste maîtrisé parce qu'il s'agit la vie du patient. Les dossiers
du superviseur, le nombre total de dossiers
médicaux qui
ont été remplis chaque jour et le nombre de
dossiers
incomplets ou inexacts
qui sont défectueux. Comme vous le savez,
le nombre total d'enregistrements que nous
passons chaque jour est variable et nous parlons
d'un enregistrement défectueux. Pouvez-vous deviner quel est le type de graphique
que nous devons préparer ? Oui, tu as raison. Nous devons préparer le diagramme P. Comme les données sont liées au
nombre de défectueux, nous allons utiliser l'image. Encore une fois pour récapituler. Nos données sont des données d'attributs, taille d'échantillon variable
défectueuse. Par conséquent, nous allons utiliser la version bêta. La raison pour laquelle je ne cesse de
vous le montrer encore et encore, c'est pour m'assurer
que cela s'imprime dans votre esprit. Passons maintenant à
notre dossier de projet. Dans le dossier de projet, vous devez aller chercher
les données relatives aux dossiers médicaux. Vous pouvez donc voir qu'il s'agit de dossiers médicaux
défectueux. Je vais cliquer dessus
et cela
m'amènera à l'endroit où se trouve le dossier
défectueux. Je vais copier ces données. Et nous pouvons voir très clairement
que la taille
des échantillons portés et les défauts
sont également différents. Voici donc le nombre total d' enregistrements, de ces autres défauts. Je vais le copier à l'esprit. Minitab. Oui, j'
ai les données ici. Comme nous allons
utiliser la carte P, je peux accéder aux cartes de contrôle statistiques, cartes
attributaires et
sélectionner la carte P. nombre total de la
variable est défectueux et l'effectif du sous-groupe est le nombre
total d'enregistrements. J'irais au tableau P et j'irais
au test et je m'assurerais que toutes
les manifestations sont actives. Je clique sur OK,
je clique sur Ouvrir. La sortie est sortie. Allons dans la fenêtre de sortie et cherchons ce qui s'est passé. Nous pouvons voir qu'il y a
plusieurs endroits où la carte P se trouve sur le
test numéro un. Il s'agit du numéro
810 trente-cinq
, cinquante-six,
soixante-quinze, quatre-vingt-sept quatre-vingt-neuf. Nous devons examiner nos
données et voir ce qui
s'est passé ce jour-là où nous
avons eu tant de facteurs. Les défauts se situent en dessous la
limite de contrôle inférieure et de la limite de contrôle supérieure. Cependant, c'est un changement
positif que nous avons fait
moins de défectueuses. Mais nous devons
comprendre comment ils peuvent être aussi prudents et pourquoi ne pouvons-nous pas renforcer le même
modèle permanence afin que nos
limites de contrôle changent. Vous pouvez également voir que les données, les limites de contrôle
sont fortement en zigzag car la taille
des données disponibles est usée. Chaque jour, la
taille de mon échantillon est portée. Et sur cette base, les
limites de contrôle des souris sont très en zigzag. Bon, maintenant j'espère que tu as
compris ce qui doit être fait. Vous devez
enquêter sur cette affaire. Sur le
sujet, les experts se rendent
au point numéro huit et enquêtent sur ce
qui s'est passé ce jour-là. Donc je venais ici et j'allais au point numéro huit
et je voyais que, Oh, sur 1700 enregistrements, 1778 n'enregistraient que des vecteurs 3D. C'est une chose positive. Mais pourquoi ne puis-je pas répéter ce comportement encore et
encore de l'autre S'il était possible d'avoir bonnes données sur les dates
particulières, je voudrais renforcer et
répéter le bon comportement. J'espère que tu comprends. Je vous demanderais de pratiquer le dossier de projet
créatif. Enregistrez ce fichier de projet en
tant qu'image et assurez-vous de le télécharger. Dans la section projet. J'ai créé une vidéo séparée qui explique comment
télécharger le projet. Je serais ravi de revoir
votre projet, de vous faire de mes commentaires et de partager l'expérience que vous avez acquise en apprenant à ma classe. Je vais continuer la
suite dans la prochaine vidéo.
22. Utiliser les données d'ampoules défectueuses: Prenons un autre exemple
concernant les données défectueuses. Nous avons ici les données relatives à l'
ampoule. Laissez-nous aider l'
ingénieur qualité de cette entreprise. L'ingénieur qualité
évalue si le processus de
fabrication des
ampoules est maîtrisé ou non. Comme vous le savez, la masse
peut être soit complètement défectueuse, soit
elle allume la lumière. Il ne peut pas être à moitié défectueux. Il s'agit donc de données défectueuses
et non de données différenciées. L'ingénieur teste
500 ampoules heure pour
un quart de travail de 38 heures. Comme la taille de l'échantillon est constante, nous allons utiliser
les données défectueuses. Pour un effectif d'échantillon constant. L'ingénieur enregistre le nombre d'ampoules qui ne se sont pas allumées. Il enregistre
donc les ampoules défectueuses. Comme tu l'as compris. Nous comptons le nombre de personnes défectueuses avec une taille d'échantillon
constante. Nous allons
utiliser la carte np. Reprenons le récapitulatif de nos
types de cartes de contrôle. Nous examinons des données attributaires, des données défectueuses et une taille d'échantillon
constante. Regardons maintenant le
jeu de données dont nous disposons. Recherchez les
données de cette ampoule. Je suis juste Oui. Donc, les données d'ampoule défectueuses. J'ai deux champs sur cet identifiant de
groupe et
le nombre d'
ampoules défectueuses qui ne se
trouvaient pas dans le sous-groupe. Les données se trouvent ici. Je vais copier ces
données dans Minitab. L'ID du sous-groupe,
que vous voyez ici, est un identifiant, mais la taille du
sous-groupe indique 500. Passons à Minitab. Et j'ai collé
mes données ici. Comme il s'agit d'une taille d'échantillon constante. Pour les données défectueuses, je
vais cliquer sur Stat. Cartes de contrôle.
Données d'attribut, aucun point. Je sélectionne les vecteurs et
l'effectif du sous-groupe est de 500. Je vais sur NP Chart. Cliquez sur Test et assurez-vous que les quatre points sont cochés. Cliquez sur OK. Cliquez sur OK.
Réfléchissons maintenant à la carte de contrôle. Nous pouvons voir qu'à ce stade, le test numéro
trois a échoué. Et à ce stade, le test
numéro un a échoué. Alors quel est le numéro de test 11, plus de trois
écarts types par rapport à la ligne centrale. Ce test a échoué
au point 16. Il y a 36 points d'affilée, tous en hausse ou en baisse. Cela s'est produit au
point numéro neuf. Si vous voyez du point 32, numéro neuf, nous avons une tendance à la baisse
continue. Nous voudrions donc étudier
ce qui s'est passé pendant ces six navires dont
le nombre d'ampoules efficaces diminuait
constamment. Parce que c'est un comportement
positif. Et nous voulons renforcer
ce comportement positif. Si les données avaient été
complètement décalées et
qu'elles se situaient entre 02, nos limites de contrôle
auraient changé. Par conséquent, en tant qu'ingénieur qualité, vous ne vous contentez pas de regarder quelque chose qui se situe en dehors de la limite de contrôle
supérieure, mais vous pouvez également
réfléchir au comportement des données afin d'éviter que des
éléments ne sortent contrôle. Bien. J'espère que vous l'avez
compris. Si vous avez des questions, n'
oubliez pas de les
poser dans la section
discussion ci-dessous, je me ferai un plaisir d'y répondre. Je vais continuer avec l'
exemple suivant dans la vidéo suivante. Jusque-là, bonne pratique
et apprentissage heureux.
23. Utiliser les données de défaut de fond d'écran: Nous allons maintenant passer à
un autre exemple. Ici, nous allons essayer d'aider l'ingénieur qualité dans une entreprise de
fabrication de papiers peints. Comme vous le savez, après le COVID, la
plupart des familles
ont décidé rénover la maison parce qu'elles étaient chez elles depuis deux ans. Et ils se rendent compte que leurs
colocataires se réaménagent. Il y a donc une forte
demande pour le papier peint. Il est donc important pour l'ingénieur qualité de
fabriquer des papiers peints de bonne qualité. Mais un objectif, comme vous le savez, vient avec différents modèles. Et Prince, il
veut comprendre qu'il est la table de
processus d'impression ou non. Pendant trois heures, l'ingénieur
prélève un échantillon de 100 pieds de papier peint et compte le
nombre de défauts d'impression, tels que la
distorsion du motif et le manque d'encre. Comme nous examinons les différentes données avec
une taille d'échantillon constante. Pouvez-vous deviner quel type de carte de contrôle
nous devons créer ? ton droit ? Je dois construire pour la taille constante de l'échantillon
pour différentes données. Encore une fois, je vais vous présenter
les types de cartes de contrôle. Nous examinons donc les défauts
des données attributaires et une taille d'échantillon
constante. Nous allons donc
prendre une crise. Passons à notre dossier de projet. Recherchez les données sur les
défauts du papier peint. Je peux le trouver
ici. Je clique dessus. Cela m'amène à l'endroit où les données du papier peint sont présentes. Ici, l'identifiant de l'échantillon sert
uniquement à identifier l'entité d'identification doit compter
le nombre de défauts, chaque échantillon est d'
un 100 pieds, non ? Je vais copier ces
données dans Minitab. J'ai fait de même. Tu te souviens que j'ai à
voir avec Jot, c'est ça ? Je clique sur les cartes de contrôle Stat, cartes
attributaires et C
pour obtenir une taille d'échantillon constante. Je vais mesurer
les défauts. Je vais aller sur la carte C et assurer que tous mes
tests sont sélectionnés. Je clique sur OK,
je clique sur OK. Regardons maintenant le résultat. Il y a la sortie
de la carte C. Comme l'effectif de l'échantillon est constant, mes
limites de contrôle supérieure et inférieure sont des lignes droites. Je peux voir que le premier
test a échoué à deux points par le numéro
12 et le garçon numéro 13. Si je ne veux pas compter
à quel point c'est, je peux regarder la
référence dont Minitab a
également échoué le test
au point numéro 2, numéro 30, il enquête sur
une question qui explique
pourquoi tant de défauts
se produit-il ces jours-ci ? Alors qu'il y avait tellement d' erreurs d'impression
élevées qui ont été rencontrées au cours de
ces deux quarts de travail. Et encore une fois, grâce à ce qu'
il a repris le contrôle. Il devrait donc certainement s'agir d'une cause assignable
qui doit être corrigée. Bien. Si vous avez des questions, n'
oubliez pas de les poser dans la section
discussion ci-dessous, je me ferai un plaisir de répondre à
toutes vos questions et n'
oubliez pas de terminer votre projet et de le télécharger dans la section
du projet. Je vous invite à réaliser plusieurs projets afin que vous ayez confiance en
ce que vous apprenez. Et cela me donne
beaucoup de confiance, même en tant que facilitateur, fait que j'ai été utile dans votre
parcours d'apprentissage. Merci.
24. Utiliser les erreurs de traitement des problèmes de cas: Prenons un autre exemple. Alors que la pandémie vient de se
terminer, il est important pour
nous de vérifier si tous les hôpitaux
fonctionnent sous contrôle. agit d'une quantité dans Junior qui vérifie si
les enregistrements des médicaments ou des
médicaments sont administrés au bon taux
et à d'autres caractères. Le directeur de la
qualité d'un groupe d'
hôpitaux souhaite donc *****
le taux d'erreur médicamenteuse. Parmi les exemples d'erreurs l'
administration de médicaments
au mauvais moment, l'administration de la mauvaise dose ou la délivrance du mauvais
médicament. Le directeur enregistre le
nombre de patients et le nombre d'
erreurs médicamenteuses chaque semaine pendant 32 semaines. Comme vous pouvez le comprendre, le nombre de patients
sera variable. Et nous nous référons aux données sur les
défauts comme la mauvaise dose, l'âge, le mauvais moment, l'
administration de médicaments par drone. Nous allons utiliser l'Utah. Laissez-moi vous expliquer les
types de cartes de contrôle. Ce sont les données d'attribut, c'est la taille d'échantillon
lisible des données de défaut. Par conséquent, je vais
utiliser votre graphique. Passons à notre fichier de données de
projet. Cherchons une erreur de
médication. Ce sont des flèches de guérison, le nombre d'erreurs médicamenteuses
qui se sont produites cette semaine-là. Patients au nombre total
de patients chaque semaine. Mentionné ici. Donc, quand je vais ici, je peux voir combien d'erreurs
et combien de patients ils peuvent voir très clairement que la taille du
patient est en train de lire. Je vais copier ces
données dans Minitab. Les données se trouvent dans Minitab. Maintenant, faisons l'analyse. Cliquez sur Stat, cliquez
sur Cartes de contrôle, cliquez sur
Cartes attributaires, cliquez sur Utah. Les flèches sont là. L'effectif du sous-groupe
est celui du patient. Je vais à la carte U, je clique sur le test
et je m'assure que toutes les clôtures pour le
bureau sont sélectionnées. Je clique sur, OK,
je clique sur OK. Ma sortie est présente. Remontons-le. Maintenant. Nous pouvons voir qu'il y a plusieurs points auxquels
le test a été rempli. Sur la base des données, la limite de contrôle supérieure et la limite de contrôle inférieure
sont calculées. Nous pouvons constater que soit il
y a très peu de flèches, il y a une erreur très élevée. Donc, sur les deux côtés, les trois écarts
types reçoivent cette note. Donc, s'il y en a
toujours, cela a
un effet positif. Si vous obtenez
moins d'erreurs pour le nombre de patients,
c'est un effort positif. Donc, en tant que quantité conçue, les points en bas constitueront un point d'investigation savoir comment pouvons-nous la gérer si bien ? Alors que les points de doute en haut au-delà des limites de
contrôle supérieures sont des sujets de préoccupation pourquoi avons-nous manqué
et rencontré autant de flèches ? Cela nous a-t-il coûté la
vie du patient ? Donc, en tant que personne de qualité pour
ce groupe d'hôpitaux, il est extrêmement important
que vous enquêtiez sur cette question, car le test a échoué à plusieurs reprises. Et n'oubliez pas que les limites
de contrôle ne sont pas des limites de
spécification. Conformément à la limite de spécification, le groupe d'hôpitaux
aurait pu convenir qu' erreur de
10 % est acceptable ou qu'une erreur de
7 % est acceptable. Donc, tous les points
au-delà rendront votre
processus moins efficace. J'en ai parlé
dans l'autre vidéo, qui parle de
l'hypothèse. Continuons à nous concentrer uniquement sur les cartes de contrôle
dans ce chapitre. Avant d'aller plus loin et de revenir
à mon dossier de projet, vous pouvez voir qu'il existe nombreux exemples qui
sont donnés ici. Je vous invite à
les mettre en pratique car cela vous donnera la
confiance nécessaire pour poursuivre et
comprendre les concepts. Nous avons couvert de nombreux
exemples jusqu'à présent. Laisse-moi t'y prendre. Nous avons vu cet exemple
d'erreur médicamenteuse. Nous avons vu l'exemple du papier peint. Nous avons vu l'exemple de l'
ampoule défectueuse. Nous avons vu cet exemple générique. Nous avons vu l'exemple du dossier
médical de l'hôpital. Nous avons vu l'exemple
du centre de contact. Nous avons vu l'exemple
du chapeau de détergent. Nous avons vu la longueur de la barre d'acier. Nous avons vu le moulage par injection. Alors qu'est-ce que cela signifie ? Je vous ai déjà présenté plusieurs exemples dans
chacun des tableaux que je vous invite à tout
mettre en pratique
car cela vous donnera confiance dans la façon dont
nous enquêtons. La devise est « Mon
processus en contrôle ». Quelle enquête
dois-je effectuer ? Avec ça ? Je vais m'arrêter
ici et j'ai
hâte de répondre à vos questions dans
la section discussion. Et votre projet terminé, téléchargé dans la section projet. Heureux d'apprendre et de
continuer à grandir. Merci. Rendez-vous
à la prochaine leçon.
25. Merci pour mes étudiants: Je vous remercie
beaucoup d'avoir complété cette série sur les cartes de contrôle. Vous auriez mis en pratique tous les exemples que je vous ai
montrés dans cette leçon. Vous aurez également des facteurs
qui, en utilisant les données que j'ai déjà partagées
avec vous,
vous devriez également essayer de pratiquer cartes de
contrôle en utilisant
vos propres données, ce qui vous donnera
une niveau de confiance. Je me suis habillé, vous
avez beaucoup appris et j'espère que vos concepts
sont également très clairs. Suivez-moi sur Skillshare. Ceci est mon profil et je
continuerai à mettre en ligne de nouvelles
vidéos au fur et à mesure que nous avancerons. Pour ceux qui
souhaitent suivre une formation en
entreprise. Je fais des formations interactives en
entreprise où je fais des programmes. J'ai des cahiers d' spécialement conçus
pour mes participants. Cela dépend de l'entreprise
dans laquelle ils travaillent. Vous pouvez voir à quel point tout le monde est impliqué
dans cette photographie. Ce ne sont là qu'un aperçu de certaines des formations
que j'ai suivies. J'ai suivi de nombreux
programmes virtuels pendant la pandémie, ce qui représente plus de
mille heures de formation. Ce ne sont que des extraits
de certains d'entre eux. Pour ceux qui souhaitent
rester en contact avec moi. Vous pouvez
me contacter sur LinkedIn. J'ai une chaîne Telegram qui s'appelle
six underscore. Six, six, trait de soulignement malade. Eh bien, vous pouvez également communiquer avec
moi là-bas. Mon adresse e-mail est également
affichée à l'écran. Si vous avez des questions, hésitez pas à me contacter. Si vous avez des questions. N'oubliez pas d'utiliser la section de
discussion ci-dessous. J'attends avec impatience
votre processus d'apprentissage et j'espère pouvoir vous aider
dans votre parcours d'apprentissage. Merci beaucoup.
 Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt
Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt