Transcripciones
1. Introducción: Les doy la bienvenida a todos a mi nueva clase sobre
análisis de datos usando Minitab. En estas series,
vamos a hablar de gráficos
de control. como les prometí en mi canal de Telegram que
estaré lanzando el
capítulo de la tabla de control a detalle para que todas las dudas básicas que tenemos, nos aclaren. Entonces el enfoque de todo
este programa es entender qué
son los gráficos de control, cuáles son los diferentes tipos de gráficos de
control que tenemos. Ventura usa gráficos de control. ¿ Cuáles son nuestros límites de control, cuál es la central que yace
en una carta de control? Uso de gráficos de control para detectar causa
común y la variación de
causa especial. Uso de pruebas para
causas especiales y tablas de control. ¿ Cuáles son los diferentes tipos de pruebas cuál utilizar cuándo, qué evitar? Todo se
cubrirá en esta sesión. Para quién es esta clase? Esta es una
pregunta importante que tienen
muchos participantes que
debería estar asistiendo a esta clase
o no es para mí? Entonces si eres estudiante
de Lean Six Sigma, Green Belt o Black
Belt o un cinturón amarillo. O eres uno que
quiere entender las estadísticas, control de
procesos, eso se
trata de gráficos de control. ¿ Cómo puedo monitorear estadísticamente mi
proceso? Quieres aplicar estadísticas, quieres entender
diferentes técnicas gráficas, agarra todo lo que quieras
entender una de
las herramientas más importantes de Seven QC, que es gráficos de control. Debes retomar
este programa porque es bueno aclarar
todas tus dudas. Algunas de las conclusiones clave que tendrás de este taller es que entenderás exactamente
qué son las cartas de control. Venture lo uso límites
de control de agua. ¿ Cuál es la diferencia entre límite de
especificación
y límite de control? ¿ Y cómo hago la prueba
para detectar causas especiales? ¿ Cuáles son las pruebas que se utilizan para identificar la causa común? Y cuáles son los diferentes
tipos de errores que comete la
gente cuando está
trabajando con gráficos de control. Todos estos temas se
tratarán en detalle. Estaré montando un taller
separado, cual estaremos hablando. Prácticamente haciendo todo. Estaré subiendo la ficha de datos de mi
proyecto. Obtendrás muchos
proyectos en los que trabajar. Además, si tiene alguna consulta
que esté relacionada con su proceso donde se le dibuja gráfico de
control pero
no está recibiendo respuesta. Serás libre, siéntete libre de
escribirme o poner tus comentarios en la sección de
discusión y te
ayudaré, ¿no? Entonces comencemos.
2. Proyecto de clase y cómo subirlo: Tenemos que hacer un proyecto cada vez que estamos
aprendiendo algo. Y la mejor parte
pero Skillshare es que anima a
los profesores a crear proyectos que los participantes
y los alumnos necesitan
aprender del curso,
aplicar los conceptos. Por lo que voy a adjuntar esta hoja de Excel
como plan de proyecto. Esto tiene muchos ejemplos de datos que estoy
usando durante el curso, como los datos de longitud del eje de leva, datos paraguas, datos de
moldeo por inyección todavía prestan. Hay muchos ejemplos que están disponibles por aquí, que te ayudarán a
entender el concepto. Número uno. Número dos, tienes
estos datos los cuales pueden ayudarte a hacer tu proyecto
y completarlo. Ahora algunos de ustedes podrían ser
nuevo libro Skillshare para
ayudarle a entender cómo hago un proyecto y presentar un proyecto, voy a orientarlos. Entonces, antes que nada,
tendrías una ficha técnica como esta. Esta es la ficha técnica del producto que voy a
compartir con ustedes. Entonces por ejemplo, estoy
tomando mi paraguas p data, escríbelo directamente, me lleva a ese lugar donde se guardan
mis datos. Copio estos datos a MinitaB
y hago mi ejercicio. Tengo mis datos. Qué tipo de caso de uso de datos lo
estaremos cubriendo a detalle. Solo trato de mostrarte cómo subes tu proyecto. Por lo que he creado mis
gráficos de control y sigo adelante y paraguas defectuosos tamaño de
subgrupo. Y hago clic en Ok, una vez que tenga lista mi gráfica, lo que tengo que hacer es
simplemente copiar esta gráfica. Puedo ponerlo en pintura. Y guardo este archivo. Ahora,
volvamos a Skillshare. En Skillshare, una vez
completado el proyecto, tienes una sección
a continuación sobre revisión, discusión y proyecto
y las fuentes. Así que da clic en Proyecto
y Recursos. Y se puede ver un botón de color
verde por aquí diciendo
crear proyecto. Es necesario dar click en
este Crear proyecto. Te lleva a una
pantalla como esta, donde
te está pidiendo a la foto que quieres presentar
en tu proyecto. Por lo que subiré una
fotografía que
acabo de crear. Se está subiendo. Ahora presenté
el título del proyecto. He hecho el p-chart usando conjunto de datos paraguas. Eres libre de usar todo el
conjunto de datos que he subido todos los proyectos porque
esto te dará confianza y voy a
compartir comentarios contigo. Pero si tienes
datos relacionados con los tutos y quieres
que te ayude, aún
puedes subirlos. No
te voy a pedir los datos, pero te ayudaré en la
interpretación. Yo tengo. Lee esto. Por datos defectuosos. Si tengo más contenido, puedo seguir adelante y
agregar más contenido. Si deseas
mantener tus proyectos privados, puedes hacer clic en él. Pero yo diría que todos aprendimos compartiendo unos
con otros. Y luego subo
y he publicado. Una vez que lo publiques, podría tardar unos minutos o unos minutos a pocas horas para que
el proyecto esté disponible. Lo que pasa es como capacitador, me sale una alerta por
aquí de que alguien ha creado un nuevo proyecto y
necesito dar un feedback. Entonces voy aquí y
doy un feedback, que me ayudará a
entender lo que
has hecho y puedo
compartir los comentarios. Por lo que esto
te animará a asegurarte de
completar tu proyecto. Ahora
volvamos a este gráfico. Sí. Entonces si tienes alguna duda, eres libre de abrir una discusión y decir
empezar en una posición, hacer una pregunta sobre el proyecto. Entonces tengo una pregunta.
Puedespreguntar. ¿ Me pueden ayudar con más
ejemplos de B tilde? Sólo lo estoy anotando. Entonces si tiene
alguna pregunta, sólo
estoy dando una pregunta
hipotética. Y puedo bajar y decir, Post. Cuando planteo esto,
está disponible y es deber de un maestro
responder de nuevo a esto. Con esto, tus dudas
se aclararán. Sea lo que sea que estés aprendiendo en
la clase, lo solicitarás. Esta clase no sólo va
a cubrir las prácticas, sino que también querrá aclarar
todos los conceptos que a veces se vuelven confusos. ¿ Verdad? Entonces con esto, sigamos
con nuestro ejercicio de aprendizaje.
3. ¿Qué tan detallado es este curso sobre Gráfico de control: Hola amigos. Les doy la bienvenida a esta
clase de gráficos de control, que es una metodología de control de
procesos estadísticos. La mayoría de nosotros, cuando estamos haciendo Six Sigma como proyectos greenbelt o proyecto Six
Sigma Black Belt. Estamos utilizando gráficos de control. Algunos de los participantes son, algunas de las personas
en la oficina también usan gráficos de control
como un siete Q. C2. Es bueno que todos
sepamos practicar gráfico de
control o cómo desarrollar el gráfico de control
utilizando diferentes herramientas. Tienes plantillas que
están disponibles en un sesgo. Algunas personas usan MinitaB, algunas personas usan JMP. En esta clase. Lo
que voy a cubrir es a partir de lo básico. Aunque es posible que esté
al tanto de las cartas de control. Es posible que estés al tanto de ciertos
conceptos a un alto nivel. Te voy a llevar paso a
paso en este curso, que va a cubrir
¿qué son las gráficas de control? ¿ Qué son los límites de control? ¿ Qué es una línea central
en la gráfica de control? ¿ Cómo detecto la radiación? Ejemplos de causa común y variación de causa
especial? ¿ Cómo puedo usar lluvia de ideas para
investigar este problema? ¿ Qué tipo de diferencia? ¿ Cuáles son los diferentes
tipos de pruebas que están disponibles para nosotros? ¿ Cuáles son los diferentes
tipos de gráficos de control dependiendo del tipo de
datos que necesita construir? Vamos a retomar muchos
ejemplos donde trataremos de
entender los conceptos
desde cero. Entonces vamos
a aprender ¿cómo aplico realmente qué gráfico
de control se usará? No sólo en teoría, sino también en términos prácticos,
donde te daré un caso de uso y te preguntaré o te guiaré a través del proceso de selección de la gráfica de control
correcta. Post, que también te estaré mostrando cómo construir esta gráfica de
control usando MinitaB y cómo
identificamos la
variación de causa especial dentro del proceso. Muchos ejemplos por aquí, lo
que
te facilita entenderlo y
aplicarlo a pesar de que eres
de diferentes industrias. Por lo que primero
explicaré el concepto. ¿ Cuál es el problema que enfrenta el ingeniero de
calidad? ¿ Cuáles son los datos
que está recabando? Y en base a los datos, que es la
gráfica de control correcta que necesita ser recogida. Así que espero que disfruten
aprendiendo a través de mí, no sólo la práctica de
crear el gráfico de control, sino también sobre los conceptos
que son muy importantes para
nosotros para asegurar que
somos capaces de despejar nuestra barra y
durante la presentación. Lo siguiente importante que voy a agregar es el proyecto. Así que por favor miren eso
en el siguiente video.
4. ¿Qué es los gráficos de control: Entonces, ¿qué son las gráficas de control? Tenemos B como
entendemos, ¿verdad? Es un gráfico que
te ayuda a encontrar si tu
proceso está en control. El proceso de audio está fuera de control. Te ayuda a identificar la presencia de variación de
causa especial si existe
en tu proceso. Siempre que haya variación de causa
especial
que esté presente en su proceso, se dice
que
su proceso es inestable, lo que significa que
es necesaria una acción correctiva en su proceso. Las cartas de control se utilizan
como la herramienta siete QC. También se utiliza en
la fase de control de sus proyectos Green Belt y
Black Belt. Y siempre es bueno
comprobar si mi proceso que estoy ejecutando hoy no está en control o está
fuera de control, o son sus posibilidades de
salir de control? Queremos identificar la variación de las causas
especiales, y queremos arreglarla. Tablas de control y
nada más que gráficas que
trazan los datos del proceso
en secuencia de orden de tiempo. Habrías oído hablar del concepto de trama de series de tiempo. Entonces sí, es una gráfica de
series de tiempo o gráfico de corridas, pero el elemento adicional que se agrega en la gráfica de control, línea central
más fácil, control
superior y límite de control
inferior. Y estos lo hicieron, estas líneas se dibujan con base en los datos
que usted ha proporcionado. La línea central representa
la media del proceso. Los límites de control representan
la variación del proceso. Por defecto, los límites de control
se dibujan a una distancia de aproximadamente tres desviaciones
estándar por encima y por debajo de
la línea central. Así que cuando tengo un gráfico de corridas, técnicamente un gráfico
ordenado por tiempo, pero tengo
elementos adicionales que me da más información como
la línea central, mi límite de control superior, y menor límite de control. Me ayuda a identificar
facilidad mi audiencia proceso, mi proceso no es estable. Los puntos que caen aleatoriamente dentro de
los límites de control indican que su proceso está en control y exhibe solo variación de
causa común. Entonces la variación de causa común podría ser cualquier cosa que
sea aleatoria, ¿verdad? Por lo que a veces cuando estoy hablando, pueden ser un rezago de 1 segundo. Eso podría ser por
los costos comunes. Pero si estoy hablando y
no puedes escucharme,
Esa es una causa especial. O mi micrófono no funciona o mi red
no funciona. He hecho clic en
el botón de silenciar. Habrá una causa especial
que necesita investigación. Y esos se pueden identificar cuando los puntos caen fuera
del límite de control. ¿ Se exhiben un guiño? Ya vuelvo entonces. Incluso si el proceso está dentro
del límite del contenedor, pero el patrón no aleatorio, indican
que el
proceso está fuera de control. La variación de causa especial está
presente en su proceso, lo que requiere
que tome medidas. ¿ Cuándo utilizo gráficos de control? Esa es una pregunta común
que tienen las personas, si estás monitoreando y procesando audio
en curso
tratando de obtener comprensión
de tu nuevo proceso. gráficos de control son una herramienta
muy útil. Puede usar gráficos de control
para demostrar si su proceso es estable y
consistente o de qué tipo. Un proceso estable es
aquel que
solo incluye variación de causa común y
no tiene ningún punto
fuera de control. Verifique que su proceso sea estable antes de realizar el análisis
de capacidad. Por lo que recuerdas en la
fase de medida de tu proyecto, tratas de hacer un
análisis de capacidad es cómo capacidades tu proceso si estás haciendo un proyecto Six
Sigma. Algunos pros, algunas
organizaciones también hacen un análisis de capacidad sobre una base regular para validar
si el proceso es estable. Por lo que tienes que hacer este análisis sólo después de saber que
tu proceso es David. Si un proceso no es estable, no
deberías estar haciendo
un análisis de capacidad o ese reporte pero
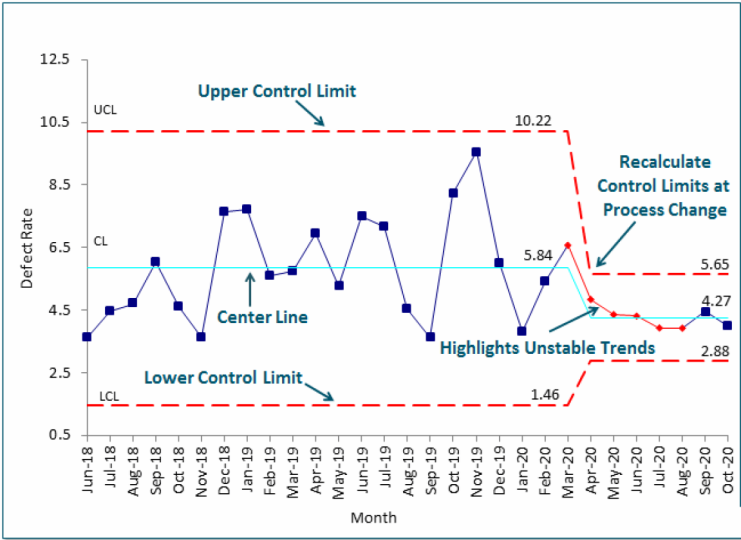
obtendrás no es un reporte válido. Evaluar la efectividad
del cambio de proceso. Este es también un escenario más donde se usan gráficos de control. Cuando los gráficos de control, es fácil comparar los cambios
en la media del proceso, cambios en la variación del
proceso. Comunicar el desempeño de su proceso durante un periodo de tiempo
específico. Como te dije que
se pueden tirar los gráficos se dibujan en una secuencia de orden de tiempo. Cuáles son los límites de nuestro control. Cubriremos esto
en el siguiente video.
5. ¿Qué son los límites de control?: Entendamos cuáles son
nuestros límites de
control, límites de control. Su gráfico de control representa variación de
su proceso
que le ayuda. Indico
proceso más fácil en control o es su proceso fuera de control controles remotos
controlados, límites y nada líneas
horizontales que se dibujan por encima y por
debajo de la línea central. Eso te ayudará a juzgar. Nuevamente, ¿mi proceso es
estable o no? Los
límites de control de esa persona se basan en la variación aleatoria
en el proceso. Por defecto, Minitab establece los límites de control como tres desviaciones estándar por encima
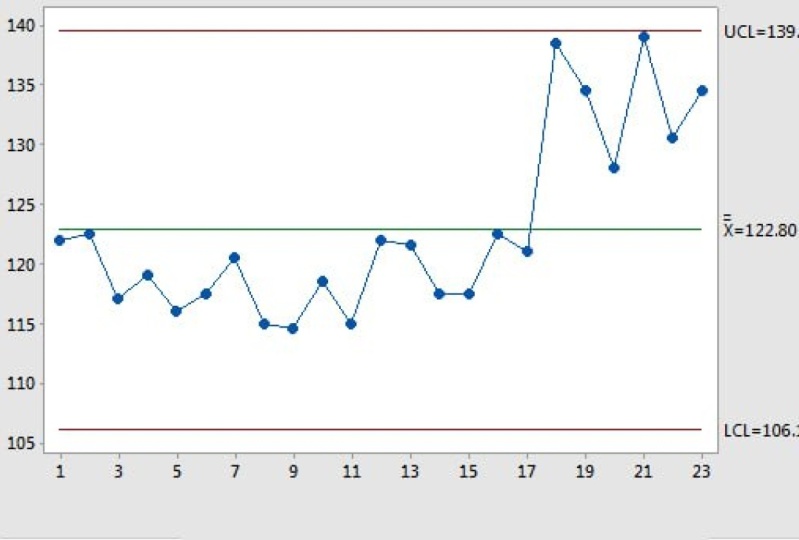
y por debajo de la línea central. Este es un ejemplo sencillo,
los límites de control. Por lo que podría tener los datos de
su proceso que se está dibujando en secuencia de orden de
tiempo. Esa línea roja en la parte superior, que se llama como UCL, es tu límite de control superior. Y la NCL es un límite de control
inferior. La línea verde es
tu línea central. Podemos ver en este proceso
que tengo dos puntos, que son dos puntos de datos que están más allá del límite de control
superior. Está indicando que el
proceso está fuera de control. Entonces significa que hay una variación de causa
especial y necesitamos investigarla. Entendamos la
diferencia entre límite
de control y límite de especificación en el siguiente capítulo.
6. ¿Qué son la línea central en límites de control?: En este capítulo
vamos a entender las
terminologías importantes como ¿cuál es la línea central y cuáles
son los límites de control? Entonces, ¿qué es una
línea central en un gráfico de control? La línea dental en
su carta de control representa el promedio del proceso, no necesariamente su proceso
deseado. Esta noche el
promedio de especificación dado por el cliente. Es lo que realmente está sucediendo y sucediendo
en tu proceso. La línea central es una línea de referencia
horizontal en una gráfica de control que
es un valor promedio. Y se basa en las características de
calidad que utiliza la línea central para observar cómo funciona
el proceso cuando se
compara con el promedio. Si el proceso está en control, los puntos variarán aleatoriamente
alrededor de la línea central. Ver este ejemplo. Lo
harás, la línea verde, que ves en pantalla, es tu línea central. Se trata del promedio
del proceso. Cada punto de datos podría ser
un subgrupo de números. Entonces subgrupo, podría ser una muestra
de subgrupo de cinco elementos, diez elementos, y así sucesivamente. Y se
toma ese promedio y se toma
el promedio de todos los datos para derivar en esta línea verde, que
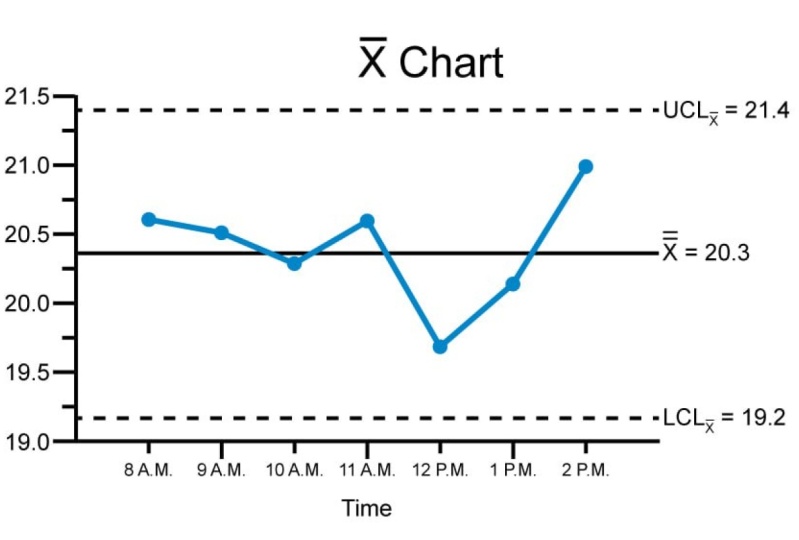
es su línea central. En este ejemplo, la gráfica de barras X muestra la longitud
del árbol de
levas de fabricación durante el período de la línea central
muestra la media del proceso. Y el subgrupo significa muy
aleatoriamente alrededor del proceso. Entonces ves que los puntos van hacia arriba y hacia abajo
alrededor de la línea verde. Y esto está sucediendo
debido a la presencia de alguna
variación de causa común en su proceso. Adjudicación de precaución
siempre que estés trabajando. No te confundas entre la línea central con el valor
objetivo de tu proceso. El valor objetivo proviene de la
especificación de su cliente, ¿verdad? ¿ Cuál es el resultado deseado? Esa es la línea objetivo, pero el resultado real
es tu línea central. Entonces ambos son diferentes. Uso de la carta de control
para detectar la radiación. Esto lo cubriremos
en el próximo capítulo.
7. Detecta variaciones: Comencemos a
entender ¿cómo puedo usar gráficos de control para detectar
variaciones en mi proceso? Las gráficas de control se utilizan para monitorear dos tipos de variación del
proceso. Como les dije en el capítulo
anterior, habla de la variación de causa
común y de la radiación de causa especial. ¿ Cuáles son la variación de
causa común y la variación de causa
especial podría ser una pregunta
que podría tener. Y cómo se
ve
la variación de causa especial cuando se está trabajando
en la gráfica de control. ¿ Cómo puedo identificar variación de causa
especial
en mi gráfica de control? El uso de lluvia de ideas
para investigar variación de causas
especiales
es una solución. Si identifica la
variación de causa especial y su gráfico, vamos a cubrir
todo en detalle. No corrija en exceso su proceso de variación de causa
común. Ese es un error común
que comete la gente. Debido a que algunos deshacerse de la variación de
causa común deben estar presentes en su proceso
porque es natural. Entonces vamos a entender que algún grado de variación es naturalmente
en cualquier proceso. Si comienzo mi entrenamiento, podría estar sentado
todos los días por la mañana a las
diez en punto para empezar a
grabar mi entrenamiento. Algunos días podría estar
presente en el tendón. Hagamos un ejemplo más
sencillo. Ordeno comida en speakeasies
swaggy que
entregaré la
comida en 40 minutos. Por ejemplo, podría
entregar la comida en 38 minutos. Al día siguiente, pedí
la comida
del mismo lugar y a través de 3D, pero el pedido podría llegar a ser
entregado en 30 minutos. Tercer día, podría ser
entregado en 32 minutos, 45 minutos. Cualquiera que sea la pequeña
variación que haya ahí. Y es aceptable que viene por la variación de causa
especial. Variación de causa común. La variación de causa común es un proceso natural y variación
inesperada
en el proceso. La variación por causa especial es una variación inesperada
en el proceso, que se debe a algunas ocurrencias
inusuales. Es importante
identificar y tratar de
eliminar la variación de causa especial en el proceso. Entonces por ejemplo, hago
un pedido en chirriante. Dijeron que se
entregará en 40 minutos, pero ya son dos horas y no pueden
entregar mi pedido. Definitivamente me
preocuparía. Ni siquiera esperaría dos horas inmediatamente
después de 45 minutos, llamaría y
diría ¿dónde está mi pedido? Y dicen que está en camino. Una hora más tarde significa
después de 60 minutos, yo otra vez bastante es mi orden. Y dijeron porque
hay fuertes lluvias, el conductor está atascado
en el camino y de ahí, el retraso en la entrega.
8. Ejemplos de variación de causa común y de causa especial: Hola amigos. Sigamos entendiendo cuáles son las diferentes causas de variación en nuestro análisis de datos
para el uso de gráficos de control, estamos usando, estamos tratando entender todos los conceptos
relacionados con las células de control. Una de las
cosas importantes que
aprendemos nuestras diferentes
causas de variación, que está provocando que la
gráfica de control se mueva hacia arriba y hacia abajo. Las causas pueden ser algo así como una variación de causa común o
una variación de causa especial. Si ves al
Agricultor a la derecha, el granjero límite a la derecha, recibe una bolsa de huevos, que son una caja de x, que son una mezcla de
blanco y de color. Cuando se mete en la
causa raíz del problema, se da cuenta de que todos sus huevos, ahí nuestro Lee mezclado de color x, están poniendo
huevos blancos y están vinculados color x, el poder. Entonces es una variación de
causa común. Por lo que necesita investigar
y tratar de reducir, minimizar. Se puede ir, él no puede
eliminar material, tratar de minimizar la variación de causa
común. El polvoriento granjero de la izquierda
también recibe una caja de x, que son una mezcla de
blanco y de color. Cuando
investiga en su granja de pólvora, va a la
causa raíz del problema. Se dio cuenta de que hay una raza particular
de gallinas que están poniendo color x resto
de las manos y su granja avícola o
todos los huevos blancos de Lane. Significa que hay una
causa asignable a este problema. Y de ahí, necesita
investigar qué causó que esta mano
pusiera la x de color Podría ser en la
alimentación, tuvo un problema, o el pájaro es de
un lugar diferente, o es una mezcla, ahí sería alguna causa
asignable a ella. Y las gráficas de control te ayudan a identificar la variación de
causa común y la variación de causa especial. Tomemos algunos ejemplos más de causa
común y variación de
causa especial. Entonces, por ejemplo, si un panadero
está haciendo una hogaza de pan, la fluctuación de temperatura
dentro de la vieja ligeramente bebé pesa
un centígrado hacia arriba y hacia abajo es aceptable
y eso se debe a una causa común variación de
la naturaleza del equipo. Pero supongamos que si la temperatura
se baja drásticamente, entonces podría deberse a alguna causa asignable como el panadero se olvidó de
cerrar la ventana. Las causas especiales te ayudan a identificar la causa asignable que
debe enfocarse. Un ejemplo más es registrar la información de
contacto del cliente. Si hay una persona
con experiencia, podría estar cometiendo errores
muy mínimos. tanto que si se trata de una persona nueva, existe la
posibilidad de que comete muchos errores. Por lo que significa que necesita
capacitarse y necesita
que le enseñen algunos
trucos que le puedan ayudar a hacer este trabajo de manera
más eficiente. Tomemos un ejemplo más para entender la causa común y variación de causa
especial en detección de moho
en juguetes de plástico. Por lo que cuando los juguetes de plástico
y hacen ligera variación, los juguetes de plástico es
aceptable porque esa es la naturaleza de
todo el proceso. Estás poniendo
el molde en el, lo siento, el plástico derretido en el molde y
ya está subiendo. Pero supongamos que la calidad
de la materia prima es mala. Al minuto que
sale el juguete y
lo sostengo, estalla, es muy duro. Podría deberse a una causa asignable que la
materia prima no sea de la calidad que
necesitamos y afecta la resistencia y la
consistencia del producto. ¿ Qué son las variaciones de
causa especial? ¿ Y cómo se ve cuando estás trabajando
en el chat? Un proceso es estable si no tiene ninguna variación de causa
especial, causa
común con
siempre existe, ¿verdad? Gráficos de control y gráficos de ejecución proporcionan una buena ilustración de la estabilidad del proceso o inestabilidad es mi hermano Steven,
o suena tabla. Podemos utilizar, pero uno de ellos, el proceso debe
ser estable antes sus capacidades evalúen
o mejoren nuestras iniciadas. Si mi proceso no es estable, recoger un
proyecto de Six Sigma no es aceptable, significa que no funciona. Si miraras
la gráfica de control, que está por aquí, te darás cuenta de que esta gráfica de control tiene
alguna variación aleatoria. Y estas variaciones se encuentran entre los dos límites de control que se identifican usando la línea de lectura. Todos los puntos están
fluctuando aleatoriamente alrededor de
la línea verde, que es mi línea central. Esto
lo demuestra claramente y ni siquiera está violando ninguna de mis ocho
reglas de la carta de control. Estaré hablando a detalle
de las diferentes pruebas que realizamos en las gráficas de control
en los siguientes videos. Si tu carta de control se ve algo así
con muchos puntos rojos y dice un 11155
y ve 333. Significa que el proceso no es estable y ha violado
la regla número uno, regla número cinco, y
número tres en este caso. Y estadísticas de que el
proceso no es estable. Hay algunas variaciones de
causa especial que hay que investigar. Si tiene alguna duda o alguna duda o aclaración, no dude en preguntar en la sección de
discusión a continuación. En caso de intentar aplicar
los conceptos fuera y asegurarse de completar el
proyecto y subirlo. En el siguiente video, vamos a
aprender sobre el uso ideas para investigar la variación de causas
especiales.
9. Uso de la lluvia de ideas para investigar variaciones de causa especial: Seguimos entendiendo las diferentes causas de
variación en cómo debo investigar sobre las variaciones de
causa especial que hemos identificado durante el,
en la carta de control. Por lo que podemos utilizar la lluvia de ideas como un ejercicio muy bueno para investigar la variación de
causa especial. Un buen punto de partida para investigar la
variación de causa
especial es reunir a
varios
expertos
en variación de causa
especial es reunir a procesos,
reunir a los
expertos en la materia por allí. uso de gráficos de control aumenta
los operadores de proceso,
los ingenieros de proceso, y
la prueba de calidad nos para hacer lluvia de ideas por qué una muestra
en particular. Están fuera de control. Porque sabes que cuando estás dibujando la gráfica de
control, está en
secuencia de orden de tiempo y
tendrás un ID de muestra que lo
identificará. Podemos ir a investigar lo que sucedió durante
esa instancia. Dependiendo de su proceso, también
puede incluir artículos
durante la próxima reunión. Cuando estés investigando la variación de causa
especial, debes responder algunas
de estas preguntas. Con las muestras estaban
fuera de control. ¿ Qué prueba para
causas especiales hizo la muestra? ¿ Qué significa cada prueba de campo? ¿ Y cómo yo qué busco? Estamos en todas las posibles
razones para la prueba de campo. El método común de
lluvia de ideas es hacer preguntas sobre por qué ocurrió una falla
en particular. Para determinar la causa raíz, puede usar el método 5-Why. Sigue preguntando el por qué, por qué, por qué, hasta llegar a la
causa raíz del problema. También debes usar un diagrama de
causa y efecto, o el diagrama de la espiga o el diagrama de Ishikawa
como lo llamas. Comprender los
diferentes tipos de diferentes tipos de causas que están causando variación de causa
especial. Al igual que si se trata de los hombres método
material, y así sucesivamente. Recuerda, no
sobreactues tu proceso para la variación de causa común. Pero es importante evitar la variación de causa
especial. Tratar de eliminar la variación de causa
común debe hacer que la materia sea peor. Considera un proceso de horneado de pan, una ligera deriva y
la temperatura que es causada por los órganos y termostato hasta parte de la
variación natural de causa común para el proceso. Si intentas reducir esta variación natural del proceso ajustando manualmente
la temperatura, configurando y bajando, probablemente
aumentarás la variable t en
lugar de disminuirla. Se le llama como sobrecorrección. Si tiene alguna duda o necesita aclaración sobre
alguno de este tema, no
dude en preguntar en
la sección de discusión a continuación. Y como siempre, intenta aplicar este concepto y
completa tu proyecto. Puedes desenterrar algunas gráficas de
control existentes que
tienes y tratar de averiguar qué hay hay
una tabla de procesos. ¿ Existe alguna variación de
causa especial? En el siguiente video,
vamos a conocer qué prueba para causas especiales
se incluyen en Minitab.
10. ¿Qué pruebas para causas especiales se incluyen en Minitab?: Hola amigos. Vamos a entender qué prueba para causas
especiales se
incluyen en MinitaB. Cuando estamos tratando de entender la estabilidad del proceso
usando gráficos de control. Prueba número 11,
más de tres sigma de
la línea central. Se trata de las pruebas más comunes
que siempre buscamos. Esta prueba identifica
el subgrupo que tiene inusual en comparación con
los otros subgrupos. Estos son universalmente
reconocidos como necesarios para detectar situaciones
fuera de control. Si una pequeña deriva en el
proceso fuera de intereses, también
debe hacer la prueba número dos para complementar la prueba número uno con el fin de crear una carta de control que tenga
una mayor sensibilidad. Pruebe el número 29 puntos
seguidos en el mismo lado
de la línea central. Esta prueba cambia identifica el tamiz en el
centro de proceso o variación. Si un pequeño cambio en el
proceso es de interés, debes usar test también, junto con test1
para entender qué ha causado esta
variación de causa especial en tu proceso. Porque si el proceso
está en un lado de la línea central
continuamente por nueve bytes, la probabilidad
de que ese punto salga de tres Six Sigma. Tres Sigma en un
lado es muy natural. Y podemos entender
el motivo ello o investigar el
motivo de ello con más confianza. Prueba número 36 puntos seguidos, todos aumentando o disminuyendo. Esta prueba detecta la tendencia. Esta prueba
busca series largas de puntos
consecutivos que están aumentando
o disminuyendo
constantemente el valor. Como puedes ver en este ejemplo, si está
aumentando continuamente por seis puntos, esta también es una probabilidad
de que se salga de control. Y ya lo es, el proceso está fuera de control y continúa. Es
una causa especial. Escribir algo
sucedió en el proceso lo cual hizo continuamente las variables o
el proceso dieran muestras que estaban
aumentando o
disminuyendo consistentemente en valor. En este ejemplo, se está
incrementando en valor. Escritorio número 414 puntos en una
fila alternando hacia arriba y hacia abajo. Una prueba para detectar variación
sistemática. Si quieres que el patrón de variación en el
proceso sea aleatorio. Pero un punto que prueba de
campo podría indicar que el
patrón de variación es este número por dos
de cada tres puntos, más de dos sigma o dos desviación estándar de la línea central
en el mismo lado. Por lo que como se puede ver, hay dos ejemplos de la
prueba número cinco. Por aquí. Esta prueba detecta cambios de pared
en el proceso con mucha facilidad. Escritorio número 64
de cinco puntos, más de una desviación estándar de la línea central
en el mismo lado. Entonces si ves este ejemplo, tenemos cuatro o cinco
los cuales estaban en el mismo estilo y lo harán a
más de una Sigma de distancia. Estos escritorio número seis detecta pequeño cambio en el proceso
como las otras pruebas decentemente. Así que número 715 puntos en una fila dentro de una sigma de la línea central
en cada lado. Pueden ver que
en este ejemplo, estos 15 puntos están muy
cerca de la línea central. Es como si estuvieran entrelazando la línea central de manera
muy eficiente. Esto detecta un patrón
de variación que
a veces se confunde como una
evidencia de buen control. Esto detecta control, esta prueba detecta límites de control
que son demasiado anchos. Porque lo habrías
dicho con base en tus viejos
límites de control de procesos que son demasiado amplios o a menudo causados por
los datos estratificados, lo cual ocurre cuando la causa
sistemática de radiación está presente
en cada subgrupo. Ese es el número 88 puntos seguidos
a más de una Sigma
de la línea central. A cada lado. Esta prueba se llama
como un patrón de mezcla. Está en el botón del mezclador. Los puntos tienden a caer
lejos de la línea central en lugar de caer cerca de la línea central que vimos en la prueba
anterior. Si tienes alguna consulta
relacionada con los diferentes tipos de
pruebas que acabas de aprender. Siéntase libre de preguntar en la sección de
discusión a continuación. Asegúrate de
intentar aplicar los conceptos fuera y asegurarte completar el proyecto
y subirlo. Gracias.
11. ¿Qué pruebas debo usar para detectar patrones específicos de variaciones de causa especial?: Entendamos qué
pruebas debo utilizar para detectar un patrón específico en
la variación de causa especial. Aprendimos sobre diferentes tipos de pruebas en el video anterior, deberíamos aprender cómo, ¿cómo puedo usarlos
más apropiadamente? Aplica ciertas pruebas basadas en tus conocimientos
sobre el proceso. ¿ Es probable que el
proceso esté moviendo el turno o hay una variación aleatoria
dependiendo de eso, se aplicará la prueba. Si es probable que sus datos puedan contener
un patrón particular, los
buscará
utilizando la prueba respectiva. Agregar más pruebas
al tarro no es correcto. Sólo aumentará las posibilidades de encontrar
un falso negativo, falso positivo
o una falsa señal que el proceso
está fuera de control. Cuando en realidad el proceso no
está fuera de control. Cuando aumentas
varias pruebas o cuando usas varias
pruebas juntas, aumentan
las posibilidades de obtener señal de falta de control. Vamos a entender cómo si, en caso de que estés trabajando
con datos variables, estarás usando gráficos de control de
variables. Si no está seguro de
qué prueba aplicar, por opción predeterminada, Minitab siempre
aplica la regla número uno, la prueba número uno, es decir, cuántos amortiguados
el punto de datos está fuera de la desviación
estándar de tres. Pero aparte de eso,
podrías intentar usar test1, test2 y test seven. Cuando aplique esto
en base a los límites de control, si se basan a partir de los datos. Después de establecer
los límites de control, debe utilizar los
valores conocidos para ese límite. Entonces no necesitamos la
prueba número siete. El número 11 de los límites de control, detecta un único punto
fuera de control. Eso es a nueve puntos seguidos
en un lado de la línea central detecta el posible cambio
en el proceso. Estos siete
demasiados puntos alrededor una desviación estándar
de la línea central. Detecta si los límites de
control son demasiado amplios y los límites de control Vida son causados por datos estratificados, lo que ocurre cuando se tiene una fuente sistemática de
radiación dentro de cada subgrupo. Déjanos entender si
estás trabajando con datos de
atributos de
defectos y defectuosos. En este caso,
no está seguro de qué prueba
usar UGA gratis para usar el escritorio
número uno y el número dos. prueba número uno está
a aproximadamente 1 del límite de control. Este número dos es de
nueve puntos y dibuja en un lado de
la línea central, detectando el posible desplazamiento. Después de que
se establezca el proceso. Usted es
límites de control siempre se dibujan en base a los valores de los datos que
usted ha suministrado. Estaremos haciendo muchos
ejercicios prácticos en las próximas lecciones. Así que mantente conectado. Y si tiene alguna
duda y pregunta, no
dude
en escribir en la sección de discusión a continuación, y asegúrese de tratar de aplicar
los conceptos fuera. Por favor asegúrese de hacer su
proyecto y subir el proyecto. Escribe tu opinión y comparte tus pensamientos
sobre cómo te
sentiste esta clase
cuando este número. En el siguiente video,
vamos a conocer qué prueba es aplicable
en mis gráficos de control.
12. ¿Qué pruebas están disponibles con mi gráfico de control?: Entendamos qué prueba es aplicable en mi controlador. Eso es número uno a ocho están disponibles en la mayoría de la gráfica de control de
variables. Tenga en cuenta que solo la prueba de
uno a cuatro están disponibles en la gráfica R y S
y la gráfica de rango móvil, que es el número uno a cuatro están disponibles gráficos de
control inexactos. ¿ Qué prueba es aplicable
en mi carta de control? A tiempo mejor control
Jan Minitab solo realiza una prueba para puntos que van más allá de
los límites de control. Ese es su número uno,
nuestra prueba número uno, que la prueba siete asume
que los puntos son independientes porque
los puntos trazados están en tiempo ordenados, el ponderado hacia
combinar la información de los subgrupos anteriores y los puntos no son independientes. Si tiene alguna pregunta, no
dude en preguntar en
la sección de discusión a continuación. En el siguiente video,
vamos a entender cuáles son los diferentes tipos
de datos y cómo he trabajado con ellos
en las gráficas de control.
13. Tipos de datos para gráficos de control: En este video, vamos a entender los
diferentes tipos de datos que tenemos para
nuestras gráficas de control. ¿ Qué tipo de datos tengo? Esta es la pregunta
que quieres responder. Tú, si tus datos son
sobre continuos, determina si tienes
algo así como longitud por B, que es un tipo de datos
continuo de tu proceso. Entonces vas
a usar gráficos de
control continuo como gráfico IMR, Nuestro x-bar R-chart,
x-bar S chart. Pero si tienes algún proceso
multivariante, entonces vas a usar controles
multivariados. Si sus datos son un atributo
como defectos y defectuosos, vamos a utilizar gráficos de control de
proceso de atributos, que son como gráfico n, gráfico
P, gráfico C. Hay algunos gráficos
que se llaman como un gráfico de proceso muy cuando, que estaremos
cubriendo por separado. Entonces, ¿qué tipo de datos tengo? gráficos de control
que utilice dependen si recopila
los
datos continuos o los datos de atributos. Si tienes contenido múltiple, variable
continua, considera si
tienes datos multivariados. Mike, las variables continuas
son números infinitos como 84704 algo, por lo que puedes
dividirlos sin fin. Los datos de atributos tienen dos
subtipos, binomial y Poisson. Los valores de un atributo de
datos están restringidos a categorías específicas
son valores distintos. Por ejemplo, los datos de atributos
podrían ser como caminos y sentir. El número de defectos
y una muestra también puede ser un atributo de datos que se
cae una distribución de Poisson. La medición continua
generalmente proporciona más información que los datos de
ese atributo. ¿ Recuerdas esto? Sin embargo,
los datos de atributo son generalmente más
fáciles de recopilar porque
solo hay que aceptar, pero es defecto o un efectivo y cuántos
defectos si es defectuoso. ¿ Los datos de atributos a menudo
se recopilan cuando las mediciones continuas
son difíciles de obtener? Los datos de atributos son a menudo calificación
subjetiva que son asignados por los operadores
y la persona de control de calidad. Porque siento que es
un defecto que conté. Si no siento
que sea diferente, no
llegaré a esa
dependencia ¿está ahí? Entendamos los datos del proceso de
control. Los datos continuos miden
las características como prestar, peso,
temperatura, etc. Los datos a menudo incluyen valores
fraccionarios o decimales. Por ejemplo, un fabricante de
fabricación de alimentos
quiere investigar
si el peso
del producto de cereal es
consistente a lo largo del tiempo. Para recolectar estos datos,
el analista de calidad registra el trigo a partir de una
muestra de las cajas de cereales. Si tiene alguna pregunta, no
dude en preguntar en
la sección de discusión. Y asegúrate de
completar tu proyecto e intentar aplicar estos conceptos. Escribe tu opinión.
14. Caso de uso: ayuda al ingeniero de calidad: Sigamos con nuestra
comprensión de las cartas de control. Las cartas de control
también se denominan como control
estadístico de procesos, SPC. Hacemos este ejercicio durante la fase de control de
nuestro proyecto Six Sigma. Spc fue desarrollado por
el Dr. Stewart en 1924. Dijo que ustedes, como va el concepto, y es una función de x No sólo
debemos
vigilar el proyecto, por qué, sino que también debemos
vigilar y controlar los combustibles vitales son los x's que están
contribuyendo a esa y Por
lo tanto, al monitorear continuamente la x e y juntos
usando la gráfica de control, se vuelve fácil para
el propietario del proyecto y el propietario del proceso monitorear el rendimiento y
mantenerla en control. Controlan los procesos de
manera proactiva. No lo es. Puede identificar claramente cuáles son las causas
naturales y las causas
asignables al agua. Las causas naturales no son causa
común y las causas
asignables no
son más que causa especial. También te ayuda
a identificar y prevenir el proceso de
estas causas especiales. Si nos fijamos en una gráfica de control, esto es sólo una muestra. Tendrá límite de
control superior
y límite de control inferior, que se crean aproximadamente una desviación
estándar de tres desde la línea central, que suele ser
la media del proceso. Y estos tres
números se están
calculando a partir de los
datos del proceso que has capturado. Cualquier cosa fuera del límite de
control superior está fuera del
límite de control inferior interno se llama como variación de causa especial
y su causa asignable. Si estás viendo una variación
en tu proceso que se enreda o va
alrededor de la línea central. Estos se deben a la variación de causa
común. Esto es sólo una
representación de muestra. La razón por la que tomó tres desviaciones estándar de la línea central es que
si se recuerda, en el búnker, 99.73% de los datos se está cubriendo dentro más o menos tres
estándar desviación. Entonces sea cual sea la variación que
estés viendo es 0.135 a la izquierda y
0.135 a la derecha. Eso es por la variación de causa
especial. Ahora, de nuevo, lo que
cubrí antes, sólo lo estoy repitiendo
porque esto es muy importante y también es
una pregunta de entrevista. ¿ Cuál es la diferencia entre límite
de control y especificación? El límite de control se está
calculando a partir de los datos que
controlan el libro y el control inferior. Y describe el agua. ¿ Qué es
capaz de lograr este proceso? Los límites de especificación,
por otro lado, son dados por el cliente
y la administración. Y especifican cuál es
el requisito del proceso. Describe lo que
el proceso debe lograr
para poder ser
llamado continuamente como un proceso capaz y es capaz de cumplir con los requisitos del
cliente. Por lo que de nuevo, límites
de control desde la especificación de datos, límites del cliente. Los límites de control
te ayudan a calcular y te ayudan a identificar la causa común y la variación de causa
especial. Si tiene puntos de datos
dentro del límite de control, pero fuera del límite de
especificación, significa que su
proceso no es capaz. Estaremos viendo esos
ejemplos en el futuro. Cuando tenemos estas gráficas de
control, ¿les he mostrado que es una desviación
estándar más o menos tres? Pero esos cálculos
dependen del tipo de
datos que tengas. Cuando estás haciendo gráfico de control. Tenemos datos variables
y datos de atributos. Los datos legibles también se
denominan datos continuos. Donde tienes puntos decimales como longitud, tiempo, distancia. Estos tienen se pueden dividir
continuamente. Entonces, si su subgrupo mide uno, entonces vamos por gráfico X IMR
o gráfico de rango
móvil individual. Si el tamaño de la muestra
es de entre 29, opta por X-bar,
R-chart o invierno. Pero si la muestra de nuestro subgrupo
es mayor a diez, es más fácil para nosotros calcular
la desviación estándar porque tengo más número de puntos de
datos en cada muestra, entonces estaré dibujando
una gráfica de barras X S. Por otro lado, si tengo un dato de atributo
o datos discretos, los datos de atributo
pueden ser de dos tipos. ¿ Es un dato defectuoso
o es datos defectuosos? ¿ Qué estamos monitoreando? Si son datos defectuosos y
el tamaño de la muestra es constante, podría ser cualquier número,
será 1020304023 o 12. Pero ese número, lo que sea
que estés tomando es constante. Después vamos por NP Chart porque los límites de control se están
calculando base en las fórmulas de
la tiza subyacente. La muestra variable. Por datos defectuosos. Al igual que por ejemplo, quiero calcular el número
de defectuosos. Pero hoy hice una producción
de 100 unidades a más robustas, hice una producción de 95 unidades antes de ese día eran 96 unidades. Por lo que mi tamaño de muestra es de
lectura diaria. Estaré usando el gráfico p. Estaremos viendo
ejemplos de Peter, donde entenderás
que los límites de control para una gráfica P y una
gráfica U son en zigzag. Eso lo cubriremos.
Note preocupes. Vamos a tener
mucha práctica para que todos estos conceptos se vuelvan
muy fáciles de grabar para ti. Vamos a continuar. Entonces si tengo datos de defectos, Es que el
tamaño de la muestra es constante, entonces utilizo c-chart. Si el tamaño de la muestra es confiable, voy por Utah. Lo que fácilmente trato de
recordar es si es defectuosa, entonces es una pieza, toda la
pieza se vuelve defectuosa. Por eso tenemos
P y NP Chart. Porque es constante, vamos por NP y porque es
variable, es un p-chart. El otro es obviamente
C. Y porque C es para constante sentado y
otro es Utah. Entonces traté de usar este jingle para recordar aquello que
se van a usar. Entonces, si es defectuoso, es P o NP dependiendo del tamaño de
la muestra. Si es defecto que es C y U. Y entre C y UC es lo que constante y Q es qué variable? Tomemos un caso de uso. Aunque. Hay un ingeniero de calidad
que está en una parte automotriz. Él quiere quiere monitorear
que cómo se está haciendo la longitud de los ejes de
levas. Cuenta con tres máquinas
que utiliza la empresa. Trabajan 24 por siete en
tres turnos diferentes. Entonces lo que hace el ingeniero es
que ha tomado una muestra de
cinco de cada máquina
durante cada turno, usted habría
adivinado fácilmente porque la longitud de la muestra es
un dato continuo. El tamaño de la muestra es de cinco. Significa que está entre 28 y voy
a ir por X-bar R-chart. Entonces entendamos cómo
vamos a hacer esto. Ya les compartí la ficha técnica, ¿no? Si llega a la hoja principal, tiene datos de longitud del eje de leva. Yo sólo tengo que venir
y dar clic por aquí. Me lleva a esa parte donde están
presentes los datos, ¿verdad? Te he dado muchos datos pero no tienes que buscar. Sólo tiene que utilizar la
hoja de medios para la cirugía. Tengo máquina 123
e IDs de muestra. Entonces sólo voy a copiar todos estos datos y
pegarlos en mi ficha técnica. Entonces voy a
tomar todos estos datos. Tengo mi MinitaB a mano. Voy a pegar
estos datos aquí. Entonces voy a dar clic
en gráficos de control Stat, variable con algún grupo. Y es porque sé que es un tamaño de subgrupo
menor a ocho. Voy a ir por X-bar
R-chart. Deja que venga el pop-up. Sí. Entonces todas las observaciones en la carta en columna
norte, sí. Nuestras observaciones del
subgrupo están en uno. Entonces lo estoy dejando así
y voy a seleccionar Máquina 123 y el
tamaño del subgrupo es cinco, ¿no? Y también puedo usar el ID del
subgrupo porque
puedo ver que tengo 111115, ¿verdad? Voy a dar clic en, Ok. De verdad voy a querer
hacer algunos errores para que entiendas qué
errores debemos evitar. Ahora, está diciendo gráfico de barras X
de máquina a máquina. Dago click en Salida Para ver todo. Se ha creado un
gráfico para cada máquina. Por lo tanto, gráfico de barras X para la máquina uno. Y si miras por aquí, puedes encontrar un punto rojo fuera del límite de control superior e
inferior. Entonces es una variación de
causa especial. Pero en el gráfico de rangos, todo está en control. Vamos a desplazarnos hacia abajo. A ver, máquina a máquina al proceso
parece estar en control, y el rango también
parece estar en control. Si veo la barra x en la
cárcel por árbol de máquinas, otra vez, tengo dos puntos de datos los
cuales están fuera de control. Ahora una cosa más
que hay que
observar es el límite de
control superior. Déjame acercarme un poco. El límite de control superior
para la máquina uno es 6.64301 y el inferior está bien. 98. Vayamos a la máquina dos. Es seiscientos
cinco noventa y ocho. Si voy a máquina
tres es 60298. Entonces, se puede ver que el límite de control superior
se está calculando por separado porque
los límites de control provienen de los datos del proceso. Y hay una variación, el límite de control, porque hay una variación
en los datos. A pesar de que el límite de
control superior es 602, tenemos puntos que van
más allá de los límites de control. ¿ Verdad? Y de la misma manera, les
pediría que miren los límites de control para la carta de lluvia
entre la máquina uno. máquina dos tiene un
rango de 0 a siete, y la máquina, lo siento, la maquinaria
ha oscilado entre 0 y siete. máquina dos tiene un
rango de 0 a dos, y la máquina uno tiene un
rango de 0 a cinco. Esto te da una idea que
refuerza el concepto que tus límites de control se están calculando
a partir de los datos del proceso. Puedo hacer el mismo gráfico y
llegar a múltiples gráficas. Y puedo ver lo mismo, pero yo diría, vale, puedo ir a X-bar, R-chart, ir a la prueba, y seleccionar la prueba
que son importantes. Entonces si recuerdas, dijimos que debes
estar probando para test1 y test2 para
entenderlo muy bien. Así que vamos a dar clic en, De acuerdo, vamos a hacer clic en Ok, y vamos a rehacer este gráfico. Usted puede ver que Minitab
se recalcula. Si ve la
gráfica de barras X para la máquina uno, sigue siendo el mismo punto de
datos fuera
del límite de control. Ahora bien, si estás comparando esto, puedes ver que porque
dije lo mismo por ella está mostrando muy claramente que el proceso es muy agudo y muy estrecho. Y CMV de cuatro pulgadas
también es muy menor. Y la máquina de tres y
la máquina de tres R-chart. En la parte inferior se puede ver
muy claramente que dice la razón de la prueba para el
gráfico de barras x en la máquina uno, prueba un campo 1, más de tres
desviación estándar de la línea central. Prueba falla en el punto número ocho. Para que puedas seguir adelante e identificar el subgrupo de a donde
el número de punto es ocho, y luego investigar qué
pasó ese día. Aprendimos ¿verdad? Tenemos que hacer lluvia de ideas para, para arreglar la variación de
causa especial. Los resultados de la prueba para la
gráfica de barras x para la máquina tres, prueba 11 a partir de tres desviación estándar
de la línea central. Esta prueba ha fallado
en dos lugares, Punto número 2, número 14. Por lo que se vuelve muy
útil para nosotros investigar lo que sucedió
en esa fecha en particular. Seguiremos con más
ejemplos en el siguiente video.
15. Caso de uso: proceso de enlatado: Hagamos nuestro próximo ejercicio de ayudar al
ingeniero de calidad con la lata de espera. Un ingeniero de calidad en una empresa de
contabilidad evalúa si el
proceso de llenado está en control. Como ustedes saben,
se trata de bebidas gaseosas. Si son más de
lo requerido, provocará una fuga
o la explosión de la caja. Y si es muy menos el
cliente está insatisfecho. Para comprobar si el proceso
Él tiene el control. El ingeniero recolecta
un subgrupo de n gans para minimizar la variación
dentro del grupo. Esa es una variación puede hacer
dentro de cada subgrupo. La ingeniería
recopila los datos
del subgrupo dado en un
corto período de tiempo. Ahora, vamos a entender ¿qué
tipo de gráfico debo usar? Cuál es el proceso
que estamos tomando los datos variables
porque quiero recoger cuánta cantidad
de líquido se llena
y cuál es el tamaño del subgrupo. Son diez. Por lo que necesito
usar una gráfica de x-bar S. Vamos a entrar en nuestro archivo de proyecto. En la cadena principal, tienes
los datos. Haga clic en él. Te llevará al lugar
donde los datos estén complacidos. Voy a copiar estos
datos en Minitab. Ahora haga clic en gráficos
de control Stat. Datos legibles con
subgrupo y x-bar S gráfico como mi número de muestras
en cada subgrupo es diez, es más de ocho. Todas las observaciones
están en una columna. Sí, así que voy a poner como el tamaño del subgrupo
o el ID del subgrupo. Voy a
mencionarlo porque va a ser 1 tercio, solo
voy a dar clic
en la opción x-bar s para ambas pruebas y prefiero
hacer la prueba número dos también. Da clic en Ok, haz clic en OK. Ahora déjame ver la salida. Entonces la salida que
obtuvimos es el gráfico de barras X, donde podemos ver que
la prueba ha fallado. En el punto número tres, el rango no ha fallado, pero el gráfico de barras X ha fallado. Entonces prueba1, 1 de cada tres, más de tres
desviación estándar de la línea central. El test falló en el
punto número tres. Pero pedirle al
ingeniero de calidad que vuelva a los datos y vea que
¿qué pasó cuando él, cuándo se recogieron estos
datos? Y lo que pasó
durante este proceso, que el proceso
estaba fuera de control. Y como pueden ver, el proceso está fuera de
control en la parte inferior. Para limitar. Significa que se sintió menos cantidad
de líquido. El ingeniero de calidad
ahora necesita traer fuerte que lo que sucedió
durante esa hora. ¿ Y es algo que es
una causa asignable? ¿ Y cómo podemos evitar que suceda ese costo
especial? ¿ Otra vez? Tomemos el siguiente
ejemplo en el siguiente video.
16. Caso de uso: proceso de moldeo por inyección: Ahora ayudemos al otro ingeniero de calidad
de una empresa plástica. Si puedes ver esto, es un proceso de moldeo de plástico. Una pequeña animación
que es azul por VR, se muestra por aquí. Por lo que se puede ver que el molde
de plástico viene por aquí. Pasa por el canal
donde hay mucho calor. De ahí que el plástico se derrita. Se mete en la sección de
moldeo donde se guarda
la comida y cuando sale el producto, es un bonito juguete que
podemos vender en el mercado. Por lo que el caso de uso es el ingeniero de
calidad para una empresa de piezas de plástico monitores y proceso de moldeo por inyección. La máquina tiene un tinte que
crea £5 en una sola vez y que el ingeniero recoge 20 subgrupos de cinco partes cada uno. Ellos ingenian
monitores tanto dentro de variación de
subgrupos como entre variación de
grupo
al mismo tiempo. N entre los lotes. Entonces, mientras estamos tratando de monitorear el proceso de
moldeo por inyección de plástico, tenemos un tamaño de subgrupo de cinco y Él está seleccionando 20 puntos de datos de
subgrupos. Entonces, obviamente, ¿cuáles son los datos que vamos a mirar? ¿ Con qué tipo de gráfico
necesitamos trabajar? El tamaño de mi muestra es
menor a ocho, por lo que necesito usar
un gráfico R de barras X. Obviamente son los datos
variables. Vayamos a nuestras tablas de control. Tengo mis datos de
moldeo por inyección por aquí. Voy a copiar los datos de los pods y
el
subgrupo en MinitaB. Ahora, esta vez
voy a mostrarles este proceso usando la función
asistente en MinitaB. Por lo que al hacer clic en Asistente, vaya a gráficos de control. Son datos continuos. Datos recogidos en el subgrupo Sí. ¿ El subgrupo es menor a ocho? Sí. Entonces voy por un
x-bar a cargo. Se puede ver lo intuitivo que es por aquí trabajar
con muchos tocados. Mis datos están presentes en parte. No es un tamaño constante, Así que no he visto la
columna WhatsApp group ID está por aquí. ¿ Cómo determino los
límites de control y la línea central? Digo estimarlo
a partir de los puntos de datos. Se ha identificado de inmediato que hay ciertos puntos donde los datos se están
perdiendo en x-bar y R-chart. Por lo que me voy como
está y da clic en. De acuerdo. Cuando miro la salida, ha creado
mi X-bar R-chart cuatro
partes. Es el proceso que
está siendo es un proceso que
estamos monitoreando grapa. Dice, no, el
proceso no está ahorrando. El proceso que estamos
monitoreando no es estable. Los subgrupos están fuera de
control en la gráfica de barras X. Ten en cuenta que puedes ver un 0.7% de
subgrupos fuera de control por casualidad. Pero más que eso se llama como una variación de
causa especial. Cuando miramos este gráfico, esta vez, tenemos un problema
en el R-gráfico X-bar. Al subgrupo anterior
le faltaba el punto en el límite
superior de control. Y al siguiente subgrupo le falta el punto por debajo del límite de control
inferior. Definitivamente se requiere el ingeniero de calidad
investigue lo ocurrido durante el punto número 13 y la muestra que se recolectó
durante el punto número 14. También encontramos que el gráfico de anillos también está teniendo
un límite fuera de control. Lo que significa que el rango, la muestra que se recolectó
durante el punto número ocho tuvo una amplia
variedad de radiación. Entonces, ¿fue una
causa asignable o hay un sesgo? ¿ Cuándo se recogen
los demás datos? El ingeniero
necesita investigarlo. Siempre que estamos haciendo
un gráfico R de barras X, buscamos ciertos patrones. ¿ Existe una tendencia global como la forma en que estás
viendo por aquí? ¿ Ves algún patrón
cíclico? Actualmente en estos datos? No estoy viendo ninguna tendencia global. No estoy viendo ningún patrón
cíclico. ¿ Existe un cambio en el proceso? Eso lo veo, sí. Hay un leve por lo que el punto estaba abajo y luego hay
una nave que va para arriba. Está a la deriva, como si
estuviera completamente abajo y arriba. No veo ninguna deriva por aquí. ¿ Es eso una oscilación de datos? No por el momento. ¿ Se pueden ver algunos patrones
de mezcla? Puedo ver un
poco por aquí. ¿ Se puede ver algún
exceso fuera de control? Lo puedo ver tanto en
mi x-bar como en R-chart. Por lo que dice muy claramente el gráfico de barras X ha pasado por alto el límite de control
en por el número 1314. El R-chart se salió de control durante el
punto número ocho, lo
que
nos facilita entenderlo. ¿ Por qué deberíamos ir a
investigar, verdad? No necesitaría
preocuparse por la precisión de los límites de la carta de
control porque 70% o más puntos de datos están incluidos en el cálculo. Sus datos han pasado
una prueba de correlación. La correlación entre los puntos de datos
conjugativos dentro de cada subgrupo
es menor a 0.02. Significa que la aleatoriedad está ahí cuando se
recolectó la muestra. Pero sí, hemos encontrado que el proceso
está fuera de control, que está solicitando
al ingeniero de calidad que investigue el asunto. Espero que estén disfrutando los ejercicios prácticos
de la carta de control. También le solicitaría
practicar todo esto desde la ficha técnica y
subirlo en el apartado de proyectos. Si tiene alguna pregunta, no
dude
en preguntar en la sección de preguntas y respuestas. Seguiremos con un
ejemplo más en el siguiente video.
17. Uso de datos de pH de detergente de caso: Ayudemos al ingeniero de calidad de una empresa de detergentes. Este es un caso de uso donde el ingeniero de calidad
quiere establecer los datos de pH. El ingeniero de calidad
quiere mapear y monitorear al fabricante
del detergente líquido
y quiere evaluar si el
proceso está en control. ingeniero mide el pH o aclara conjugar dos
lotes de detergente. Y debido a que los datos
no se recopilan en subgrupo, se requiere que
use la gráfica IMR. Está usando 25 lotes
constitutivos y pregunta qué está
midiendo es el pH, que es un dato continuo. Vamos a
utilizar un gráfico IMR. Te voy a mostrar una vez
más nuestros tipos de gráficos de control porque esto te
ayudará a recordarlo de por vida. En carta de control, el tipo de datos que estamos midiendo su pH, que es un tipo de datos variable. Cada lote está seleccionando un valor de muestra
y por eso nosotros, n es igual a uno. Y de ahí vamos a
ir con el gráfico IMR. Pasemos al archivo del proyecto. Este es el archivo de
datos del proyecto que he enviado nuestro subido en
la sección de discurso. Desplácese hacia abajo, encontrará los
datos de pH del detergente. Haga clic en él. Te llevará al lugar
donde estén presentes los datos. Ahora voy a copiar
estos datos en Minitab. Yo he hecho frente. He copiado estos
datos en Minitab. Necesito ahora construir mi
gráfico IMR. Hay dos maneras. Uno, puedo ir a
estadísticas, trotar velas, y luego ir a gráficos extraños para individuales y hacer clic en IMR. Pero esta vez
usemos la asistencia. Entonces voy a hacer asistente, da clic en gráfico de control. El tipo de datos es continuo, es el subgrupo de datos recolectados. Sepa que voy a
usar el gráfico IMR. El volumen de datos es Beard. Y quiero estimar los límites de control y
la línea
central a partir de los datos. Se dice muy claramente
el punto número tres. Hay un punto posible
que está fuera de control. Como ingeniero de calidad, nunca
borro ningún punto de datos porque ese es un punto
para que yo investigue. Simplemente hago clic en Ok y
ven a ver mi salida. Sí. El gráfico IMR para la paz es
este proceso significa mesa. Dice, no, la media del proceso no
es estable por 4% de tiempo. El proceso puede
no ser estable porque el porcentaje de los puntos de datos están fuera de control en la carta ocular. Ten en cuenta que 0.7% de
fuera de control es por casualidad, aunque el proceso sea estable. Pero ahora tengo más
datos que está fuera de control y este punto de datos ha perdido en la prueba número uno, podría llover gráfico de rango
móvil. Mi proceso no está
fuera de control. Buscamos ciertos
patrones cada vez que
construimos nuestras
gráficas de control, como tendencias, desplazamiento
cíclico, derivas, mezcla de
oscilaciones y puntos excesivos
fuera de control. En mi proceso actual, puedo ver muy claramente que hay un punto
fuera de control. No estoy viendo mezcla
en oscilaciones, turnos y deriva en mi
actual capítulo de control. La variación del proceso es Steven, ningún punto está fuera
del límite de control en el gráfico de rango móvil, pero hay 1 que está fuera de control en el
charter individual, el que compruebo. Si los datos no son normales, se
puede ver que esto podría
ser una tasa de falsa alarma. Por lo que hay que hacer también
la prueba de normalidad, que se ha cubierto
en la otra serie. Como ingeniero de calidad, el consejo que le daría a
este ingeniero es asegurar que la calidad consiga monitorear e investigar lo sucedido durante el punto número ocho. Espero que hayas entendido el
concepto y puedas
aplicar esto en tu propio
proyecto utilizando tus propios datos. Aparte de eso, le
pediría que
practique el uso del conjunto de datos
que se da aquí.
18. Uso de datos de longitud de la barra de acero: Pasemos al siguiente caso de
uso en las gráficas de control. Aquí, ayudemos al
ingeniero de calidad que quiere determinar si el proceso de
corte de barras de acero está en control. Se ingenian mide
la longitud de cinco barras de acero,
algunas carpas, barcos. Puedes adivinar cuál es el
tipo de datos que estamos usando? ¿ Y qué tipo de
carta de control deberíamos usar para determinar si
el proceso está en control? ¿ Puedes ayudar al ingeniero
de calidad? ¿ Se puede escribir en la sección de preguntas y
respuestas que qué tipo de
gráficos de control de fecha deberíamos usar? Gracias por estar comprometido. Tienes razón. Como la gráfica de control
está disponible, es
decir, la longitud
de la barra de estado y el tamaño de mi subgrupo
está entre 2528, es
decir, el tamaño de mi
subgrupo actual es cinco. Voy a seguir adelante
con el R-gráfico X-bar. Tomemos el archivo del proyecto. Tengo mi archivo de proyecto de datos, el cual ya compartí
con ustedes en este proyecto. Por lo que debe ir a
recoger datos de tierra de barras de acero. Haga clic en él. Te llevará al lugar
donde estén presentes los datos. Voy a copiar estos
datos en Minitab. Sí, los datos están
presentes en Minitab. He copiado los datos
de mi ficha técnica. Hagamos el análisis. Hago clic en gráficos de control Stat, variable ese subgrupo
x-bar a cargo. He colocado longitud en la columna de datos e
ID de subgrupo en el tamaño del subgrupo. Voy a la x-bar
u opción y voy a la sección de prueba y me aseguro de que se seleccionen
los test número 12. Recuerdan que aprendimos esto
durante la etapa más temprana. ¿ Qué prueba usar? Cuando hago clic en Ok,
hago clic en Ok. Minitab va a hacer el
análisis y sacarme. Si ves esto, nos ha preparado
el gráfico de barras X. Puedo
ver muy claramente que
no hay puntos de datos que se
vayan fuera de control. Cualquiera que sea la variación que
estamos viendo en el proceso se debe a alguna variación de causa
común, necesitamos continuar
monitoreando este proceso. Como puedo ver que
hay un punto de datos tocando casi el límite de control superior. No he solicitado al ingeniero de
calidad que recoja algunos datos más para
estar seguro de que los datos se procesan en control. Te solicitaría
hacer el ejercicio similar, crear tu proyecto y subir el proyecto en
la sección de proyecto. Estaré encantado de revisar tu proyecto y
darte la retroalimentación. Y esto me dará confianza que todos ustedes están disfrutando de lo que están aprendiendo y
también son capaces de aplicar
lo que están aprendiendo. Sigamos con otro
ejemplo en la siguiente clase.
19. Usar datos de llamadas de caso sin respuesta: Hola amigos. Supongo que estás disfrutando y aprendiendo mucho de
esta gráfica de control. Lecciones. Hemos visto ejemplos de x-bar, R-chart, X-bar chart,
y gráfico IMR. Hasta ahora, entremos en
el tipo de atributo de datos. Aquí tenemos un ejemplo
del call center. El supervisor de un
centro de llamadas quiere determinar si el
proceso de contestación de llamadas está en control. El supervisor registra
un total de llamadas
entrantes y el número de metas
sin respuesta durante 21 días. Como ya sabéis, si somos el
cliente y estamos llamando a bunny para una consulta y nuestro
teléfono no se contesta. Nos sentimos frustrados. Y entonces no queremos
volver a esa empresa
a trabajar de nuevo, a asociarnos con ellos o comprarles
los productos. De ahí que la llamada sin respuesta sea un problema importante en la industria del
contact center. Y tenemos que ayudar
al supervisor a entender cómo puede reducirlo y si actualmente está su proceso
en control o no? Debido a que el tipo de datos
es recuento de defectuosos, no se contesta todo
el objetivo, por lo que no es defecto,
pero es defectuoso. ¿ Y puedes controlar diariamente
el número de
llamadas entrantes? Son variables. De ahí
que tengamos que usar el personaje. Tipo de datos es atributo
porque es el número de llamadas. Y mis tipos de
datos sub tipo de datos es defectuoso porque no contesto una
parte del colon, así que correcto. O contesto el color, no
contesto la llamada. Cada columna es una pieza. El número total
de llamadas recibidas en un día es un número variable. De ahí que sea un tamaño de muestra
variable, y por lo tanto necesitamos
ir con el p-chart. Vayamos a ver nuestros
datos en la hoja Excel. ¿ El archivo de datos del producto que ya
he compartido contigo? Haga clic en una respuesta. Convocatorias. Aquí están presentes datos, y puedo
ver muy claramente que en pocos días, tengo veintitrés
cincuenta y tres llamadas a 65 llamadas a 58 llamadas, y así sucesivamente. Tengo el número de llamadas
que no se contestan. Entonces seguiría adelante y copiaría
estos datos en Minitab. He copiado los
datos en Minitab. Ahora necesito realizar la prueba. Puedo seguir adelante, clic en gráficos de control Stat. El tipo de datos es gráfico de atributos, y ya sé
que necesito construir un p-chart. Hago clic en él. Veo llamadas sin respuesta y el
tamaño del subgrupo es de llamadas totales. Voy a la
opción de gráfico P, voy a la prueba, y puedo determinar cuáles son
todas las pruebas que quiero probar. Entonces voy a dar clic en todas las cuatro pruebas para ver si alguna de estas falla en el escritorio. Dé clic en Ok,
hago clic en Ok, se producen
mis datos. Vamos a ver la salida. Podemos ver el p-gráfico
para los montos se llaman. Y mis datos
están muy dentro del límite de control. Y no ha violado ninguna de las cuatro pruebas que
realizamos en el p-chart. Una cosa interesante
que podrías haber observado es que las
líneas son en zigzag. El límite de control no es la línea
recta como la forma en que vio en la gráfica R de barras X
o la gráfica IMR. ¿ Se puede adivinar la razón por la que? ¿ Tienes razón? Debido a que mi
tamaño de muestra está usando, mis límites de control
también varían en consecuencia. Y de ahí que la
gráfica p tendría es exactamente la prueba se realiza
y no hay radiación. El proceso está en control. La variación se debe a la variación de causa
común. Si has hecho
el mismo ejercicio, te
solicitaría que copies esta gráfica, guardes, y la subas en la sección
de proyectos de este curso. Estaré encantado de revisar
su proyecto y
estaremos encantados de compartir mis comentarios. Si tienes otros datos
relativos a los defectuosos, quieres que lo revise. Por favor, súbalo como proyecto. No vas
a violar ninguna NDA porque no vas
a compartir los datos. Ya vas a
compartir el gráfico conmigo. Asegúrese de
no cargar ninguno de los datos de su empresa
en Skillshare. Simplemente cargarás esa
información donde necesites aclaración sin
revelar el nombre
del cliente o de la empresa
desde donde estás subiendo. Gracias. Aprenderemos más
en la próxima sesión.
20. Use Case Defective Umbrella P chart: Hagamos un
ejemplo más de lo destacado. En la vida real. La mayoría de las veces nos dedicamos a la fabricación
y producción. Incluso si estamos en la industria de
servicios, consideramos que el cliente siempre
está monitoreando como en
defectos y defectuosos. Y de ahí, te estoy mostrando cada vez más ejemplos para los diferentes
tipos de atributos de gráficos de control. Entonces esto es de nuevo, un
lugar más donde el supervisor de una unidad de manufactura paraguas quiere evaluar la
calidad de la producción. Como saben que ahora es una temporada de
monzones en India, la venta de paraguas está en su apogeo. Entonces si la configuración de fabricación no produce paraguas de
buena calidad, incluso no
podrán venderlo. Y los paraguas restantes se quedarán atrás con ellos como acciones, que sólo
podrán estar vendiendo el próximo ejercicio
o el próximo mes próximamente. Entonces para evitar eso, el supervisor quiere registrar el número total de paraguas
que se
fabricaron todos los
días y el número de defectuosos durante 21
días en una serie. Porque el 21 es un buen número, podemos seguir adelante con esto. Nuevamente, repito ya
que estamos comprobando si hay datos
defectuosos y el tamaño
de la muestra es confiable. Voy por el lanzador. Vayamos a copiar
los datos de nuestra
hoja de datos en Minitab, lo cual ya he hecho. Voy a la hoja principal, tengo datos paraguas. Déjame desplazarme hacia
arriba los datos del paraguas. Y he copiado estos datos
de aquí al MinitaB. Voy a asistente, voy a gráfico de control, voy al p-chart y
número C de columnas defectuosas. Por lo que es paraguas defectuoso que es tamaño de subgrupo constante. Conocer la columna de
tamaño de subgrupo es producto total. Quiero estimarlo a partir de
los datos y doy clic en Ok. Paraguas defectuoso de Pascua se cobrará por paraguas defectuosos. ¿ La proporción de artículos
defectuosos es la tabla? Sí, es estable. La proporción de artículos
defectuosos tabla, no
hay subgrupo,
razón por la cual salir de la habitación. Se vería cuando estoy haciendo el p-chart usando el asistente, mis límites de control
están saliendo como una línea recta en lugar
de la línea en zigzag. Ese es un problema
con el p-chart. Si estoy usando un asistente, si hubiera hecho lo
mismo usando estadísticas, gráficos de
control,
datos de atributos, y p-chart. Tomado el defectuoso. Y para reproducir cuáles
son la opción p-chart, vaya a la prueba y asegúrese de que toda la directiva de escritorio haga clic
en Ok, haga clic en ok. Ahora puedes ver
que está mostrando el p-chart para paraguas
como una línea en zigzag. ¿ Verdad? Perfecto. No obstante, debido a que la línea
está muy lejos, está bien. Aunque fuera una línea recta porque no te estás
perdiendo ningún punto. A menos que viéramos lo que
vimos antes donde teníamos la llamada cuando teníamos
este tipo de líneas en zigzag. Y de ahí aquí
era muy importante que usáramos lo normal. Entraremos a la
tabla de control de estadísticas y haciéndolo. Maravilloso. Me alegra que hayas
estado practicando
conmigo muchos casos prácticos
sobre aprenderlo mucho. Si tiene alguna duda, no
dude
en escribir en la sección de preguntas y respuestas o en la sección de
discusión debajo de esta. Estaré encantado de responder
tus consultas y estaré encantado de ayudarte con
cualquier duda que tengas. Sigamos por otros
ejemplos en el siguiente video.
21. Use Case Hospital Medical Records Datos de defectos: Continuemos con el siguiente ejemplo en
las gráficas de control. Este es un ejemplo de un
caso de uso del hospital. El hospital mantiene los registros médicos
del paciente. Como ingeniero de calidad, hay un problema
que estamos enfrentando. El supervisor de
un pequeño hospital quiere asegurarse de que
el número de flechas en los
registros médicos del hospital permanezca en control porque se trata la vida del paciente. Registros del supervisor,
el número total de registros
médicos que
se llenaron cada día, y el número de
registros que son incompletos o inexactos
que son defectuosos. Entonces como ustedes saben que
el número total de registros que
pasamos cada día es un número variable y estamos hablando de
un registro defectuoso. Entonces, ¿puedes adivinar cuál es el tipo de gráfico que
necesitamos preparar? Sí, tienes razón. Tenemos que preparar el p-chart. Entonces debido a
que los datos están relacionados con los
conteos de defectuosos, vamos a usar la imagen. Nuevamente para recapitular. Nuestros datos son datos de atributos, tamaño de muestra variable
defectuoso. De ahí que vamos a usar beta. El motivo por el que sigo
mostrándote esto
una y otra vez es para asegurar que esto
quede impreso en tu mente. Ahora vamos a
nuestro archivo de proyecto. En el archivo del proyecto, hay
que ir a buscar
los datos que se refieren a las
historias clínicas. Por lo que se puede ver que son registros médicos
defectuosos. Daré clic en esto
y
me llevará al lugar cuando esté ahí el registro
defectuoso. Voy a copiar estos datos. Y podemos ver muy claramente
que los tamaños de muestra usan y los defectuosos también
son diferentes. Entonces estos son el número total de registros, estos otros defectuosos. Voy a copiar esto en mente. Minitab. Sí, aquí
tengo los datos. Como vamos a
utilizar la gráfica P, puedo ir a gráficos de control stat, gráficos atributos, y
seleccionar el p-chart. El número total de la
variable es defectuosa, y el tamaño del subgrupo es el número
total de registros. Yo iría a gráfico P e iría a la prueba y aseguraría que todas
las protestas estén activas. Dé clic en Ok,
hago clic en Abrir. Ha salido la salida. Vayamos a la ventana de salida y busquemos lo que ha pasado. Podemos ver que hay
múltiples lugares donde la gráfica P tiene en la
prueba número uno. Es el punto número
810 treinta y cinco, cincuenta y seis setenta y cinco
ochenta y siete ochenta y nueve. Tenemos que ir a nuestros
datos y mirar lo pasó ese día que
tenemos tantos de los factores. Los defectuosos están por debajo
del límite de control inferior y así
como el límite de control superior. obstante, este es un cambio
positivo que tenemos haciendo
menos defectuosos. Pero tenemos que
entender cómo pueden ser tan cuidadosos y por qué no podemos reforzar el mismo
patrón todo el tiempo para que nuestros
límites de control cambien. También se puede ver que los datos,
los límites de control
son altamente zigzagueantes debido a que el tamaño de
datos disponible está desgastando. Cada día lleva puesta mi
talla de muestra. Y en base a eso,
los límites de control de los ratones son altamente zig-zag. De acuerdo, entonces ahora espero que hayas
entendido lo que hay que hacer. Es necesario
investigar el asunto. En la
materia los expertos acuden
al punto número ocho e investigan lo
ocurrido ese día. Entonces vendría aquí e iría al punto número ocho
y vería que, Oh, de 1700 registros, 1778 registra sólo vectores 3D. Es algo positivo. Pero por qué no puedo repetir este comportamiento una y
otra vez por otro esto, si fuera posible tener algunos buenos datos sobre las fechas
particulares, me gustaría reforzar y
repetir el buen comportamiento. Espero que lo entiendas. Te solicitaría practicar archivo de proyecto
creativo. Guarde este archivo de proyecto como una imagen y asegúrese de
que lo suba. En la sección de proyectos. He creado un video separado que cuenta cómo puedo
subir el proyecto. Me gustaría revisar
tu proyecto y darte la retroalimentación y compartir la experiencia que has conseguido aprendiendo a mi clase. Continuaré el
resto en el siguiente video.
22. Usar los datos de bombillas defectuosas de caso: Tomemos un ejemplo más
sobre datos defectuosos. Aquí tenemos los datos
de la bombilla. Ayudemos al
ingeniero de calidad en esta empresa. El ingeniero de calidad
evalúa si el proceso utilizado para fabricar
bombillas está en control o no. Como ustedes saben, el bulto
puede ser completamente defectuoso o es que
pone en la luz. No puede ser medio defectuoso. De ahí que se trate de un dato defectuoso
y datos no diferenciados. El ingeniero prueba
500 bombillas cada hora para turno de 38 horas. Como el tamaño de la muestra es constante, vamos a utilizar
los datos defectuosos. Para un tamaño de muestra constante. El Ingeniero registra el número de bombillas que no se encendieron. De ahí que esté grabando
las bombillas defectuosas. Como entendiste. Estamos contando el número de defectuosos con el tamaño de muestra
constante. Vamos a
utilizar el gráfico np. Tomemos el resumen de nuestros
tipos de gráficos de control. Estamos viendo datos de atributos, estamos viendo datos defectuosos, y estamos viendo un tamaño de muestra
constante. Veamos ahora el
conjunto de datos que tenemos. Busca los
datos de esta bombilla. Yo sólo soy Sí. Por lo tanto los datos de la bombilla defectuosa. Tengo dos campos sobre este
grupo ID y defectuosos el número de
bombillas que
no se encontraban dentro del subgrupo. Los datos están por aquí. Voy a copiar estos
datos en Minitab. El ID del subgrupo,
que se mira por aquí es un identificador, pero el tamaño del
subgrupo está diciendo 500. Vayamos a MinitaB. Y he pegado
mis datos por aquí. Ya que es un tamaño de muestra constante. Para datos defectuosos,
voy a dar clic en Stat. Gráficos de control.
Datosde atributo, np dot. Estoy seleccionando los vectores y el tamaño
del subgrupo es de 500. Voy a NP Chart. Haga clic en Test y asegúrese de que las cuatro marcas estén marcadas. Da clic en Ok. Da clic en Ok. Ahora
reflexionemos en la gráfica de control. Podemos ver que en este punto, la prueba número
tres ha fallado. Y en este punto la prueba
número uno ha fallado. Entonces cuál es la prueba número 11, más de tres
desviación estándar de la línea central. Esta prueba ha fallado
en el punto número 16. Hay 36 puntos seguidos, todos aumentando o disminuyendo. Esto ha ocurrido en el
punto número nueve. Si ves desde el punto número 32, número nueve, tenemos una tendencia decreciente
continua. Por lo que quisiéramos investigar
lo que sucedía durante estos seis barcos que el número de bombillas que eran efectivas, se reducía
constantemente. Porque es un comportamiento
positivo. Y queremos reforzar
este comportamiento positivo. Si los datos se hubieran desplazado
por completo y
estarían entre 02, nuestros límites de control
habrían cambiado. Por lo tanto, como ingeniero de calidad, no solo
estás mirando algo que está fuera del límite de control
superior, sino que también podrías querer
reflexionar sobre el comportamiento de los datos que pueden evitar que
las cosas se salgan de control. Bueno. Entonces espero que hayas
entendido esto. Si tienes alguna duda, no olvides
hacer
tus preguntas en la sección de
discusión a continuación, estaré encantado de responderlas. Continuaré con el siguiente
ejemplo en el siguiente video. Hasta entonces, feliz practicando
y feliz aprendizaje.
23. Uso de los datos de defectos de papel pintado de caso: Ahora pasaremos a
un ejemplo más. Aquí trataremos de ayudar al ingeniero
de calidad en una empresa de
fabricación de papel tapiz. Como ustedes saben, post COVID, la
mayoría de las familias
han decidido renovar la casa porque
estuvieron en casa
los últimos dos años. Y se dan cuenta de que sus
compañeros de casa reurbanización. Por lo que hay mucha
demanda por el papel tapiz. Y de ahí que sea importante que
el ingeniero de calidad
fabrique papeles pintados de buena calidad. Pero un propósito, como ustedes saben, vienen con varios diseños. Y Prince,
quiere entender que es la mesa de
proceso de impresión o no. Tres horas, el ingeniero
toma una muestra de 100 pies de papel tapiz y cuenta el
número de defectos de impresión, como
distorsión del patrón y falta de tinta. Ya que estamos viendo los diferentes datos con
un tamaño de muestra constante. ¿ Se puede adivinar qué tipo de carta de control
deberíamos estar construyendo? ¿ Tu derecho? Necesito construir para el tamaño de muestra constante
para diferentes datos. Nuevamente, te llevaré a través de
los tipos de gráficos de control. Por lo que estamos viendo defectos de
datos de atributos y un tamaño de muestra
constante. Entonces vamos a
retomar convulsión. Pasemos a nuestro archivo de proyecto. Busque los datos del
defecto del papel tapiz. Lo puedo encontrar por
aquí. Hago clic en él. Me lleva al lugar donde están presentes
los datos del fondo de pantalla. Aquí el ID de la muestra es
sólo para identificar la entidad id debe contar
el número de defectos, cada muestra es de
unos 100 pies, ¿verdad? Voy a copiar estos
datos en Minitab. Yo he hecho lo mismo. Te acuerdas que tengo que
ver con jot, ¿correcto? Hago clic en gráficos de control Stat, gráficos de
atributos y C
para el tamaño constante de la muestra. Voy a medir
los defectos. Voy a ir a la gráfica C y asegurarme de que todas mis
pruebas sean seleccionadas. Dé clic en Ok,
hago clic en Ok. Ahora echemos un vistazo a la salida. Existe la salida
de la gráfica c. Como el tamaño de la muestra es constante, mi
límite de control superior e inferior son líneas rectas. Puedo ver que la
prueba uno ha fallado en dos puntos por el número
12 y el chico número 13. Si no quiero contar
en qué punto está, puedo mirar la
referencia que MinitaB también ha fallado la prueba
en el punto número 2, número 30, investiga
un asunto que por qué hizo tantos defectos
sucedenen estos días? Si bien hubo tantos errores de impresión
altos que se encontraron durante
estos dos turnos. Y de nuevo, por
lo que volvió a tener el control. Por lo que definitivamente debería ser una causa asignable
que necesita ser arreglada. Bueno. Si tienes alguna duda, no olvides
hacer
tus preguntas en la sección de
discusión a continuación, estaré encantado de responder a
todas tus consultas y no olvides completar tu proyecto y subir en la sección de
proyectos. Te invitaría a hacer múltiples proyectos para que tengas confianza en
lo que estás aprendiendo. Y esto me da
mucha confianza, incluso como facilitador, que he sido de ayuda en tu
viaje de aprendizaje. Gracias.
24. Usar errores de medicamentos de caso de defecto: Tomemos un ejemplo más. A medida que la pandemia acaba de superar, es importante que
comprobemos si todos los hospitales están
trabajando bajo control. Se trata de una cantidad en Junior que está comprobando si
los registros en los medicamentos o los
medicamentos se están dando al ritmo correcto
y de otro carácter. Por lo que el Director de la
calidad para un grupo de hospital quiere *****
la tasa de error de medicación. Ejemplo de errores incluyen entrega de medicamentos
en el momento equivocado, la
entrega de la dosis incorrecta, o la entrega del
medicamento equivocado por completo. El director registra el
número de pacientes y el número de
errores de medicación cada semana durante 32 semanas. Como se puede entender, el número de pacientes
será variable. Y nos estamos refiriendo a los datos de
defectos como dosis incorrecta, edad, sincronización incorrecta,
entrega de medicamentos por drones. Vamos a usar el Utah. Déjame llevarte a través de los
tipos de gráficos de control. Es el atributo de datos, es el defecto de los datos
legibles tamaño de muestra. De ahí que le voy a
usar a su carta. Vayamos al archivo de datos de nuestro
proyecto. Busquemos error de
medicación. Se trata de flechas de curación, el número de errores de medicación
que ocurrieron esa semana. Pacientes en el número total
de pacientes cada semana. Mencionada por aquí. Entonces cuando voy por aquí, puedo ver cuántos errores
y cuántos pacientes
pueden ver muy claramente que el tamaño del
paciente está leyendo. Copiaré estos
datos en Minitab. Los datos están en Minitab. Ahora, hagamos el análisis. Haga clic en Stat, haga
clic en gráficos de control, haga clic en
gráficos de atributos, haga clic en Utah. Las flechas están por aquí. El tamaño del subgrupo
es del paciente. Voy a la gráfica U, clic en la prueba
y me aseguro de que toda la barda para
escritorio seleccionada. Dé clic en, De acuerdo,
hago clic en Ok. Mi salida está presente. Vamos a jalarlo hacia arriba. Ahora. Podemos ver que hay múltiples puntos en los que se ha llenado
la prueba uno. Con base en los datos, se
está calculando
el límite de control superior y el límite de control inferior. Podemos encontrar que o bien
hay muy menos flechas son, hay error muy alto. Entonces en, en ambos lados, la desviación estándar de tres
está consiguiendo esta nota. Entonces si hay consistentemente, en realidad esto tiene
un efecto positivo. Si está recibiendo
menos errores por el número de pacientes,
es un esfuerzo positivo. Entonces como una cantidad diseñada, los puntos en la parte inferior serán un punto de investigación que ¿cómo podemos manejarlo tan bien? Mientras que los puntos de duda en la parte superior más allá de los límites de
control superiores son
los lugares de preocupación que ¿por qué nos hemos perdido
y nos encontramos con tantas flechas? ¿ Y nos costó la
vida al paciente? Entonces como la persona de calidad para
este grupo de hospitales, es sumamente crítico
que investigues en este asunto porque la prueba ha fallado en múltiples puntos. Y recuerden, los límites
de control no son límite de
especificación. Según el límite de especificación, el grupo de hospitales
podría haber acordado que al 10% de errores es aceptable o
7% de errores es aceptable. Por lo que todos los puntos más allá eso harán que tu
proceso sea menos capaz. Eso lo he cubierto
en el otro video, que habla de
la hipótesis. Sigamos enfocándonos sólo en las gráficas de control
en este capítulo. Antes de ir más allá y llevarte de vuelta
a mi archivo de proyecto, puedes ver que hay múltiples ejemplos
los cuales se dan por aquí. Yo te invitaría a
practicarlas porque esto te dará confianza de continuar y
entender los conceptos. Hemos cubierto múltiples
ejemplos hasta ahora. Deja que te lleve bien. Vimos ese ejemplo de
error de medicación. Vimos el ejemplo del papel tapiz. Vimos el ejemplo de
la bombilla defectuosa. Vimos ese ejemplo paraguas. Vimos el ejemplo del expediente
médico del hospital. Vimos el ejemplo
del contact center. Vimos el ejemplo de
p-hat detergente. Vimos la longitud de la barra de acero. Vimos el moldeo por inyección. Entonces, ¿qué significa? Ya te he llevado a través múltiples ejemplos en
cada uno de los gráficos que te invitaría a
practicarlo todo porque esto te dará confianza de
cómo investigamos. El lema es mi
proceso en control. ¿
Qué investigación debo hacer? Con eso? Voy a parar por
aquí y estoy
deseando sus consultas en
la sección de discusión. Y tu proyecto terminado, subido en la sección de proyectos. Feliz aprendizaje y
seguir creciendo. Gracias. Nos vemos
en la siguiente lección.
25. Gracias Nota por mis estudiantes: Muchas
gracias por completar esta serie en gráficos de control. Habrías practicado todos los ejemplos que te
mostré en esta lección. Tendrás también factores
que usando los datos que ya he compartido
contigo, deberías tener, también
debes tratar de practicar gráficos de
control usando
tus propios datos, lo que te dará
una nivel de confianza. Yo vestí,
has aprendido mucho y espero que tus conceptos también
sean muy claros. Por favor sígueme en Skillshare. Este es mi perfil y
seguiré subiendo nuevos
videos a medida que vayamos adelante. Para aquellos que estén interesados en hacer alguna capacitación
corporativa. Hago hi
capacitacion corporativa interactiva donde hago programas. Tengo cuadernos de trabajo especialmente diseñados
para mis participantes. Dependiendo de la empresa
en la que estén trabajando. Se puede ver así como todo el mundo se
dedica a esta fotografía. Estos son solo un atisbo de algunos de los entrenamientos
que he realizado. He hecho muchos
programas virtuales durante la pandemia, que cuenta con más de
mil horas de capacitación. Estos son sólo fragmentos
de algunos de ellos. Para los que
quisieran mantenerse en contacto conmigo. Puedes conectarte
conmigo en LinkedIn. Tengo un canal de Telegram que se llama como
seis subrayado. Seis, número seis subrayan enfermo. Bueno, puedes conectarte
conmigo por allá también. Mi ID de correo electrónico también se
muestra en la pantalla. Si tiene alguna consulta, no
dude en ponerse en contacto conmigo. Si tienes alguna duda. No olvides utilizar la sección de
discusión que se da a continuación. Tengo muchas ganas de
tu proceso de aprendizaje y espero poder ser de ayuda
en tu viaje de aprendizaje. Muchas gracias.
 Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt
Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt