Transcripts
1. Introduction: Welcome to my course on getting started with laser engraving and cutting. My name's Trevor Wanamaker and I'm a full-time engineer and side hustle maker. I have a YouTube channel called maker experiment, where I make unique projects using my epilogue laser, as well as my website's maker Experiment.com, where I create custom projects and designs. I was introduced to lasers in 2013 and spent most of my free time sense creating designs and selling those designs that I made to turn my hobby into a business. When I was starting out, there wasn't a lot of content online other than for manufacturers to help laser owners get started. Having created training videos in the past for 3D CAD, I felt that it would be the perfect time to take what I've learned and shared in this online course to help prepare you to not only use your machine and learn how to maintain it and set it up, but also get more familiar with it and be more efficient so that you can hit the ground running as you start your own small business. In this course, I'm going to cover how to get started with your machine, how to maintain it. The tools that are useful to have on hand so that you can clean it and also fix things if you need to. And I'm also going to discuss some of the nuances that took me years to get a hold of and be able to master in order to create the best results for my machine. Knowing the different nuances to your machine and the ins and outs will help you not only better understand it, but also be able to control it to get the best results possible. As we go through this course, we're going to have multiple small projects to help practice what I'm covering in the videos. Most of these projects are going to be projects where you just download the design. So you don't have to focus on being able to design, but rather focus on learning how to use the machine, the different settings, and how to change things on the machine to get different results. And then the final project we will walk through together, but you'll be able to put your own spin on it with your own little design so you can start to get comfortable with doing that. But you'll also have the opportunity to use a premade designed to start from so that you don't get overwhelmed with the design aspect. As we go through the course, I encourage you to share your projects so that I can see them along the way and be able to give tips and tricks as we go through this. And if you have specific questions about the machines or what different settings are, or if I didn't cover something well enough in a video, please let me know so that I can improve this content and make it easier for other people to learn as well. When I first got started, most people that I've talked to just thought that laser for use for engraving trophies or engraving mugs. My goal is to encourage and inspire you to create your own custom designs that will blow people's minds and make them see that a laser is not just foreign gravy names on a trophy or a design on a mug. From custom signs, an LED light clocks, to creating your own custom wallets, and even 3D puzzles and much, much more, the only limit you're going to have as your imagination. So let's get started and help you make the most out of your laser.
2. Setting Up Your Machine: If you're watching this course, it means that you're either looking into buying a laser or you've already bought one and you are looking for information on how to set it up, how to get started and begin machining different items. And this first video, I want you to focus on setting up your machine. So not everybody that is going to be taking this course has the same exact laser, but I want to cover everything that I can based on the machine that I have. Even if you set your machine up already, it's a good idea to go ahead and watch the video anyway. There's gonna be a couple of things that I cover in here that don't really get shared anywhere else that I've learned throughout the years are more important than I originally thought. With that in mind, let me go ahead and show you how my machine is set up. So the first thing is I'm using an epilogue fusion M2 40 that I've purchased about two years ago. So this is a larger footprint than I started with. This one is about 28 inches by 40 inches. But I started with one that was 12 inches by 20 inches. So if you're just getting started out, chances are you don't have a machine like this just yet. But the good news is, is that you can use or 12 inch by 20 inch or whatever size you happen to have and work your way up and upgrade your machine over time. When you're setting up your machine, it's important to make sure that you have all of the items necessary. For most people, this is going to be the machine itself, an exhaust fan, an air compressor for the lyricist. If you have a glass tube, you're going to need a water chiller or water pumps circulation loop. And your computer. The one thing that is very critical that sometimes gets overlooked when you're just purchasing things and not paying attention is the cord that connects your computer to the laser. Most of them come with it. But I have had instances where I didn't have the chord or I bought up machine used and the court didn't come with it. So I had to go out and buy one. So just make sure that you have all the pieces you need to set up your machine. With my machine, it is an air cooled laser system, which means that I don't have a water chiller hooked up to this and I don't require one. So the items that I'm going to need are my machine, my exhaust fan, which in my case runs about 650 cfm. Every manufacturer should have some kind of cfm rating in the manual and you wanna make sure that you get at least that minimum requirement. So when I got mine, I actually oversize my exhaust fan so that it has no trouble pulling all of the exhaust fumes out. I also have a small air compressor that I actually purchased at Harbor Freight is the small airbrushed air compressor that basically just stays on constantly. The important thing for this machine and many other machines is that the maximum pressure that you want to set it to is 30 PSI. If you run it too high, it can actually blow out some of the O rings and things. So make sure that you pay attention to any manual recommendations for the max pressure that you can run through your machine. And then the last thing I need is my computer. So I just used an old laptop that basically just takes designs I make on my desktop computer. And it communicates to the machine. So now that I have all of this here, I'm gonna go ahead and show you really quickly how it's set up around the shop. And isn't the tidiest set-up. But it does work and it does exhaust all the fumes. So let me go ahead and show you what that looks like for my components. This item is the exhaust fan. It is a 1.5 horsepower motor that produces about 650 cfm. On the ground is the small air compressor that I use. And on top of this air compressor, there's a small pressure gauge where you can restrict everything to limit it to only 30 PSI. So this two going in the side is the tube that is coming from the laser. And then the tube going out the other end is actually the tube that's going outside of my shop. You will notice the arrow on the side. This is the flow direction. So make sure that it's actually flowing out and not into your machine for the back of my machine. For one, it has an air filter on this. So I need to make sure I change that out every so often. Behind this panel is actually where my laser source sits. And then I also have my red dot adjustment over here in the corner. On the top, I have the two exhaust pieces that come out of the top of the machine that I connected together with a T and then I run that duct to the exhaust fan. Over here on the left is where all of the chords and the air assist plugin. So I'm gonna go ahead and show a close-up of that area. And my case, I have a camera attached to the machine that I paid for as an extra item. So this actually runs into a box. Follow that chord, you'll see that box. And then another chord comes out that's blue, and that'll run to the computer. The other chord here, which is the white cord, will actually come in and run to the network plug. So this is how the machine communicates with the computer. And most cases you'll just have a single cable that connects straight to the computer. So this port right here is where my error Cisco's. In this case, you'll see that it has a 30 PSI max with a 200 k p a max. So I had to actually cut this hose that came from Harbor Freight. So I just cut off the end and then I simply push it into the back of the machine. And it connects the air assist for me. Then at the bottom I have my power input. So this is the power cable. This machine can go 1-10 or to 20. So that's why you can see this 100 to 240. I'm currently running it on 110. And then the breaker is right below it. As far as the exhaust line goes, I actually just have it running outside. So there's a hole in the wall at the bottom of my shop that I just run the line two and then it exhaust outside. One of the key things that I learned over the years is that you should put your laser on a dedicated circuit. Most of a 110 volt circuits that I see are typically about 15 amps. So if you're plugging in your machine, your exhaust fan and air compressor and in some cases and water chiller at the same time. All of that stuff plugged into one circuit, can overload it and actually either fry components or hopefully just shut them down. I recommend actually putting your laser on its own dedicated circuits and then all of the rest of that component on their own dedicated circuit. This'll keep your laser safe from anything that gets overloaded from all of the other components. If for some reason you do not have a dedicated circuit available and you don't have the ability to get a second one. You can plug everything into the same circuit itself. I don't recommend it, but I would put everything on a surge protector regardless. Because if something were to happen to that circuit, you don't want it coming back and harming your machine when using your machine, it's important to know everything about your control panel as well as any other buttons you have down below or hidden, or wherever they may be really quickly, I want to show you the control panel that I have, as well as the buttons that I have down below. In my case, I have the on-off switch here and then I have the emergency stop button here. So if anything goes wrong while I'm running the machine, I simply go in here and hit the emergency stop and the whole machine will shut down. I have a switch up here that turns the light on and off inside of the laser bed, I have a panel here that shows all of the different sensors and whether it is locked or not. So this is mainly pertaining to the lid. So as you can see, when I open the lit up, all the lights go off. As I close the lid, these green indicators are saying that the Lidice shot and it's ready to fire. And then the last panel I have here is my control panel. So this has the go, the stop, the reset for resetting the machine back to start. The red dots here is actually for the red dot pointer. I can turn it on and off. This white dot here is actually for a pulse fire. So while the door is closed, I can actually move the machine while firing the laser and cut across the material. This is useful for cutting down scraps. I will also use this to test fire the laser when I'm doing mirror alignment. Over on the right. This first one is for the job. So right now I don't have any job loaded, which is why this is blank. As soon as I loaded job over, this will change to the filename. If I go down. The next one is the focus. This basically raises and lowers the laser bed. So you can see it in the background there. Up as I'm pushing up and go down as I pushed down. Next is the jog. In this case, this moves the laser head left, right, and then forward and backward. Then I have speed, right now I don't have any jobs loaded. So the speed is 0 for both vector and raster. For the power I have the same thing. So the raster power is 0 and the vector power is 0. And lastly, I have my configuration menu. There's a ton of options in here that I could change, but I usually just leave them at the default system settings because that is the way the machine is setup and supposed to be. You may have to go in here at some point and mess with them. But until you get comfortable with what you're doing, I don't suggest going into that menu. And if I go back to the job menu and I hit reset, it will take the laser back to the home position as you're setting up your machine. Just keep those things in mind about the dedicated circuits and how things are run to the machine. If you're adding a water chiller loop, it's going to be slightly more complicated as far as needing to add the equipment. But your machine should be labeled with the in and out ports just so it's easy to identify. But if you have any questions while you're studying up your machine that I might be able to help with, please let me know and I will do my best to help you out. Also be sure to reference your manual for things like verifying the max pressure of the air, assist the cfm requirements of the exhaust fan, as well as the power draw for all of your equipment to see if you need a dedicated circuits. At this point, I suggest that you actually pause the course. Take some time to look over your machine, make sure you know where the emergency stop is, the on-off switch. I know these things seem obvious, but sometimes they're not the most accessible items. And in an emergency, you're going to want to know where that is quickly and be able to hit it as fast as you can. Take this time and actually go over your entire machine, figuring out where your adjustments are. Look at your manual and see if there's any hidden adjustments that are behind panels. In my case, all of my adjustments for my mirrors are actually hidden behind panels on the left hand side. Also be sure to know where your laser source is and see if there's any kind of air filter or anything else there so that you know how to keep it clean in the future. Then when you're ready, come back for the next video where we will talk about the different tools and supplies that are nice to have on hand for doing both repairs, simple maintenance, and just overall cleanup.
3. The Toolkit That Every Laser Owner Needs: If you own a laser or you're looking into getting a laser, there's a few tools and supplies that are nice to have on hand, both to fix the machine and do general maintenance. As I'm going through this video, I encourage you to build your own toolkit that you can have on hand. Some machines actually do come with toolkits and they're minor ones. And some of these supplies you will have to buy yourself. I recommend going ahead and getting a small toolbox that you can put all of this stuff in. And it's in one central location. And you don't have to hunt for it all over your shop. The first item that I have in my toolkit are actually a flat head and Phillips head screwdriver. Not every machine will need these. My machine actually doesn't really have any need for these as well, but it is nice to have them on hand and most people have these in the house already. The next item that I have in my toolkit as a set of imperial and metric Allen wrenches. So in my case, my machine uses all Allen wrenches pretty much everywhere, every panel, every adjustment screw. So it's nice to have the full set. And the reason that I get one that's just both is you're not going to know if your machine is setup with metric or imperial hardware. So if you have both, you're covered. And I think this set didn't really cost that much. I think it was less than 20 bucks. But it has every allen wrench I need to maintain my machine. And those are really the only actual tools that I need. The rest of this is going to be the supplies. The most important part about this kid is going to be the lens cleaning supplies. So there's a few different versions out there. So the first one that I have is the one that comes with my machine. So this is basically like an eye dropper. So it just takes a few drops of the liquid and you will put it on a cleaning cloth. So the cleaning cloth are actually like a tissue paper type texture. So they're really thin. And this is what you're going to use on the lens and mirrors. So they're really soft so it doesn't scratch any of those items. So what you'll do is you'll take a few drops of this, put it on the cloth, and then use that cloth to clean up the lens or the mirrors, whatever it may be. The second type of lens cleaner I have is actually a spray. So both this and the cleaning cloth I bought as aftermarket items from laser bits, which is actually now owned by a belief, Johnson plastics plus. So you can buy these items there if you want to. But if you run out of the cleaner from the manufacturer and for some reason you can't get anymore or just to want to buy it from them. You can buy this through them and then use this as your regular cleaner. And the last part of the lens cleaning portion is going to be Q tips or some kind of cleaning swabs. So Q tips are great for clean up the mirrors and the lens and everything else, where you may not be able to get a cloth into or maybe you can't get it in the corner, whatever it may be. It's always nice to have a few of these lain around. The next cleaning of supply I have is actually a, basically an aerosol can that is compressed air. I use this to clean out different dusty sections that are just hard to reach. I don't necessarily use this on the lens or the mirrors, but I do spread in the corners and things like that where I just can't get a cleaning cloth into or can't fit my fingers. The next thing is going to be bearing grease. So I have an applicator that comes with my machine. You'll actually get quite a few uses out of the applicator that comes with the machine. But if you do run out and for some reason you don't wanna get it from the manufacturer. You can actually go and buy a white lithium grease. The white lithium grease is actually about the same as what comes in this tube. And this is actually used for all of the rails on the machine. So this keeps them nice and smooth. So on my X axis of the machine, there's a rail that goes across the middle. I actually put this on there and move the head back and forth to regress that item. It's important to keep all of these items lubricated so that they're working properly. If you failed to do this, it can cause hiccups in your machine and it could end up in spotty engraving. The next item I have in my toolkit are the cleaning supplies. So I have magic erasers and sharp claws. So the magic erasers are great because they're not really abrasive. They do clean the surfaces are really well and they get rid of the dust and grime and kind of the residue buildup that just occurs from different materials. So it's always nice to have a couple of these lying around. And the sharp claws are great, not only for cleaning up after the wet residue from the magic erasers, but also wiping down parts if they get residue on them and things of that nature. And the last and absolutely most important tool you're going to need is a fire extinguisher. Hopefully you'll never actually have to use it, but you definitely need to have one. So little flame ups will occur. It's just part of the laser process. But an outright fire that can't go out is not something that you're going to want. So it's nice to have a fire extinguisher on hand just in case. Keep in mind that there is a special kind of fire extinguisher made for electronics. Now, this fire extinguisher is pretty expensive, so I don't actually have one yet. But I do have a fire extinguisher on hand that I can use in case I recommend mounting this in close proximity to the machine and make sure you can get to it easily in case anything ever happens. And while we're on the tip of safety, do not ever walk away and leave your machine running without you present in the room. Fires can build up very quickly and things can get out of control way too fast. So you don't wanna go leave the machine on attended. You need to have eyes on it when it's running. Now whether that's a camera that you can see from your phone or you're physically present in front of the machine. One of the two needs to happen. Now's a good time to go ahead and put a pause on the course and build up your own toolkit so that you have it on hand. Once you have your toolkit setup, you can go ahead and check out the next video where we're going to cover the different types of lenses that lasers may come with.
4. Types of Lenses and Their Uses: Depending on the type of laser you own, you may have a different focal length of lens. For those that don't know, lasers can come with a variety of different lens sizes. The common ones are 1.5 inch, 2-inch, three-inch, four-inch. By default, most stock manufacturers go with a lens that is a 2-inch focal length. And my case, because I have an additional camera option on my machine, I actually have a three inch lens installed when it comes from the manufacturer. When people find out that there are different lens sizes, the first question I normally get is y, what would you use them for? And honestly, it all depends on what you're going to be doing. For the most part, you can think of lenses from the range of intricate engraving to mostly cutting. So in this spectrum, the 1.5 inch lens is going to be for intricate engraving and the four-inch lens is going to be more per cutting through things. If you're mostly cutting through material, the four-inch lens is probably your best option. Now, I'm not saying that the two inch or whatever stock lens you have won't work. The four-inch lens is mostly designed for the cutting process. For me personally, I've really only use the 2-inch, three-inch, four-inch lenses. So the 2-inch was the stock lens on my old machines. The 3-inch is the stock lens on the machine I have now. And then I have a four inch lens for cutting through materials. That being said, I will admit that I mostly keep the three inch stock lens on the machine at all times. And it does a great job at balancing both engraving and cutting. And really that's what this is all about. If you want to engrave and cuts, I would stick with a two or three inch lent. If you really want to just cut things, a foreign funds might be better if you really only want to engrave things. Honestly, the 2-inch lens is great for that. You really only need the 1.5 inch lens if you're doing really small items that are extremely intricate. And even then you're 2-inch lens might be able to do it with the right DPI settings. Not all lasers have different lens options. If they do, some, really just come with the lens itself that you mounts into the hardware that's already on the machine. And then some like mine come as a separate assembly. So in this case, if you look at the back, it is a four inch lens. And then I actually have a length gauge for it. So this is the manual focus gauge. This is much longer than the stock one that comes on my machine. So this lens comes in it's own housing. It has its own lens in there. So it makes it easy to take the old one off, put the new one on, and you're ready to go within seconds. Depending on the lens that you're using, your focal length is going to be different, and therefore it, the gauges will be different. The blue one is going to be for my three inch lens. The silver one is going to be for my four-inch lens. You can see that they are different in length. And if I put them up side-by-side, one is about an inch difference. And the case of a 4-inch lens, this means that your lens is going to be four inches away from your material. And the case of a 3-inch lens, it'll be three inches away. Two inches is two inches away. You can see the trend. So as part of this video, we're going to do a project. So I want you to go ahead and download the file called types of lenses dash coaster. So this is going to be a pretty intricate coaster design. It's pretty small. I think it's maybe 3.53 inches in diameter. So I'm gonna go ahead and go over to the computer and show you what that looks like. If you don't know your machine's settings for the material for cutting and engraving. I'm going to put a document in the class for resources that should at least give you a ballpark to start from where you were, speed and power should be. So be sure to check that document out if you're unsure of what you need to do. We will also cover the settings topic later in the same course, where I'll show you how to find the settings for your machine. So let me go ahead and show you what the design looks like. In this design, I have a border that is set to 0.01 points for the line thickness. And some cases, depending on your program, you might have to use the hairline option. In the middle, I have a film graphic that is black and set to the RGB code for black. If you're creating your own design, follow the same methodology that I'm using here. Use a thin hair line or 0.01 line for any cutouts and they filled graphic for any engraving items. Once your design is set up, go to File and Print. I'm going to select my epilogue print driver. If your laser doesn't use a print driver, you may have to select the software that you have to use to print to your laser. I'll click Setup and then choose preferences to show the print driver dialog box. In this box I have a lot of different settings that I can change and modify it to get different results. I'll be covering more of these settings in the next video. But first, I'm going to unselect, send to manager, this one, keep it from sending to the job manager that I have. I want to make sure that it has send a laser checked, then I'm going to set my p size to the same as my document size. In this case, it's going to be 20 inches wide by 12 inches tall. Next I'm going to set my DPI or dots per inch to 400. Then I'm going to set my raster settings to a speed of 80% and the power of 50%. I also like to watch what I'm doing while I'm engraving it. So I'm gonna change it to a bottom-up engraving. And in my case I have a dithering pattern option. And for the most part, I always use the Stuckey option just because I like the results. Then for my vector settings, I'm going to set it to a speed of 9%, a power of 100%. In my case, I have a frequency adjustment and I'm going to set that to 25. I'll cover more on the settings and the different options in the next video. Next, make sure the job type is said to combined so that it will do both raster and vector operations. Once you have that set, click OK, and then hit print. And the dialog box behind this one. If you use a print driver like me, you should see a small preview window on the left. If your design is not showing up, go ahead and hit set up again and immediately hit print. This should make it so your designed shows up properly. Once you see your design, go ahead and hit the print button and send it over to your laser. So as uncheck the dialogue box for as uncheck the controls screen for my machine. I see that it did send the job over. It says it'll take three minutes and 23 seconds. What I need to do is go ahead and focus the machine to the material. So I'm going to go ahead and go down to focus. Now that I'm in focused mode, I'm going to go ahead and take my gauge and stick it onto the laser head. And I'm going to slowly raise the bed up until the bottom of this gauge hits my material. And you wanted to just touch. So you want to be able to just barely move this gauge. You don't want to raise off of here and you don't want it to have a light gap underneath. Now that I know this is focused, let's go ahead and run the job. For the first few seconds. I wanna go ahead and show you what the real-time engravings speed looks like on my machine. In total, it took two minutes and 55 seconds to complete this entire coaster, including the engraving and cutting. None of the machines finished. Here is my coaster. So you can see that even on the small details of three-inch lens did really well at 400 dpi. So if you're going to be doing things that are about this intricate, or less, a three inch and two inch lens are going to work really well. There's no real need to get a 1.5 inch lens. Now that you've made the first project of the course, I encourage you to share them. And if you didn't use my stock design and you used your own design, I'd love to see it. Now that you've seen the results of what your laser produces with the lens that you have installed at 400 DPI. And the next video I'm going to cover more about the settings that you saw when I sent the job over to the laser. Things such as speed, power, the DPI, and everything that was on that menu. This will give you a better idea of the controls that you have, the different things that you can change to get different results and help you get better at creating different effects with your laser.
5. Master Your Settings: Now that you've made a coaster with a detailed design on your laser, it's time to actually dive into the settings and explain a little bit more about what they mean and how to adjust them to get the different results that you want. As we talked about the different settings, I want you to go ahead and open the file called master your settings dash pin file. This should open up to a nice little pan depend, that will be machining here in a couple of minutes. To get to your settings for the laser. Go ahead and go to File and Print. If you have a laser that has a separate piece of software, you will need to send it to that software first to see all of the different laser settings. In my case, because my machine has a print driver function, I'm going to click on setup when my print driver is set to epilogue engraver. And then I'm going to click on Preferences. This will bring up my printing preferences for my machine. And this video we're going to focus on only the General tab. We'll be moving on to the advanced and color mapping and tabs in following videos. Up in the top left corner you will see resolution. This will be the number of dots per inch that you want to engrave for your design. In my case, the scale goes from 75 all the way to 1200. Typically, I never go above 600 just because that seems to be enough detail for me. But if you have a super intricate engraving that's very small, 1200 might be the best option. If you change the DPI from 600 down to 300, you'll see that there are less dots in the image. Therefore, you will have more whitespace around your engraving. You can think of this resolution in terms of a picture. The resolution that the picture is taken at is very clear. And if you try to make it smaller, it's still very clear. But once you try to make it larger, it's going to be very pixel Lee and it's not going to look as good. In this case, your resolution or the number of dots per inch. The lower the number, the worse it's going to look, the higher the number, the better it's going to look. In the next section, I have the option of CO2 and fiber. My machine actually only has CO2. So I'm just going to leave that set as it is. Not all print drivers have this option. But this is where you can toggle between the two different laser sources. Right below that, I have auto-focus. I typically stick to manually focusing my machine because the autofocus needs to know your material thickness to the decimal point. This means that you'll need something like a dial caliper or some other fine measurement tool to get the exact thickness of your material. For example, quarter-inch acrylic may come in at a measurement of 0.2 to 0 instead of 0.25. So when it goes to autofocus your machine, it may actually be either further away or closer than it would be if you manually focus to yourself. It's all based on whether or not you have the tools to measure your material thickness to enough accuracy that auto-focus will be your best option. If you choose to do autofocus, you will type in your material thickness and the thickness box. And your offset is how much it will either go up or down from that spot. For me personally, I typically just used the manual focused mainly because I don't have a dial caliper that actually works right now. So it's just easier to use the manual gauge and set it up that way. Over on the right, I have my raster settings. The raster and vector settings are the two that are most often referred to when it comes to people making projects and sharing the type of details for machining. For example, if somebody does an engraving project with raster engraving and you asked him what settings they use. They typically give you a speed and power. For my print driver, the speed and power for raster are over on the top right. And the speed and power per vector are in the lower right. The speed is going to be the speed at which the machine head moves back and forth from a scale of 0% to 100%. This is not given in terms of inches per minute or anything like that. The manufacturers do know this, but they don't necessarily divulge that information, which is why they share it in more of a percentage based setup. So the lower you set your raster speed, the slower it's going to move back and forth. The higher you set your speed, the faster it's going to move back and forth. When it comes to power, it's how much output the laser is going to use while its machining. The lower the power you use, the less power it's actually going to output through the lens. Therefore, the less dark and engraving might be, and the higher the number you use, the more dark that setting can be. Every material has their own sweet spot for raster and vector settings, and it's not always the same. So you definitely need to do some testing and I'll show you how to do that in a following video where we're going to talk about actual material swatches and how you can figure out the best settings for that material. But the important thing to know is that it's all about balancing those two settings. You're not always going to want to go to 100% power and a fast speed because your machine try to move too fast and gives it a shoddy looking engraving. And if you move too slow, it may end up burning through the material or giving it a terrible finished look. So you will have to test every material that you're going to put on your machine and try to find the best settings for that material. Right below the raster settings, I have an engraving direction. There's really only two options here. There's a top down or bottom up. Top down means that it's going to start at the top of the material and move towards the bottom of it. The bottom up is going to start at the bottom of the material and move up toward the top. If you're going to do something like video record your engraving, the best way to do it is actually bottom up because it shows the progress better over time. I can either change it with the dropdown menu or I can click the arrow over on the right and it will change it for me right below the engraving direction, I have an image did the ring option image dithering is basically how the dots are going to be engraved in a raster image that contains things such as grayscales, blends, or some types of color. In this case, I'm going to have six different options. The standard is basically the default that most people use and standard engraving and jobs that include things like texts or art that is around 600 DPI. When I click on Brighton, if you look over on the right at the box where it has the image, you'll see that it creates a lot more whitespace. And this is going to be used for things like ingredient photographs onto would wear gives that photo of better feel and look to it. The lower As option is best for people that want to give their engraving, basically an artistic half tone type of look. Then the Floyd Steinberg, the Jarvis, and the Stuckey options are all really meant for photographs deployed. Steinberg is best for highly detailed photos where it creates more of a serious, sophisticated type of look. Java's pattern is a good all around for engraving photos that are around 300 dpi. And then the Stuckey is actually very close to the Jarvis. It's not a whole lot different. Normally, I just leave it on the Stuckey option. I found that that option gives me a look that I just enjoy. But honestly, these different dithering effects are more of a personal preference and not a rule of thumb. Down in the bottom right, I have my vector settings. So these are going to be the speed and power as well as in my case, the frequency that I will use for cutting or vector engraving material, much like the raster settings, these are going to be a balance, speed, power, and frequency based on the material that you're using. Glass tube lasers aren't going to have the frequency option. You're not going to be able to change that. It's mostly something you'll see on RF2 blazers, such as the epilogue. That frequency is basically a measure of how often the laser is going to fire. The higher the number, the more it's going to fire, the lower the number, the less it's going to fire. For things that are flammable. You don't want this number to be too high or it might catch on fire. For things like acrylic or you want a flame polished edge, the highest frequency is usually the best. And if you want to create something like a perforated cut where it's on a card that you want to be able to fold, but you don't want to cut all the way through, lowering your frequency and adjusting how often it fires can actually create that perforated cut from a solid line vector. So in the right setting, the frequency tool can actually be very powerful and giving you more control over how to create your projects. But unfortunately, not every laser has this option. But I did want to explain it so that you have a better understanding of what it is at the bottom of the vector Settings area, you'll also see a checkbox for speed comp and power comp. If you check this bead comp, it's going to reduce all the speeds settings by 1.5. For example, a speed setting of ten without speak com selected will move twice as fast as a setting of ten with this be comp actually selected. So it's like if you had ten for the speed, and then once you checked it, your speed then became five. And honestly, this is rarely used by most laser users. They typically just changed the speed to what they need. For the power Comp. One is checked. The power count basically reduces the laser output when the laser carriage slows as it moves through a curve. So if you have a design that has a lot of curves in it and you're going to be cutting pretty slowly. It's best to go ahead and leave this checked, because if you stay in the curve for too long and it's still moving slowly at the full power, it could end up burning and charring and actually end up causing problems with a detailed cutting process. I pretty much leave this checked all the time because I do a lot of intricate cutting when I'm at slow speeds and I haven't really felt a need to ever take it off of that. If I move to the left, I'll see the job type. Here. I have three options. I have Raster vector and combined. The raster when selected will only make the raster settings available and will only raster engrave your projects. If you select vector, only the vector settings will be available and it's only going to create vector operations. And if you select combined, it's going to do all of the raster machining first, and then it will do the vector machining afterwards. So for the pin that we're going to be making in this video, it's going to engrave the raster settings first, and then it's going to cut the outline after. For the piece size, this measurement is an Entrez and it's referring to the piece that you're going to be machining. Most users set the pea size to the size of their art board. So in most cases, if your machine is a twelv inch by 24 inch machine, most users just use 12 inches in the vertical direction and the horizontal there'll be using the 24 inches. But for example, if you designed in a six by six square, then you can type in six by six for the dimensions. And the machine will only tried to machine within that six by six inch area. If you are using a rotary, the horizontal measurement for this is actually going to be the height of your mug and the vertical is going to be the circumference around your mug. I'm not going to cover the rotary operations and depth in this course. But if you have questions about that, please let me know. And then over all the way to the left, under my options, I have a center engraving option. So if I check that, I can set where the center of my piece is going to be, which is basically telling the machine where the home position of my artwork is. And then below the center engraving option, I have the three drawl Chuck diameter. I don't actually have a three-year-old Chuck attachment for this machine. So I don't use this option. And in all honesty, these options are more for intermediate or advanced users that no more of what they're doing with their machines and they're not really a beginner item. If you have questions about these items, feel free to reach out to me. But they're not going to be covered in this course, mainly because they're not an entry level topic for laser machining. Then at the bottom left, I have a send to manager and a send to Laser Centre Manager is going to pull up the epilogue job manager, which basically has the same type of adjustments. And sent to laser means that it's going to send it directly to the machine. Which means that I can print directly from the illustrator software straight to my machine without any piece of software in between. Now we wanna go ahead and set the file up the way that we want to machine it. I'm going to ask you to machine it three different times. And the reason I want to do this, I want you to change the DPI setting each time you machine it. For this example, I want you to use your lowest setting, the middle setting, as well as your highest setting. So in my case, I'm going to engrave it at 1575. And the reason I want you to do this, it said that you physically see the difference between each of those settings. I'm going to be machining this on Baltic birch plywood again. So I'm going to use a speed of 80. And I'm going to use a power of 50. Again, I'm going to have a resource file that you can download that gives you a ballpark estimate of warriors settings will be based on the type of material you are going to be using. Then under vector settings, I'm going to have a speed nine, a power of 100. And because I have the frequency option and I'm going to be using wood, which is a bit more flammable. I usually keep it at around 25%. I'm also going to change it so that it's going bottom up. So I'll be able to see the engraving as it goes. I'm just going to leave my image gathering at the standard option. Under the job type I'm going to select combined. So it does both operations. And under the pea size. I'm going to set this to my art board, which is 20 inches horizontally by 12 inches vertically. And I'm also going to uncheck the center manager because I just want to send it directly to my machine. So this first machining operation that I'm going to do is going to run it at 1200 DPI. So why you're doing this? I want you to go ahead and machine all three DPI levels. Again, that's going to be your highest dpi, your middle DPI, and door lowest dpi. So I'm going to go ahead and show the machining process of what that looks like. And I'll also let you know how long it took to do each one because it will affect your time when it comes to the machining process. So now that I have everything set up, I'm going to go ahead and hit OK. I'm going to click print. Again. My preview didn't show up, so I'm just going to hit the setup button again and then select the print option again. Sometimes it just means that refresh so that your image shows up in the Preview window. Now that I'm ready, I can go ahead and hit print and send it over to the laser. So while I'm machining my three, I want you to go ahead and machine the three of yours as well. Be sure to share a photo of these when they're done so that I can see how they turned out on your machine. Because I like to see how other machines in grave and the options that they have. Let's go ahead and machine all three pins. And then once they're done, I'll show you what they look like. And then we'll talk a little bit about them. So here are my three results. This one is the 1200 DPI, the middle one is the 300 dpi, and then this last one is the 75 DPI. You can definitely see the difference just based on how dark the engraving is. The 1200 DPI pen took about two minutes and 45 seconds to machine, and it used a lot more dots per inch. Therefore, it resulted in a much darker engraving with a lot more residue on the surface. And comparison, the 300 dpi took about 45 seconds to machine. It has a much lighter engraving. If you want something that's a little bit more subtle. But it also took to less minutes to machine. And then the last one, which is the 75 DPI, took about 14 seconds. So it's the fastest one by far, but as you can tell, it barely shows up. The key takeaway from this is you can use different DPI settings in your design to get different effects. But just as you saw here, the higher the DPI, the longer it's going to take to machine, the lower the DPI, the faster it's going to machine. Now that we've machined some of these pins, I'd love it if you shared the projects that you created. Because I'd like to see how the different types of machines create different effects for the different API levels. Because my DPI settings may not produce the same exact Look as a different brand. And I'd be interested to see what those look like. If you have any questions about the different settings or adjustment lovers that you have on your machine that I didn't cover or did not give enough detail on, please let me know and I'll try to help you out to the best of my ability. So now that you've seen the types of settings that we can adjust in the next video, I'm gonna go ahead and dive deeper into the raster and vector machining operations and show you not only how you can raster and grave and vector cut, but also how you can vector in grave. So let's head into the next video.
6. Raster vs Vector: Now that you've been using your laser, you probably know that raster, it's going to be four engraving and Victor is going to be for cutting. But did you also know that vectors can also be used for engraving? When I got started, I didn't know this. And I learned over time that some of my designs would actually have saved me hours upon hours of engraving just by switching it to a vector engraving versus raster. And I would've gotten a result that looked almost the same. I'm not going to say that you can use vector engraving for all cases. But if your vector engraving line art, it might be your best option. In this video, I want to dive deeper into the raster and vector machining processes. And to do that, we're going to open the raster versus vector dash ornament file. Go ahead and open that file and let's get started. When you see the ornament file, you should see three similar shapes that are set up in three different ways. Over on the left, we have one that's just lines that we're going to be using for vector cutting. The middle one is set up with a black fill as well as a vector outline. This is going to be used for raster engraving and vector cutting the border. And the last one is set up with a red for what I want to engrave, and black for what I want to cut. We will change the red to black when we go to machine this, you can use red in your laser designs, but we're going to cover that in the next video where I will talk about color mapping. The purpose of this exercise is to show you the differences between how vector cutting, raster engraving and vector engraving all work. So let's start out by vector cutting the design on the left. Go ahead and highlight the other two designs and hit Control X on your keyboard to cut them. Or you can also go up to Edit and select cut. Make sure the machine is on because we're going to go ahead and send this over to the laser by hitting control P for print, or by going to File Print and the menu. Again, make sure that your laser is selected as your printer or your laser software. And for the setup, once I go to my preferences, in this case, because it's a vector design, I'm only going to select the vector job type. You don't have to do this, you can keep it on combined. And then under vector settings, I'm going to set the speed to nine because I'm using Baltic birch plywood that is an eighth of an inch thick. I'm going to set my power to 100 and my frequency 225. I'm going to keep the power com checked so that it slows down in the corners. And then underneath of my size, I'm going to make the horizontal and the vertical 12 to match my art board. I'm also going to unselect the center manager. Then I'm going to click OK. Print. Preview doesn't show up. Go ahead and hit set up again, and then hit the print button again. Once it shows up, go ahead and send it over to the laser by hitting the Print button. Pusher material in. Make sure you focus the laser to your material. And then machine. Now that we've machine the first one, go ahead and hit control z on your keyboard to undo, this will bring back the two pieces that we cut away. Next, I want you to go ahead and select the first one and the third one. By holding down shift on the keyboard. And you can select both. Go ahead and hit Control X to cut those. And now we're going to raster engrave and vector cut this design. So I'm going to go to print. I'm going to go back into my setup and preferences. Then I'm going to change my job type two combined, and I'm going to change my speed to 80 and my power to 60. I want a little bit darker engraving on this, which is why I chose 60. I'm also going to change the engraving direction to bottom up. And I'm going to leave the vector settings the same. I'm also going to change my resolution from 600 down to 400 to reduce the length of time it'll take to engrave, the size is going to be the same. So now I'm going to click OK. Then print, and then print on the following dialogue box. Now let's go over to the laser and print this one. Now that we've machined The second one, go ahead and hit Control Z again. This will bring back the two that we cut away and now go ahead and cut away the first two. Now this last one can easily be done using the color mapping option, but we're going to use the normal dialog box to print this one. So what we wanna do is actually change the internal graphic to be all black. So I'm going to select one of those items, go up to the top to select, go down to same. And then I'm going to select stroke color. This should select everything that was red. I'm going to change this to black and make sure that everything read zeros 00. Now if I print this directly, it's going to try to cut everything or vector in grave everything including the border. But I don't want that to happen. So what I wanna do is draw a box around the top area to select the border and the top cutouts. And then I'm going to cut that away. This will leave me with just the internal parts. Again, this should be done with the color mapping option, but I'm going to cover that in more detail in the next video. Next, I'm going to go to the print menu, going to select setup, and change my preferences. Here I'm going to select vector under the job type. And because I want this to engrave and not cut, I need to adjust my speed and power just like up top where I had a raster speed of 80 and a raster power of 60. I'm going to give this a vector speed of 80 and a vector Power of 60. Next I'm going to select OK, hit print. And then I'm going to print the internal section of this one. Now that I have the vector engraving done, I'm going to hit Control Z on the keyboard or undo to get the border back. Next, what I wanna do is select all of the objects that are on the inside that we just vector engraved. To do this, I'm going to draw a box around those items. And then while holding shift on the keyboard, I'm going to select the outer border. This will deselect that portion, leaving me with just the inside parts. Next, I'm going to cut this part away to leave me with just the upper cutouts and the border cutout. Now I'm going to go back to the Print dialog box and I'm going to change my preferences so that the vector speed is nine and the vector power is 100. This will enable me to vector cut through this item. Then I'm going to select OK and print this to the laser. Now that we've machined all three ornaments, I want to show you what they look like as well as how long they took. Here are the three ornaments that we made. The first one is the vector cutting one. So as you can see, it cut through the entire design and it took 49 seconds to machine this. The second one was a raster engraving and vector cutting border. This one took one minute and 55 seconds. And then the last one is a vector engraving with a vector cup border. And this one took about 34 seconds. In terms of speed, the vector engraving with vector cutting was the fastest. The vector cutting for the entire thing was the second fastest. And the raster engraving with vector cutting was the slowest. This is something that you want to keep in mind when you make your designs. Sometimes if you wanna do an engraving, but most of your artwork as lines, the vector engraving and option may be the best. But overall, as with anything else, you're going to have to balance your design as well as your machine speed. If you need to batch out a bunch of items, but you don't want the cost to be too high. We're asked her engraving may not be the best option. And you may want to take your raster engraving design and figure out how to make it into a vector cutting or vector engraving design to save time. While you're making one of the raster engraving design, you can easily make at least two of the other designs. Now that you've seen the results and the times for my machining, I'd like you to share yours and tell me how long it took you. I'm always curious how long it takes other machines to do the same types of operations that I do on mine. And I also want to see how they turned out on your machines. And keep in mind that that last design should really be done with a color mapping method, which we're actually going to cover in the next video. So let's go ahead and check that out.
7. Color Mapping: Sometimes when making design files, it can be useful to design different settings in two different colors and then be able to map those colors directly to the machine. The technique for this is called color mapping. Colour mapping is basically where you type in the RGB codes for a specific color in your design and make it into different settings on the laser printer driver or laser software. For this video, we're going to be working with the file called color mapping, dash key chain file. So go ahead and open that file and let's take a look. Here we have a key chain projects. You'll notice that the outline border is red and the filled-in graphic is blue. Click on the border and we go up to the color, makes sure that it's set to RGB. And in this case, the RGB code for this red color is 255 for red, 0 for green, and 0 for blue. Then if we click on the blue graphic and we go back up to that color window, we'll notice that the red is set to 0, the green is set to 0, and then blue is set to 255. These are going to be the two RGB values that we're going to need when we send this over to the machine to utilize color mapping, to utilize the color mapping, we're going to have to go to the print window, make sure that your print driver or laser software is selected. And then we're going to go to the preferences. In this case, I'm going to go ahead and set up some of this information ahead of time. For the pea size. I'm going to set it to my art board, which is 20 inches in the horizontal direction and 12 inches in the vertical direction. I'm also going to uncheck these sent to manager. And I'm going to change the engraved direction to bottom up. As for the resolution, I'm going to leave it at 600, and I'm going to leave the raster and vector settings at the default values. Up at the top, you'll see that I have three different tabs, the general, the advance, and the color mapping. For this project, I want to use the color mapping tab. So go ahead and click on that. And then in the top left corner you will see a checkbox next to colour mapping. Go ahead and select it. Now because we're using the colors of red and blue and our design, you'll see over on the right that there are six default color values. The first one is red, with a red value of 2550 for the rest, the blue is 0 for the red and green and 255 for the blue. When it comes to these colors, these six or just the pre-loaded default values, you can always create your own RGB value by hitting the plus sign over on the right-hand side of this area. Selecting this, you can create a new RGB value based on pretty much any color that you want to use. This will come in handy in the next video. When were doing a material swatch based on color values. But in this video, we're just going to use the basic six and pick two of those colors, in this case, the red and the blue. So for this design, the red was the border, which is going to be vector cut. So what I wanna do here is under red, I'm going to uncheck the raster box. I'm going to keep the vector box checked. Eris, cyst and CO2 should both be checked as well. The emphasis is basically just making sure that the error cyst is running through the machine. With this color, because I've selected the default color, I'm not going to change any of the values. So the red should be set to 255, the green to 0, and the blue to 0, because this is going to be a vector cutting operation. In this video, I'm going to go ahead and keep using the same material as Baltic birch plywood, but feel free to select any material that you want. Just be sure that the settings you select for this red are going to be what you need for the vector cutting of that material. In my case, because I'm selecting Baltic birch plywood that's an eighth of an inch thick. My speed is going to be nine, My power is going to be 100, my frequency is going to be 25. Now to save these values, I actually need to go ahead and click this arrow. By clicking this arrow, you'll see that over on the right-hand side, it has changed the values of the red. If I don't click this arrow, it will not save the settings and we'll machine at the wrong values. The internal graphic of this that's going to be Raster engraved was blue. The RGB code for that was a red and green value of 0 and a blue value of 255. For this, I'm going to set my speed at 80%. My power, I'm going to leave at 50%. And my frequency, I'm going to change to 25%. At the bottom of this, I'm going to uncheck the vector box, and now this will be setup for raster engraving. The next thing I need to do is go ahead and click the arrow to save those settings over on the right. And now you can see on the right that there are separate columns pertaining to the different types of settings that I selected. So the first column will be the color, the second column will be the speed, the third of the power, fourth the frequency. And now here the thickness and the offset, we haven't changed because we are manually focusing these values. If we chose the autofocus options, these values would become available under the laser source we have CO2. The first big difference that you'll notice is that the raster value for red is no, and the blue is yes. This means that for this design, we will be engraving the blue as a raster option under the vector column, you'll see the red as a yes and the blue is a no. This means that the red will be vector cut, but the blue will not. Now that we have those values sets, I'm going to go ahead and click OK. Then I'm going to click print again. If your preview does not show up, go ahead and hit the setup button again and click the Print dialog box one more time. This should make the preview appear. Once you have it ready, go ahead and select Print. You'll notice that during the machining process, it's going to start with the raster engraving that is colored blue. And then it's going to go ahead and vector cut be designed parts that are read. Color mapping machining is pretty straightforward, but it does take a little bit of time to get used to. In this case, this is the design that I just made. And hopefully you have something very similar to this where the engraving was done with the roster method. And then it did the vector cutting on the outside using both colors in the design file appears didn't happen to turn out like this, and there were some machining problems. The first thing to check is your RGB values to make sure that they're set to the same values as the design. You can see where this can be a very valuable tool when it comes to doing things like vector engraving as well as vector cutting. And this same design file like we did in the last video. Color mapping would allow you to set the color for the vector engraving to one set of settings. And the vector cutting to a different set of settings just based on the color and your design. Now that you've made your maker key chain, I'd love for you to go ahead and post it in the projects and let me see what it turned out like. If you have any questions about the color mapping, please let me know and I'll do my best to answer those. Now that we've had just a little taste of the color mapping process, let's go ahead to the next video where we're going to dive deep into setting up a material swatch, which is actually going to allow us to create our own RGB color values inside of the color mapping process.
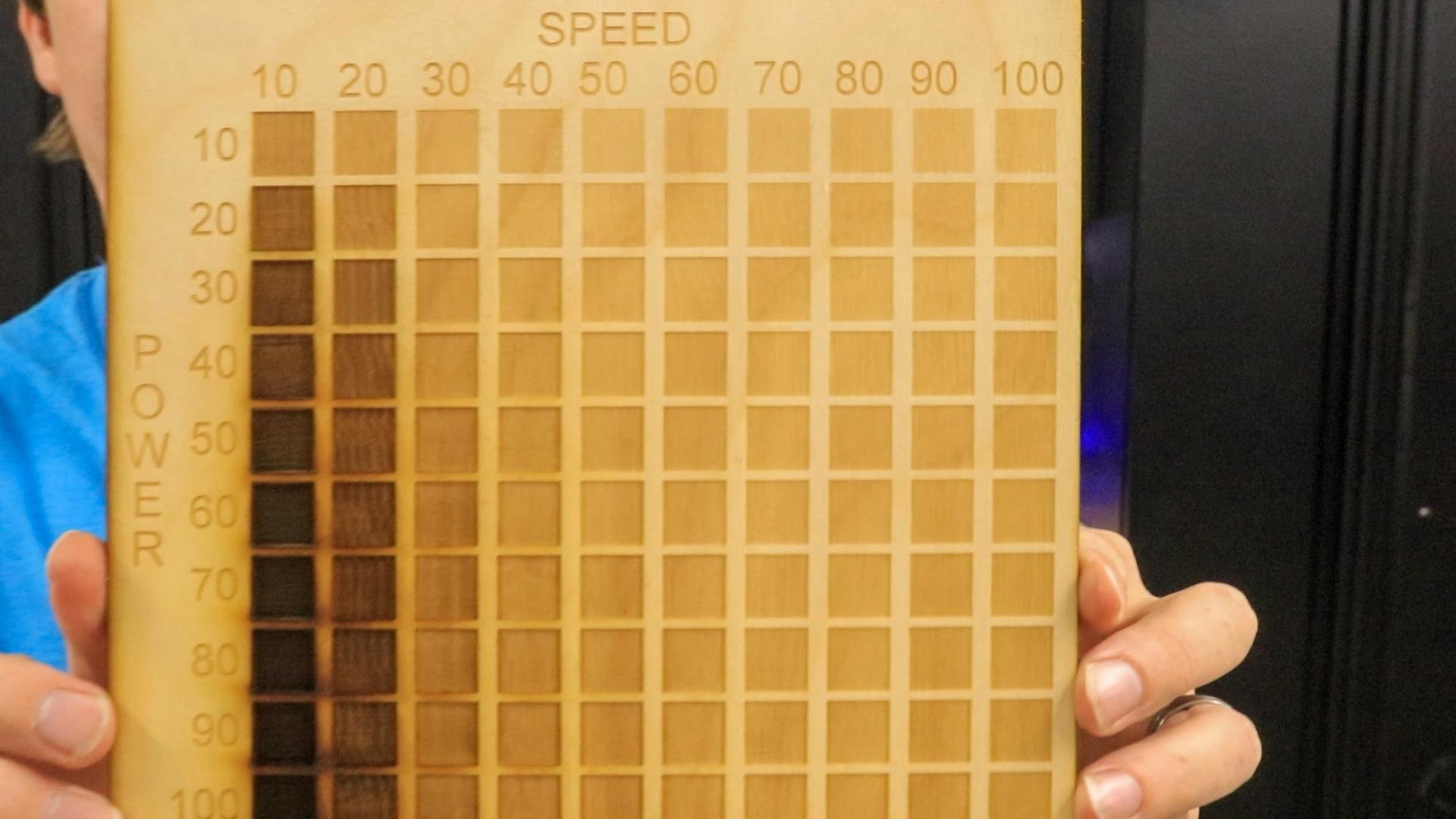
8. Creating a Material Library: One of the most important things you're going to need to know as you are doing laser machining is how to find settings for different materials. So in this video, we're going to not only find the settings that we like to pour a certain material, but I'm also going to show you how to save them to start creating your own material library. There are already two files that I have created to help you on your journey to finding nor material settings for both raster engraving and vector cutting. These files are going to be called material testfile dash raster and grabbing and material testfile dash vector cutting. I encourage you to use both of these on a new material. As an example, this is a raster engraving test, or I tried to figure out the raster settings for a piece of black acrylic. The results that I see here on this material can help me figure out how to machine pretty much any cast acrylic with raster settings. Because I've already got an acrylic one. I'm going to go ahead and make one with Baltic birch plywood. This piece is about seven and a quarter inches tall and about eight inches wide. So if you're going to be running this test, make sure that your material is at least this big. We're going to be using the color mapping technique that I showed in the last video to perform this type of test. So let's go ahead and hop onto the computer and I'll show you how to use the file. I've gone ahead and opened the material testfile dashed raster engraving because I wanted to see what engraving settings work the best on pretty much any plywood type material. You'll see over on the right that I have multiple layers corresponding to each row of powers. As I'm machining this, I can simply hide a layer and it'll get rid of the entire row. This will help speed up the process of machining this grid. Machining this grid will take quite a bit of time. The reason that it's split up into rhos is there is a limit to how many different colors you can program at once. To keep it as simple as possible, I made sure that we're only going to do one row at a time. Don't accidentally put in any wrong settings as we move through this. So the first thing that I actually want to do is engraved the axes with speed and power. So what I'm going to do is hide all of the different rows until just the axes are left. Now I don't want to vector cut this out yet. I'm going to do that at the end. But if you wanted to, you could go ahead and do that at this time. So I'm going to go ahead and hit prints, going to go to my preferences. And to start off, I'm going to use a resolution of 400 because it's about the middle of the road for my settings. And I know that going to 600 or 1200 will only make it look more detailed and better as far as an engraving standpoint. So 400 for me as a good benchmark, then I wanna go to job type and change it to raster only. And change my raster settings. In this case, to a speed of 80 and a power of 50. Keep in mind, these are settings that I've just learned over time that I think do well on Baltic birch plywood, this may not be the optimal setting, but it will show up on the material so that we can see how things come out. As we're machining each row. Then I'm going to change my p size to the art board size, which is 24 inches horizontally and 12 vertically. You can change this if you wish. And then I'm going to uncheck these sent to manager. I'm also going to change my engraving direction to bottom up and hit OK. I'm going to hit prints, make sure that my Preview shows up. And then I'm going to go ahead and send this over to the machine and engraved the axes on top of the Baltic birch plywood. The reason for this is a wireline machining. I may find the optimal setting when I'm engraving the fifth row. And I may not need to go ahead and engrave the entire grid. And it can't save a ton of time while you're machining this. Keep in mind that the optimal settings that you're finding as you're going through this process are basically a personal preference when it comes to raster engraving, it depends on the look that you want to achieve. Now that we have the axes and we can see them on the material, we're going to go ahead and show the power ten row and begin machining the grid. When I set up this grid from left to right, you'll notice that the first six colors are this six that are pre-programmed into the color mapping options. So you're going to need to make sure that underneath of the colour area that you check the RGB codes. So the first square should be an RGB code of 25500. The second should be 0 for the red, 255 for the green, and 0 for the blue. The blue should be 0 for red and green, and 255 for blue. The yellow should be 200. Five for the red and green, and 0 for the blue. The cyan should be 0 for the red, and 255 for the green and blue. The magenta should be 255 for the red and blue and 0 for the green. And here's where we start to see the differences. The next color, in my case, is an RGB code of 100 for red, green, and blue eyed tried to make this as simple as possible. So there'll be easy to remember later. The next color is an off green, which has a read of 100, a green of 200, and a blue of 100. The next blue color as a read of 100, a green of 200, and a blue of 200. And the last square is a read of 100, a green of 100, and they blew of 200. Now make sure you write these down because you're going to need those values as you enter them into the color mapping window. Now that we know the RGB codes, we wanna go ahead and go to the print menu. So I'm going to hit Control pee on my keyboard. And I actually want to drag this window out and down so that I can see the speed and power values. This will help me when I go to set up my actual preferences. You'll need to be able to drag this window out to somewhere that you can get to the setup button. Once I go to setup and my preferences, I'm going to drag the laser box down and out of the way so that I can see this beads across the top. This will help me when I'm going into the color mapping. Next, I want to select the color mapping tab and check the color mapping box. Now you can see that the first six colors that I have in the grid matched the first six colors of the program. You'll also notice that mine, in this case, our out-of-order compared to my grid. So what I wanna do is actually switch the magenta and the teal. I'm going to select the Teale one, select the up arrow, and it will place it above the magenta. This way when I'm typing in my values, I don't get them confused as I'm going through this. First, I want to go to red, and I'm going to change it to a power of ten, a speed of ten, and I'm going to change the frequency to 25 for most flammable materials or things that are more likely to cause a flame, such as wood or paper or things of that nature, using about 25% of the frequency is the best option. At the very bottom, you'll see the raster is checked, which is going to be what we're using. And next, I'm going to go ahead and hit the arrow. To save these values, I need to repeat this process for each color. So for green, it's going to be a speed of 20 and a power of ten with a frequency of 25. So go ahead and complete this for the first six colors. Now that I have the first six colors set up, you can see a trend where the first column is stepping up gradually from ten to 100%. And the second column is all at 10% power. This is going to be useful as we change the power values. Because the next time we do this, all we have to change the power value. There's four colors that are not added yet. So what we need to do is go over to the left. And the first color is an RGB code of 100 for red, one for green, and 100 for blue. Go ahead and type in those three values. The speed is 70, the power is ten, and the frequencies 25. Make sure that rasters checked at the bottom and go over and hit the plus sign. This will add it to the list on the right. Go ahead and do this again for the next color, which has an RGB code of 100 for red, 200 for green, and 100 for blue. This will be a speed of 80%, a power of 10%, and their frequency of 25. Once you're finished with that one, hit the plus sign. Go ahead and add the last two colors yourself. Now you should have ten colors listed inside of the color mapping window. Now that you have all ten setup to the desired speeds. Powers for the power ten row. Go ahead and hit OK and send it over to the laser. You'll see that as we are machining this row, you'll notice that the machine is engraving one square at a time. This is because the machine needs to be able to focus on one square to be able to change the speed. It's not able to fluctuate speed between the colors if it's going all the way across to each time. Now that we've got the first row machine, we're going to go ahead and change to the second row. So go back to your layers and hide power ten row and show power 20 row. Go back into your print dialog box and go to setup. Now we're going to change our preferences for the color mapping. Select the color mapping tab. And then here we're going to go ahead and change only the power for every color with beads are already set up from what we did for the power ten row. So under each color, go ahead and change the power to 20. And just click the arrow over to save those settings. Do this for each of the ten colors. Once you have all the stallion setup and you verify the speeds and powers, go ahead and machine this row on the laser. Continue this process for every row of this grid. This is going to take a little bit of time. So I want you to go ahead and machine every row until your grid is complete. Then I'm going to show you how to save your preferred settings into a material library. As your machining, you may need to go back and hide. As your machining, you may need to go back and hide the axes so that they don't machine again. Each row on my machine took about 4.5 minutes to five minutes to complete. And if you do it for the vector settings, it will be even faster. My swatch for the Baltic birch plywood raster engraving is finished. So this is the final result. You will see that as the speed was low and the power was high, it starts to really burn it near the bottom and get really deep and you're not going to want that. So what I need to do now is actually go through here, pick a color that I like. And then I'm going to set that as my setting for this type of material. Throughout this course, I've been using 80% as my speed and 50% as my power for Baltic birch plywood. And I do like how that turns out. So I'm going to make that my setting for this material. And in addition to picking a setting for a material library, this swatch will come in handy when it comes to talking to customers because maybe they'll like a different setting than what you do. So this will come in handy when you were talking to them. What I wanna do is go ahead and enter 80% speed, 50% power into my settings and save that. So let me show you how I do that. Here I am at my printing preferences. So under the General tab, what I wanna do is I want to select the combined settings. I've already done the vector settings in the past and found out that a speed of four, a power of 100, and a frequency of 25 will cut through my quarter inch thick Baltic birch plywood for the raster settings. Like I said before, I'm going to keep it at 80% speed and 50% power. So here's what I need to do to save this. I'm going to go to the Advanced tab. Under the advanced tab on the right-hand side, you'll see a bunch of preloaded settings. Some of these are things that I have saved in the past and some come standard with the print driver. Some of the standard ones will be things such as leather photo, leather text, painted brass, would three millimeters and so on and so forth. Up at the top you'll see a folder location called users than my name. Then Documents slash, epilogue slash engraving settings. This is where you're going to want to save those settings. If you like, you can go ahead and copy that location. Since I've already set up my settings in the General tab, I want to go ahead and hit save. And then in the browser at the top, I want to paste that file location. So again, that's going to be the C Drive slash users slash your name slash Documents slash epilogue slash engraving setting. This is if you have an epilogue machine. If you have a different brand of machine, the location may be in a different area. And some machines don't actually allow you to save your settings. So what you wanna do is actually create a notebook of your settings and keep your grid on hand so that you know what you want to use. And we're going to call the file 0.25 inch baltic birch plywood. Makes sure that it's saving to the engravings settings love folder, and click the Save button. It should show up in the list on the right. If I go back to the general tab and let's say I change my raster settings to a speed of 20 and a power of 80. If I go back to the Advanced tab, click on the 0.25 inch Baltic birch plywood setting and hit load. If I go back to the general tab, you'll see that it reverts the raster settings back to a speed of 80% and the power of 50%. There are other methods for doing this in different files, setups of ways that you can create different types of grids and setups to figure out your settings. This is just one of the ways that I have found that it's useful. It also gives you a wide range of settings to choose from when you go to do a job, figuring out your settings for different materials and knowing exactly how to machine them every time is what's going to improve your efficiency and make you a great laser machinists. If you have any questions about this process, please let me know and I will do my best to help you out. Now let's head to the next video where we will jump into our final project.
9. Design Your Own Puzzle: For the final project, we're going to be making a puzzle. Now, you can use any design you want. I did go ahead and upload one to the course. Once you go ahead and open the file called design your own puzzle, this design is actually a doughnut just by itself with different colors. And we are going to create a puzzle from it. And I'm going to show you the full process here in a minute. The reason that I designed this one is so that we can practice with the color mapping as well as pulling in stock items from the internet, as well as vector cutting when it comes to the puzzle pieces, projects should give you a little bit of practice of the things that we've covered in this course. At the end of doing this project, I wanna make sure that you share these to the course so that I can see how they turned out, especially if you decided to design your own. Let's head over to the computer and I'll show you how to make it. Here's our doughnut design file. We want to make this into a puzzle. And the easiest way to do that is actually to use a puzzle generator. If you look in the resource file for this course, you'll see that there is a link to a puzzle generator. The first part of the address is cdn dot RAW GIT.com. Just typing that in will not work. You'll actually need the rest of this, but that's the address that you want to look for. If I flip back to our design and I click on the green part of the donut, I can see that the width and height are about 4.276 inches. So I'm going to make my puzzle design about five inches by five inches. If I go back to the puzzle generator, you'll see that everything is in millimeters. The easiest way to figure out the inches to millimeters conversion is going to Google and typing inches to millimeters. I'm going to have a five inch by five inch puzzle, which is a 127 by 127 millimeter puzzle. If I go back to the generator, I'm willing to change the size to 127 by 127. As for the tiles, because it's only five inches wide by five inches tall, I'm actually going to make the tiles about five by five. This will be a nice compact size puzzle. I'm actually going to leave everything else that the default, but you can play around with the seed, tab size and jitter settings to get different results for the puzzle. Once I have those settings in, I'm going to download the SVG file. And you'll see at the bottom of my screen that it called it jigsaw dot SVG. I'm going to go back to my design software. Go to file open, go to my Downloads folder, and select jigsaw. Once I open this file, I can see that it brings in the puzzle design. I'm going to highlight all of this and copy it using control C on my keyboard. And then paste it into my design. Right now it's not exactly centered over my design. To get it to be centered, what I wanna do is actually drag it over to the right. And the first thing I want to do is group all of my design together. To do that, I want to highlight everything and hit Control G on the keyboard. You can also do this by right-clicking the design and choosing group. If it's not grouped all ready, once it's all together, go ahead and highlight both the puzzle design and the donut design. And underneath of the align tools. I'm going to go up to align objects and select Horizontal aligned center. And then vertical aligned center. This will center my donut design onto the puzzle. Then I'm going to go ahead and move everything to the top left corner. The next thing I wanna do is select the jigsaw puzzle design and make sure that it's set up for cutting. By going to the Properties tab, I'm going to make sure that the stroke is either hairline or in my case, 0.01 points. I'm also going to make sure that the color is set to an RGB code for black of zeros 00. You'll also need to check the RGB codes for the green, the blue, and the red. You'll have to ungroup those designs and then click on each color individually and just check the RGB code. They should be set up already to the default color mappings settings for red, blue, and green. Now that we've got the design actually set up, I'm going to go ahead and go to my print dialog box, go to setup and change my preferences. And the last video, I set up a material setting for quarter-inch Baltic birch plywood. So I'm going to go to advanced, choose the 0.25 inch Baltic birch plywood and hit load. Then if I go back to the general tab, I'll see that the raster settings for black are 80% speed, 50% power, and the vector settings are 4% speed, 100% power, twenty-five percent frequency. In this case, black is only on the vector design under job type, make sure that you select combined. If you choose either raster or vector, it's going to skip one of the processes that we're going to need. The art board for this project is actually 20 inches wide, so I'm going to change the horizontal to 20 inches and I will keep the 12 inch vertical the same. Next, I want to go to the color mapping tab. I actually want to select three different settings to give the doughnut a little bit of contrast and depth. I want the green to be the darkest because it's more like the doughnut breading. I want the blue to be lighter because it's the icing on top. And I want the red sprinkles to be darker to add a little bit of contrast back in. So looking at the material swatch that I made in the last video, I'm going to select the values for green first. So I'm going to check the color mapping box. And for green, I'm going to choose a setting of 20% speed and 30% power. I'm going to change the frequency to 25. And I only want this to raster, so I'm going to uncheck the vector box and then I'll click the arrow to make sure it saves the settings. So for the blue, I want the IC and to be lighter, to stand out against the dark donut breading that I chose for the green. So for the blue, I wanna choose a lighter color. I'm going to choose a speed of 70%, a power of 10%. And I'm going to leave the frequency at 25. I'm also going to uncheck vector underneath of the settings and then click the arrow to save those settings over. Now the last one is going to be red for the sprinkles. I want these to be lighter than the doughnut breading that was green, but darker than the blue, that is the IC. For this, I want to use a speed of 60% and a power of 70%. I'm going to use a frequency of 25. And I'm going to uncheck the vector box and then click the arrow to save those settings. By setting up this file is should engrave the green, blue, and red at different settings and then cut everything according to the black coloring for the puzzle. So I'm going to go ahead and send this over to the laser. If you don't see the preview, go back to setup. Hit print again, make sure that it shows up in your preview window. And go ahead and send it over to the laser. Just like in the last video where I had to machine one color at a time. It's going to do the same process for this, where it's going to engrave the green separately, the blue separately, and the red separately. And then at the end, it will cut everything out to the jigsaw design. Now that you've finished machining your puzzle, let's see how it turned out due to the cutting. The design may be kinda hard to see just because of the residue, but you can't stand this off with a sander and it will clear it up quite a bit. So you can see the majority of the puzzle will hold together if I kind of angle it as I pick it up. But the pieces we'll go together. Most of the time I would make this out of thinner material. As you can see, the doughnut has different shades depending on the sprinkles, the ICANN, the breading. And I think it turned out really well now that you've made your puzzle, I would love it if you went ahead and shared it to the projects because I'd like to see if you came up with different designs than what I made, as well as just how yours turned out. And hopefully this short project helps solidify some of the topics that we covered in this course.
10. Now How Can I Help You: I'd like to thank you for taking my course on getting started with lasers. Throughout the course, we made a lot of different projects and I'd love it if you shared them to the course. You can also share them on Instagram with the hashtag maker experiment skill share so that I can see what they look like and also help you out with what you're doing. If you have any questions about laser machining or about this course, or if you have suggestions for future courses and things that you'd like to learn, please feel free to contact me at my email, which is a maker experiment at gmail.com, my Instagram at Maker experiment. Or you can contact me through my YouTube channel. I also have designed templates and projects for laser engraving and laser machining that are already set up on my website, which is Maker Experiment.com. And again, if you have any questions at all, feel free to contact me and I'd be happy to help.
 Trevor Wanamaker, Maker, YouTuber, and Entrepreneur
Trevor Wanamaker, Maker, YouTuber, and Entrepreneur