Transcription
1. Bande-annonce de cours à l'impression 3D: L'impression 3D vous intéresse ? Super. Restez à l'écoute. Vous êtes au bon endroit. Découvrez tout ce que vous devez savoir sur l'impression 3D. Facile à comprendre en utilisant ce didacticiel vidéo. Apprenez à imprimer des objets
sympas et à réaliser leurs propres idées et prototypes. Que vous achetiez votre propre imprimante 3D ou que vous utilisiez un fournisseur d'impression 3D externe. Les connaissances que vous allez acquérir dans cet atelier sont bonnes pour les deux. Trouvez une instruction
étape par étape rapide et facile sur le sujet
avec des conseils et un ingénieur expérimenté et un expert en impression 3D. De l'édition de fichiers au découpage jusqu'aux objets imprimés. Tout ce que vous devez savoir pour commencer par impression 3D
FDM est enseigné dans cet atelier. En plus des chapitres tels que les bases, les matériaux, dépannage et bien plus
encore, un chapitre bonus sur numérisation
3D vous attend. Alors, que faire ensuite ? Inscrivez-vous maintenant à l'impression 3D 101, afin de commencer dans un monde fascinant.
2. Commencez ! À quoi s'attendre: Bonjour, là.
Bienvenue dans l'impression 3D 101. Je suis sûr que vous avez déjà entendu des histoires fantastiques
sur l'impression 3D et vu des photos fascinantes d'objets
imprimés en 3D qui ont suscité votre enthousiasme
pour ce sujet. Si ce n'est pas le cas, prenons contact avec cette technologie
ingénieuse. Je suis sûr que vous
serez étonné de ce qui est possible dans le monde
de l'impression 3D. Que pouvez-vous attendre
de ce cours ? Dans ce cours, vous
serez guidé étape par étape et apprendrez
ainsi à utiliser
une imprimante 3D FDM. Et c'est un logiciel
grâce à l'expertise d'
un ingénieur et d' un passionné d'impression
3D expérimenté. Tout ce que vous devez
savoir pour commencer l' impression
3D est
expliqué en détail. Vous apprendrez comment imprimer des objets téléchargeables gratuitement et comment matérialiser vos propres projets,
idées ou prototypes. Ce cours s'adresse à
toutes les personnes techniquement
ouvertes d'esprit qui
s'intéressent aux
besoins de l'impression 3D pour ce cours. Idéalement, vous devriez
acheter une imprimante 3D. Mais ne vous inquiétez pas, vous n'avez pas à payer beaucoup
d'argent pour cela. imprimantes 3D de haute qualité utilisant la technologie FDM sont
disponibles pour moins de 600$. Si vous ne souhaitez pas acheter
votre propre imprimante 3D, vous bénéficierez toujours
de ce cours. D'une part,
grâce à la connaissance des processus
les plus importants en matière de technologie
d'impression 3D. D'autre part, grâce à la possibilité
d'utiliser un « makerspace » ou un fournisseur de
services d'impression 3D externe. Un makerspace est un endroit où plusieurs dispositifs
techniques différents, tels que des imprimantes 3D,
des scanners laser
ou des découpeurs laser, sont disponibles
pour les membres gratuitement. Ces salles,
équipées comme un atelier, offrent l'espace nécessaire et l'équipement adéquat pour la réalisation de
vos propres projets. Vous pouvez facilement trouver en ligne où se trouve le prochain
makerspace. Vous aurez également besoin d'un endroit
sûr pour configurer votre éventuelle imprimante 3D
et quelques autres matériaux, ainsi que d'un logiciel d'impression
3D approprié. Quels matériaux et logiciels en détail et comment tout cela fonctionne. Je vais vous expliquer
étape par étape pendant ce cours. Mais tout d'abord, prenons
contact avec quelques exemples. Il est temps de s'inspirer. Par exemple, vous pouvez
imprimer un modèle de chance. Donc, l'agneau junior, le petit agneau rebondissant
issu des intros d' un studio d'animation bien connu représentant la
lettre i du logo, l'exception de la LED
et des ressorts. Toutes les pièces peuvent être imprimées. La lampe est mobile et peut
maintenir la position choisie. Ou avez-vous toujours
voulu
bien comprendre comment fonctionnent les systèmes
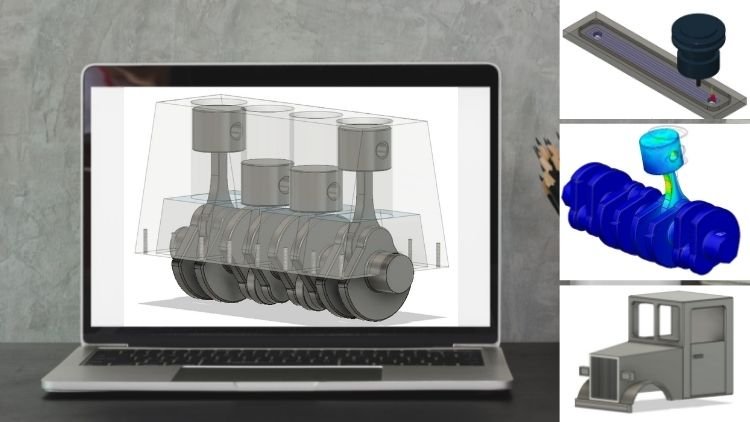
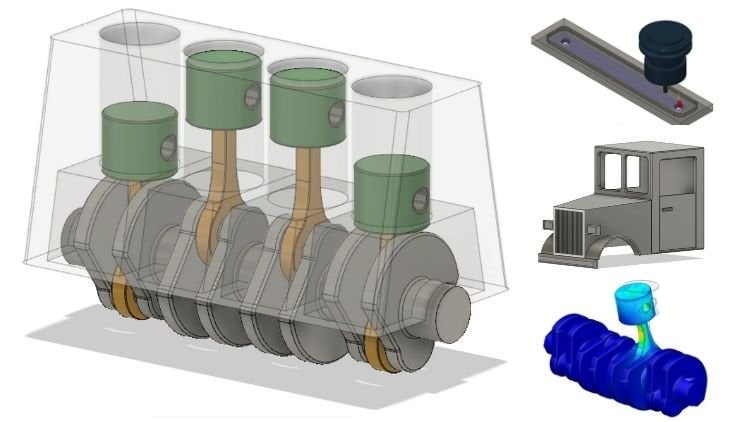
techniques ? Pas de problème avec un modèle de moteur
miniature. Si vous tournez la manivelle, vous pouvez clairement comprendre les mouvements des pistons dans les cylindres et l'
interaction avec le vilebrequin. L'impression 3D est parfaite pour des exemples
illustratifs ou des aides pédagogiques
interactives. Une
plate-forme élévatrice un
peu visible a du tout. La particularité
est qu'il s'agit d'une plate-forme
élévatrice imprimée, entièrement assemblée
avec toutes les fonctionnalités. Oui. Vous avez bien entendu un cric de levage qui
peut être imprimé en une seule pièce et peut être utilisé et déplacé immédiatement après
le processus d'impression. Aucun autre assemblage n'est nécessaire. Imaginez simplement les possibilités. Offres d'impression 3D. De nombreuses autres pièces mobiles, comme un roulement à billes ou
un loquet de porte, peuvent être imprimées en une seule pièce
et sont entièrement mobiles. Par la suite. Allons voir les artistes et les
amateurs d'art parmi vous. Que ce soit pour introduire de l'art moderne
dans votre salon ou pour devenir vous-même
actif artistiquement. Pas de problème avec une imprimante 3D. En plus de simples sculptures murales
comme un lion ou un cerf, vous pouvez également créer des structures
plus complexes
comme un chien ou un cheval, en utilisant la polytechnique
basse et tendance. Ou que pensez-vous
d'un avion jouet aigu ? Les roues et l'hélice sont
mobiles une fois assemblées. Les fils des
boulons sont imprimés
avec l'objet. Correct ? Même les threads fonctionnels sont
facilement fabriqués par une imprimante 3D. De plus, vous pouvez imprimer un pare-chocs de chemin de fer
exactement réglable aux dimensions requises pour vos modèles de chemin de fer
simplement par elle-même. Le pare-chocs est imprimé à l'aide d'un filament de
bois, n'est-ce pas ? Du bois véritable du bouleau au pin, saule ou au cèdre,
tout est disponible. Des fibres de bois ont été ajoutées
au matériel d'impression réel. Le filament pour
recréer l'aspect et la sensation de l'
une des
applications les plus importantes de l'impression
3D est probablement une des
applications les plus importantes de l' le prototypage
rapide. Cela signifie la production
rapide d' une invention ou d'une idée
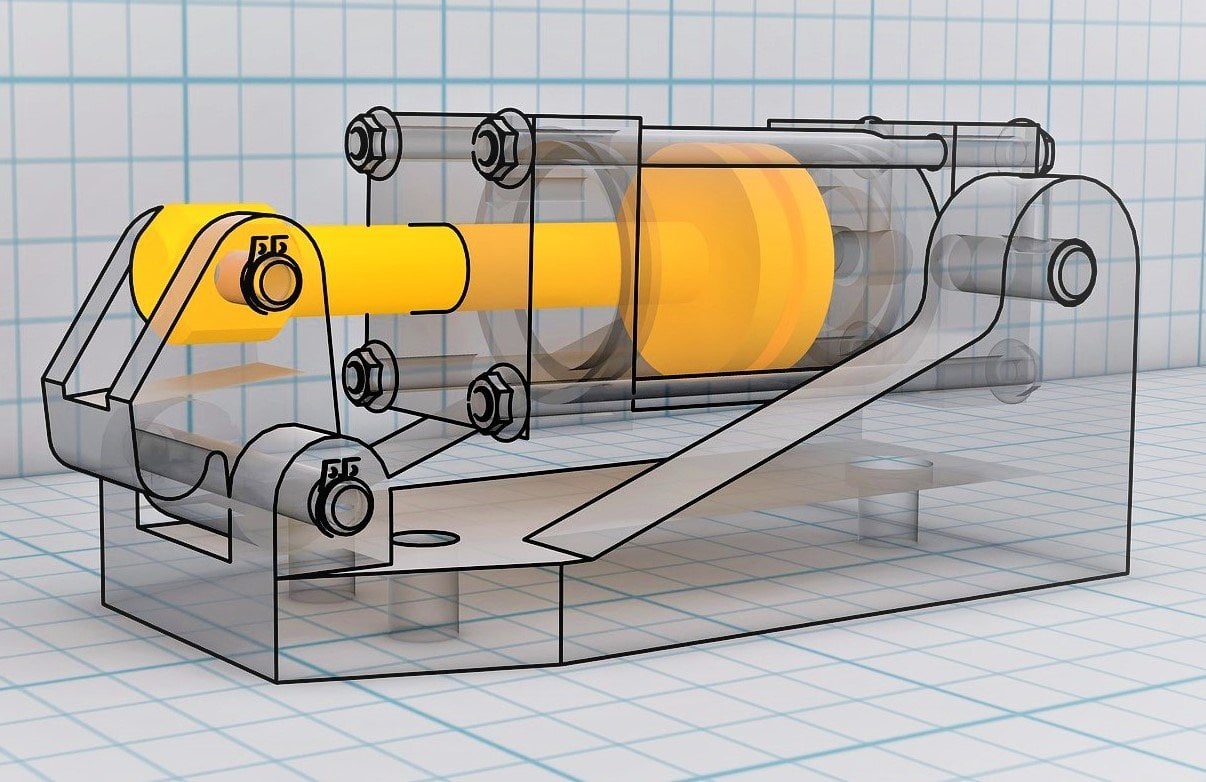
en tant que prototype. Prenons par exemple un
étau de machine. Et au lieu d'utiliser
un seul arbre d'entraînement, la pièce est serrée plus
uniformément par les arbres d'entraînement. Avec une imprimante 3D,
vous pouvez créer rapidement, facilement et à
moindre coût des prototypes pour les
présentations de produits. Pour les inventeurs ou les ingénieurs. L'impression 3D est l'outil idéal. Mais aussi en tant qu'architecte, vous pouvez réaliser beaucoup de choses. Un crâne imprimé en 3D
est parfait pour attirer les regards pour votre prochaine fête d'Halloween. Et cela montre un autre domaine d' application doté d'un potentiel
énorme. L'impression de
prothèses, de parties du corps ou d'organes de remplacement par des
professionnels de la santé. Tout aussi impressionnant, l'impression d'
un crâne T-Rex est idéale
pour les amateurs de dinosaures. Sinon, vous
voudrez peut-être simplement quelque chose de plus pratique, comme un support design
pour vos écouteurs ? Ou préférez-vous un socle
élégant en nid d'abeille comme objet tendance
à placer sur votre bureau. Soyez créatif. Utilisez ce cours
pour découvrir tout ce qu' il faut pour imprimer en 3D votre monde. Vous avez sûrement été en mesure
de vous inspirer. Par conséquent, nous allons faire une brève introduction
théorique aux bases de l'impression 3D, afin que vous puissiez commencer à
imprimer le plus rapidement possible.
3. Comment une imprimante 3D fonctionne ? Composants d'impression et 3D: La technologie d'impression 3D principalement présentée et discutée dans cet atelier s'appelle FDM ou FFF. Fdm est la forme courte de modélisation des dépôts fondus. Le cœur de l'imprimante 3D FDM est une buse équipée d'un élément chauffant, ce qu'on appelle
l'extrémité chaude. Cette pièce fait fondre le filament du matériau d'impression et le dépose couche par couche sur le lit d'impression ou la couche précédemment imprimée. De cette façon, l'objet d'impression gagne en hauteur couche par couche. Un filament plastique est généralement utilisé comme matériau d'impression. Pla est peut-être l'un des matériaux les plus simples et les plus courants en matière d'impression 3D. Pla est un plastique obtenu à partir de ressources régénératives. D'autres plastiques, tels que les abdos, sont plus difficiles à imprimer, mais possèdent de meilleures propriétés mécaniques. L'épaisseur de la couche est généralement choisie dans une plage comprise entre 0,1 millimètre et quatre millimètres à point zéro, sorte que la qualité d'impression augmente avec une épaisseur de couche plus petite. Toutefois, plus l'épaisseur de la couche est petite, plus
le temps d'impression est long. Pour s'assurer que l'imprimé ici aussi bien sur le lit d'impression et ne se détache pas pendant l'impression. lit d'impression dans une plage d' environ 60 degrés Celsius est recommandé. Certains amateurs d'impression 3D utilisent toutes sortes d'équipements supplémentaires,
tels que des rubans adhésifs, des bâtons de
colle, de la laque ou plaques d'impression
permanentes pour obtenir une bonne adhérence au lit d'impression. Cependant, avec des réglages bien coordonnés et un lit d'impression calibré, il fonctionne normalement sans ce genre de choses. Mais il y a un conseil d'initié concernant le lit d'impression. Un miroir est utilisé comme lit d'impression pour fournir une surface parfaitement plane à l'objet imprimé. La tête d'impression peut se déplacer dans les trois directions spatiales au
moyen de moteurs pas à pas. Cela permet d'imprimer presque toutes les formes. En plus de la technologie, il existe également d'autres procédures d'impression 3D, telles que le frittage laser sélectif et la lithographie stéréo, SLS et SLA en bref. Ils sont principalement utilisés dans les secteurs industriels. Un laser est utilisé pour fusionner une poudre plastique, résine
liquide ou une poudre métallique en composants solides. Revenons à notre imprimante FDM. Maintenant, le filament, qui est
enroulé dans une structure semblable à un fil sur une école, doit bien sûr atteindre d'abord la tête et la buse de l'imprimante. Cela se fait par transport via un autre moteur pas à pas, qui saisit le filament à l'aide d'une roue dentée et le déplace vers ou loin de la buse. Les ventilateurs fixés à l'extrémité chaude assurent le contrôle de la température d'une part, refroidissant le plastique liquéfié de l'autre, et donc la solidification sous forme imprimée. L'imprimante présentée dans ce cours ne possède qu'une seule buse. Par conséquent, une seule couleur peut être utilisée dans une tâche d'impression à moins qu'un filament de couleurs mixtes ne soit utilisé. Cependant, il existe également des extrudeuses doubles, telles que la réalité C RX. extrudeuse double signifie que l'imprimante 3D est équipée de deux buses et donc deux types de filaments ou deux couleurs peuvent être traités dans un seul objet d'impression.
4. Conseils d'achat de l'imprimante 3D (accessoires): Avant de commencer notre premier travail d'impression, il y a quelques conseils sur l'achat d'imprimantes FDM dans l'avis juridique suivant Toutes les recommandations et
interprétations suivantes reflètent mes opinions personnelles et expériences. Je n'ai aucune relation commerciale avec les fabricants d'imprimantes 3D ou de filaments suivants. Cela vaut également pour tous les autres produits, y compris les logiciels d'impression 3D présentés dans ce cours. Comme indiqué dans l'introduction, imprimantes 3D de
haute qualité sont disponibles pour moins de 600$. Par exemple, le CR corporéalité, C'est n. Le CR 10 peut être commandé directement en Chine, ce qui fonctionne bien, mais prend souvent beaucoup de temps. Heureusement, il existe maintenant des offres bon marché et bon marché provenant d'autres entrepôts qui vendent sur Amazon, eBay et d'autres. La série CR 10 est très
appréciée dans la communauté de l'impression 3D. Et à mon avis, c'est approprié. La qualité d'impression est exceptionnelle et le prix est relativement bas, selon les modèles d'environ 500 à 900$. Un autre avantage est le grand espace de construction avec un lit d'impression de 30 x 30 centimètres et notre hauteur d'impression de 40 centimètres. Par conséquent, cette imprimante est ma recommandation d'achat explicite. L'impression 3D est expliquée dans ce didacticiel en utilisant cette imprimante. Cependant, les bases présentées dans ce cours sont largement applicables à toutes les imprimantes 3D FDM. Donc, si vous en choisissez un autre, ce n'est pas un problème. En attendant, il existe également d'autres versions du CR 10 original. Par exemple, le CR TNS et le CR TNS Pro. Ceux-ci offrent des améliorations utiles telles que capteur de
filament vers les axes z motorisés, nivellement
automatique du lit d'impression et d'autres modifications utiles. En outre, il existe une version CR 10 avec un espace d'impression de 50 sur 50 centimètres. autres imprimantes 3D recommandées sont les appareils de MakerBot pour ce qu'on appelle le réplicateur, par exemple, vous devez payer environ 2200$. Les appareils MakerBot sont également conçus pour un usage hobby et semi-professionnel. Outre MakerBot, Ultimaker, modèles d'imprimantes
3D sont parmi
les pionniers en matière d'impression 3D. Et Ultimaker est
l'un des principaux fabricants dans ce domaine. Ces appareils atteignent également une très haute qualité de surface d'impression et sont donc répertoriés comme deuxième recommandation d'achat
des Pays-Bas pour construire leur série d'imprimantes 3D de bureau avec sa petite taille. modèles
moyens et grands sont connus à partir d'environ 2800$. Une autre imprimante FDM remarquable est le créateur d'idées Dremel, prix d'environ 1700$. Il existe de nombreux autres fabricants et
modèles d'imprimantes 3D pour orienter les imprimantes 3D disponibles sur le marché. Toutefois, ces recommandations devraient suffire. En conclusion, on peut dire que la série CR 10, ce sont des modèles plus récents comme le CR TNS et, ou le CR TNS Pro, offre une entrée favorable et bonne dans l'impression 3D. L'Ultimaker, deuxième recommandation, offre
également une très bonne entrée, bien qu'un peu plus chère. Maintenant, j'ai mentionné au début que si c'est encore trop cher pour vous, vous n'avez même pas besoin d'acheter votre propre imprimante 3D pour réaliser vos idées. Sur 3D Hubs.com, par exemple, vous pouvez commencer une tâche d'impression 3D en téléchargeant un modèle 3D et ainsi trouver un fournisseur d'imprimantes 3D approprié partout dans le monde. Il existe également d'autres fournisseurs de services tels que Proto Labs, www. Dot proto labs.com, Shapeways, www.Shapeways.com et autres. Dans Proto Labs, par exemple, vous pouvez télécharger le modèle 3D souhaité sous forme fichier STL et obtenir un calcul direct du prix, y compris l'analyse de conception, méthodes
SLS et SLA sont également souvent proposées. Ou vous choisissez la possibilité d'utiliser un makerspace. Mais si vous êtes enthousiaste à l'idée d'acheter une imprimante 3D, la question suivante se pose. quels autres équipements avez-vous besoin en plus l'imprimante réelle pour commencer ? D'une part, un matériel d'impression, c'est-à-dire un filament. Je recommande de commencer par le PLA car c'est le matériau le plus simple et le plus sûr à utiliser dans ce contexte. Je recommande de commencer par un filament PLA du fabricant de filaments primé fils Lu. Vous pouvez également acheter des icônes PLA plus auprès du fabricant. L'avantage est le développement ultérieur du PLA grâce à propriétés mécaniques
accrues
combinées à une prévention tout aussi bonne. filaments de Sonu impressionnent par la qualité de surface du prince et la faible tolérance de fabrication de plus ou moins 0,02 millimètre comme caractéristique d'égalité, assurez-vous de choisir le bon diamètre du filament pour votre imprimante. Pour la série CR 10, vous aurez besoin de 1,75 millimètre. Cependant, il existe également des imprimantes 3D qui nécessitent un diamètre de filament de trois millimètres en raison de la taille de leur buse. En plus du filament, vous devriez également obtenir un miroir pour le lit d'impression, un support de rangement, carte
mémoire pour les fichiers d'impression,
des produits de nettoyage pour le lit d'impression et de la supercolle. En option, certaines couleurs de modèle si vous souhaitez peindre ces pièces imprimées ultérieurement,
ainsi que d'autres outils utiles tels que des pinces et une spatule pour retirer les pièces finies de la plateforme d'impression. Le CR 10 est livré avec un ensemble d'outils de base.
5. Mettre en place une imprimante 3D (y compris le nivellement du lit d'impression): Il est maintenant temps de
travailler avec votre imprimante 3D et de
maîtriser la première impression. Le tube cathodique doit d'
abord être assemblé après la livraison. Ne vous inquiétez pas, cela se fait très
rapidement et assez facilement. Toutes les pièces sont déjà
préfabriquées et ont été démontées en trois
parties pour des raisons d'expédition La meilleure façon de procéder est de suivre les instructions
vidéo du fabricant. Vous pouvez scanner le code QR sur l'imprimante pour obtenir le manuel
avec votre smartphone, ou consulter le manuel sur
la chaîne YouTube
du fabricant Vous n'aurez peut-être pas besoin d'assembler
d'autres imprimantes vous-même. Certaines imprimantes, cependant, ne
sont disponibles que pour les enfants à assembler et doivent
être fabriquées à partir de zéro. Une fois l'imprimante
assemblée, vous devez niveler
le plateau d'impression pour qu'il fonctionne correctement. Les nouveaux modèles d'imprimantes 3D disposent
déjà d'un capteur permettant réglage
automatique
de la
distance entre la buse et
le plateau d'impression. Mais ici, il est également
judicieux
d'effectuer un étalonnage manuel
dès le premier démarrage. Pour le processus d'étalonnage
manuel, chauffez la buse d'impression à la
température d'impression souhaitée
, soit environ
210 degrés Celsius. Et le plateau d'impression à
environ 60 degrés Celsius manuellement via le
menu de l'imprimante 3D. Assurez-vous que le
nivellement est effectué dans ces conditions chaudes, car matériaux se dilatent sous
l'influence de la chaleur, puis sélectionnez la position d'origine
dans le menu de l'imprimante, préparez-vous, leur imprimante passez maintenant à une position d'
origine définie. Dans le cas du CR ten, il
s'agit du
coin avant gauche du plateau d'impression. Le nivellement est optimal avec une jauge de distance ou une jauge
à palpeur de 0,1 mm. Si vous ne disposez pas d'une
telle jauge, vous pouvez également
utiliser des feuilles de papier pour vérifier la distance
entre la buse et le plateau d'impression. Placez la
jauge de distance ou le morceau de papier entre la buse
et le plateau d'impression. La jauge de distance ou
la feuille de papier doivent
simplement être placées entre la
buse et le plateau d'impression. Vous devriez pouvoir entendre un bruit de grattage lorsque vous
utilisez une feuille de papier. Réglez la distance
à l'aide des
molettes de réglage du
plateau d'impression si nécessaire. Effectuez cette procédure dans les quatre coins, puis
répétez-la une fois de plus. Assurez-vous que si vous
utilisez un morceau de papier, il déplacer
la feuille La distance
est
alors parfaitement correcte. Si la première impression
n'adhère pas, réduisez la distance entre la
buse et les plateaux d'impression. La distance légèrement trop grande
entre la buse et plateau d'
impression est
l'une des erreurs les plus courantes des
débutants. Toutefois, la buse ne
doit pas non plus être
rectifiée sur le plateau d'impression
lors du déplacement de la tête d'impression. Si vous utilisez une imprimante 3D
sans capteur, comme le premier tube cathodique, cet étalonnage du banc d'impression
doit être effectué périodiquement
toutes les dix à 20 impressions. Pour les imprimantes équipées de capteurs de
distance automatiques, comme la CR tennis pro. Cet étalonnage
n'est généralement plus nécessaire. Avant de commencer notre
premier travail d'impression. Quelques
consignes de sécurité suivent. Pour faire fondre le filament, la buse d'impression
doit chauffer jusqu'à environ 200
degrés Celsius. Le plateau d'impression chauffe
également jusqu'à environ 60
degrés Celsius. Par conséquent, le risque de brûlure est
élevé, en particulier lorsque vous
touchez la buse. Ne touchez pas non
plus les pièces mobiles lorsque l'
imprimante est en marche. Comme il existe également un
risque d'écrasement, trouvez un emplacement approprié
pour l'imprimante 3D. Idéalement, une pièce quelque peu
isolée avec un espace de travail stable
car l'imprimante génère du bruit
et des vibrations. Assurez-vous également
que les enfants et les animaux domestiques n'ont pas
accès à l'imprimante. Il est également conseillé d'
attendre quelques minutes
au début de l' impression pour vérifier si toutes les opérations sont
effectuées correctement.
6. Première tâche d'impression 3D avec l'imprimante CR-10: Maintenant, toutes les préparations nécessaires ont été faites et tout ce qui est important pour la première impression est expliqué. Traditionnellement, la série CR 10 commence par un petit chat chanceux chinois qui agite comme premier tirage. En tant que filament, vous pouvez
utiliser soit les filaments de test fournis avec une imprimante 3D, soit un filament acheté séparément. Retirez la carte SD fournie avec l'imprimante 3D de l'adaptateur USB et insérez la carte SD dans l'imprimante 3D sans cet adaptateur. Vous pouvez également connecter l'imprimante à un PC à l'aide d'un câble USB. Allumez ensuite l'imprimante 3D et accédez à l'impression de la carte SD. Commencez ensuite le fichier avec le chat. Si votre imprimante 3D n'est pas fournie avec un fichier d'impression approprié, vous pouvez d'abord ignorer ce chapitre ou rechercher un fichier en ligne. fichier G-code est requis. Ensuite, l'imprimante 3D commencera à
chauffer la buse et le lit d'impression. Ce processus dure environ trois à cinq minutes. Dès que les températures souhaitées sont atteintes, l'imprimante démarre automatiquement. Vérifiez si le filament et le lit d'impression sont uniformément présents. En regardant le lit d'impression et la buse. Sinon, arrêtez l'impression et nivelez à nouveau le lit d'impression. Lorsque le filament est
déposé uniformément sur le lit d'impression, vous pouvez lever les pieds et regarder
l'imprimante 3D au fur et à mesure qu'elle fonctionne. Après environ deux à trois heures, le chat chanceux est prêt à retirer l'objet fini de la plateforme d'impression. Il est préférable de laisser le lit chauffant refroidir complètement.
7. Aperçu des formats de fichiers et des logiciels de tranchage: Vous n'avez pu imprimer immédiatement le chat Lucky avec votre imprimante 3D qu'en raison du format de code G du fichier. Au fait, vous pouvez le voir dans le suffixe du fichier. Un tel fichier G-code doit être créé en premier. Généralement, les modèles 3D peuvent être téléchargés sous forme de fichiers STL. Nous allons donc passer au prochain chapitre de l'impression 3D. Jetons un coup d'œil aux
logiciels et formats de fichiers nécessaires . Au fait, vous pouvez télécharger gratuitement de nombreux modèles
3D sur les plateformes en ligne. Si vous souhaitez créer vos propres composants, vous devez utiliser un logiciel d'ingénierie, mais plus tard. Le format de fichier G-code déjà mentionné représente un code machine qui fournit les mouvements nécessaires et d'autres informations d'impression à l'imprimante. Ce fichier est créé à l'aide d'un programme de découpage, ou trancheuse courte, car il divise la géométrie de l'objet souhaité en couches. Le logiciel fournit l'imprimante des mouvements inutiles dans les directions spatiales afin que les objets puissent être imprimés. En tant que logiciel de découpage. Une sélection de logiciels gratuits et payants est disponible sous forme de logiciel gratuit. Par exemple, la trancheuse, qui est écrite avec le chiffre 3 au lieu d'un E, est disponible. découpage Open Source Cura logiciel de découpage Open Source Cura du fabricant d'imprimantes 3D Ultimaker peut également être téléchargé gratuitement. Si vous souhaitez acheter un logiciel de découpage. Jetez un coup d'œil à Simplify 3D. Le prix de ce logiciel est d'environ 170$. Ma recommandation est cependant Cura. D'une part, le programme est gratuit. D'autre part, il est conçu par
l'un des principaux fabricants d'impression 3D, et il est idéal pour les débutants. Le programme fonctionne avec presque toutes les imprimantes 3D FDM et impressionne par sa facilité de manipulation. Si un objet a été construit avec un logiciel de construction CAO, il peut être enregistré au format STL. Dans ce format, les informations géométriques des objets
tridimensionnels sont
préparées de manière optimale pour l'impression 3D. Vous importez ensuite les fichiers STL dans votre logiciel de découpage et les découpez dans un code machine
pour le code G de votre imprimante. Il existe de nombreuses plateformes en ligne proposant des fichiers STL. La plupart des fichiers sont créés par des membres de la communauté de l'impression 3D et sont souvent disponibles
gratuitement, en privé, parfois même à des fins commerciales. L'une des plus grandes plateformes est Thingiverse, www dot de Thingiverse.com. Cette plateforme propose des fichiers gratuits au format STL. Vous n'avez même pas besoin de vous y inscrire et vous pouvez télécharger les fichiers immédiatement. Il y a cependant une chose à noter, bien que Creative Commons autorise les fichiers. Ces licences se trouvent sur Thingiverse à hauteur de la page centrale gauche d'un objet. Avec Creative Commons, les licences et l'auteur et le créateur d' une œuvre peuvent facilement accorder au public les droits d'utilisation de son œuvre. Il existe différentes licences, selon la licence,
seule l' impression à des fins privées est autorisée ou partage et la modification de l'œuvre sont explicitement souhaités. Ou même l'utilisation commerciale de l'œuvre est autorisée. Il suffit de prendre note d'une licence et de s'assurer
que l'objet téléchargé n'
est utilisé que dans la plage autorisée. Dans la plupart des cas, le nom du créateur a été mentionné lorsque l'objet est utilisé publiquement. En fonction de la licence, vous devez également définir un lien. Dans le cas d'une redistribution
ou d'une représentation autorisée de l'œuvre, vous pouvez consulter les significations individuelles sous licence sur le site Web de Creative Commons, www.creativecommons.org. Veuillez noter que les informations contenues dans cette section sur licences
Creative Commons ne sont pas contraignantes et ne peuvent constituer des conseils juridiques. Je vais vous expliquer tout de suite comment fonctionne
la création d'un code G. Mais tout d'abord, je veux vous présenter un autre logiciel, le mélangeur maillé Autodesk.
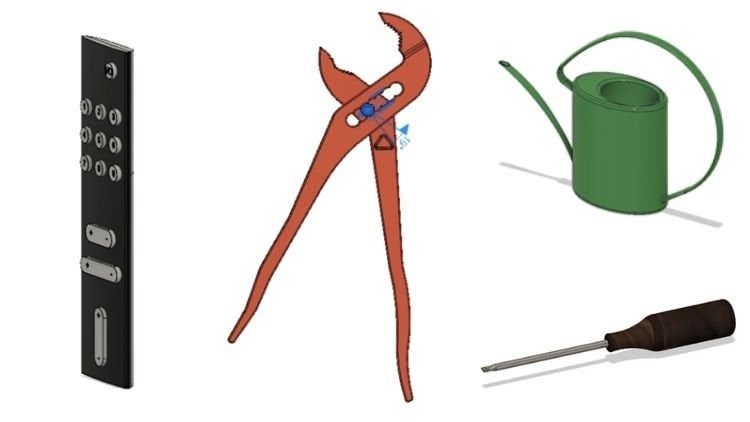
8. Montage de fichiers .stl » avec Autodesk Meshmixer (p.ex. : carabiner): Cet outil logiciel gratuit vous permet de
modifier et de positionner facilement des fichiers STL. Parfois, les fichiers STL ne sont pas
correctement appariés et contiennent des trous ou d'autres défauts. Pour obtenir une surface de haute qualité, certaines limes doivent donc être réparées au préalable. Le processus d'analyse et de réparation peut être effectué à l'aide d'un mélangeur à mailles. Vous pouvez télécharger le programme gratuitement sur www.mesh mixer.com. Si vous souhaitez créer vos propres composants ou réaliser de nouvelles idées, vous devez entrer dans le sujet de la construction et nous aurons besoin d'un logiciel de construction. Bien sûr, il existe des alternatives
aux programmes professionnels généralement plus coûteux, tels que Solid Works, Cavea, Solid Edge by Siemens ou Autodesk Inventor. En tant qu'étudiant, vous pouvez souvent obtenir tels logiciels gratuitement ou prix réduit en tant que licence étudiante. Pour tous les autres, quelques programmes gratuits sont les suivants. La meilleure approche serait de simplement essayer quelques programmes différents pour trouver celui qui
convient à vos besoins, pour les débutants et pour vérifier si la conception est la bonne chose pour vous. Le programme gratuit Tinkercad d'Autodesk est recommandé. Les utilisateurs avancés, en revanche, devraient se familiariser avec Blender ou une CAO gratuite, www, web.org gratuit offert par la communauté CAO gratuite. Puisque la construction elle-même est un sujet qui prend beaucoup de temps et que nous au-delà de la portée de cet atelier. Nous allons maintenant revenir à l'impression 3D et à ses logiciels. Apprenons étape par étape comment
procéder avec un fichier STL que vous avez téléchargé, par
exemple, à partir de Thingiverse. Par exemple, nous utilisons une recherche par mousqueton pour le terme mousqueton dans la fonction de recherche située dans le coin supérieur droit de Thingiverse et sélectionnons le premier résultat affiché. Cliquez sur le bouton fichiers objet et téléchargez le fichier STL de l'objet en un seul clic. Vous verrez également à nouveau les conditions de licence, IE, pour lesquelles vous pouvez utiliser cette pièce. d'abord, nous sommes allés l'examiner de plus près
dans le mélangeur à mailles et, si nécessaire, réparer ou positionner la pièce, démarrer le mélangeur de mailles du programme et simplement faire glisser le fichier dans la zone de la fenêtre du logiciel ou cliquer sur Importer. Ensuite, cliquez d'abord sur la petite flèche située dans le coin supérieur droit pour ouvrir le menu déroulant de l'imprimante. Sélectionnez votre imprimante 3D. S'il n'est pas répertorié, cliquez sur les préférences de l'imprimante et entrez le fabricant et
le modèle dans les champs appropriés de la fenêtre contextuelle suivante. Ajoutez également les dimensions de l'imprimante sous les dimensions du volume imprimé. Pour le CR 10, il s'agit d'un 300 par 300 x 400 millimètres. Cliquez ensuite sur Ajouter dans la zone inférieure. Le fabricant doit maintenant apparaître dans la liste des imprimantes. Ouvrez le menu fabricant dans l'arborescence de sélection et cliquez sur CRT ou sélectionnez une autre imprimante 3D. Vous disposez maintenant de l'espace d'installation complet de l'imprimante 3D disponible dans le mélangeur maillé. Ce réglage ne doit être réalisé qu'une seule fois au début. Si vous cliquez et maintenez le bouton droit de la souris enfoncé et que vous déplacez la souris, vous pouvez faire pivoter la vue. Si vous cliquez et maintenez la molette de la souris enfoncée et que vous déplacez la souris, vous pouvez déplacer la vue. Si vous faites tourner la molette de la souris, vous pouvez effectuer un zoom avant et arrière sur la vue actuelle, comme d'habitude, le mousqueton est situé à la verticale dans le lit d'impression. L'impression de l'objet dans cette orientation ne
serait pas très intelligente. Une position horizontale permet meilleur positionnement pour l'impression, car en position horizontale, cette pièce possède une zone de contact beaucoup plus grande et aucun porte-à-faux nécessitant une structure de support. Plus d'informations sur la structure de support plus tard. Maintenant, positionnons d'abord l'objet d'impression de la manière souhaitée. Pour ce faire, cliquez sur le bouton
Modifier, puis sélectionnez Transformer. Entrez ensuite la valeur 90 à Rotate X.
Vous pouvez également faire pivoter l'objet l'
aide des flèches colorées manuellement. Cliquez ensuite sur, sauf que vous verrez que le mousqueton a pivoté 90 degrés autour de l'axe X, mais qu'il flotte toujours au-dessus du lit d'impression. Pour le placer sur l'enchère d'impression, cliquez sur une ligne sous Modifier. Le programme spécifie ensuite la position souhaitée sur le lit d'impression. Il suffit de cliquer sur Accepter, et les Caraïbes ou le clip seront positionnés de manière optimale. Dans ce programme, nous vérifions également la qualité de la pièce pour nous assurer que la surface est exempte de trous ou de trous, ce qui causerait des défauts dans la pièce imprimée. Pour ce faire, cliquez sur Analyse dans la barre d'outils à gauche et sélectionnez Inspector. S'il y avait des trous ou des espaces, éléments
colorés apparaîtraient dans la zone des défauts, il vous suffit de cliquer sur la réparation automatique et
les espaces dans le maillage de l'objet seraient comblés. Cependant, notre clip ou les Caraïbes ne montrent pas de marques colorées, donc tout semble bien aller. avantage supplémentaire du logiciel mesh mixer est que vous pouvez également éditer le fichier STL d'autres manières. Si nécessaire, vous pouvez couper la pièce dans l'orientation souhaitée avec un plan de commande, couper et supprimer des parties indésirables d'un objet. Il suffit de parcourir un peu les possibilités d'édition du programme. Vous trouverez d'autres fonctions utiles pour éditer des fichiers. Toutefois, les fonctions présentées devraient être suffisantes au début. Enregistrons le fichier modifié en
cliquant sur le bouton Exporter. Sélectionnez le format de fichier STL et l'emplacement de stockage souhaité. Ensuite, quittez le mélangeur à mailles et démarrez un Cura.
9. Introduction au programme de tranchage « Cura » : créer un « .gcode » (par exemple en snap: Le logiciel de découpage. Nous devons d'abord configurer le programme de découpage sur notre imprimante 3D et définir des paramètres généraux. Lorsque vous démarrez le logiciel pour la première fois, une fenêtre contextuelle nommée Ajouter une imprimante apparaît. S'il ne clique pas sur Préférences et ne configure pas Cura dans la barre de menu supérieure. Dans Imprimantes, sélectionnez l'option Ajouter une imprimante. Dans cette fenêtre, recherchez votre imprimante. Si vous ne disposez pas d'un commutateur Ultimaker vers un autre, vous pouvez alors choisir votre imprimante 3D parmi une longue liste. Avec imprimante ADD. Vous ajoutez l'imprimante et Cura charge la configuration de l'imprimante 3D correspondante. Ensuite, sélectionnez les paramètres de langue
et de devise souhaités dans les paramètres généraux, passez à nouveau vers les imprimantes et vérifiez les paramètres de
l'appareil pour l'imprimante 3D en
cliquant sur les paramètres de la machine, le bouton l'espace d'installation correct, IE, la largeur, la profondeur et la hauteur sont très importants. Veuillez vous référer au manuel
d'utilisation de vos imprimantes pour connaître ces dimensions. Sous les matériaux du menu, vous pouvez également définir les coûts du filament et le poids d'une bobine. Enfin, passez aux profils et importez un profil d'imprimante spécial pour votre imprimante 3D. Par exemple, à partir d'un groupe communautaire d'impression 3D. Ou conservez les paramètres par défaut de Cura et sélectionnez un profil par défaut. Pour que tous les paramètres soient efficaces, nous devons d'abord redémarrer Cura. Après le redémarrage, le paramètre de langue souhaité sera également appliqué. À l'étape suivante, vous pouvez vérifier si le matériau souhaité, le PLA et le profil souhaité sont sélectionnés dans le menu en cliquant sur le bouton personnalisé dans un menu déroulant sous Configuration de l'impression. Sélectionnez ensuite un expert en cliquant sur la petite icône située à côté la barre de recherche pour rendre visible
une plus grande sélection d'options de réglage. Dans cet atelier, nous utilisons principalement la configuration d'impression personnalisée. Je vais expliquer brièvement les paramètres les plus importants dans ce qui suit. Des instructions détaillées suivront étape par étape dans d'autres chapitres. Si vous ouvrez l'élément de menu Qualité, vous pouvez définir l'épaisseur de couche souhaitée de l'ensemble de l'objet d'impression et du premier calque. Sous le boîtier du bouton, vous pouvez régler les paramètres de la coque extérieure de l'impression, i0 pour les murs et des couches inférieure et supérieure. Sous le remplissage de l'élément de menu, la densité de remplissage de l'objet d'impression ainsi que le désir de remplir le motif sont répertoriés. Dans la section suivante, vous trouverez tous les paramètres
concernant le matériel d'impression, en particulier ceux concernant la température. Nous avons ignoré les mouvements et le
refroidissement des points et passons au menu Structure de support des points. Tous les paramètres des objets d'impression avec porte-à-faux peuvent être définis ici. Dans le domaine de l'adhérence des plaques d'impression, vous pouvez enfin définir le type d'adhérence de plaque d'impression souhaité. Toutes les autres fonctions sont ignorées pour le moment. Ne vous inquiétez pas si vous êtes un peu dépassé par l'abondance des options de réglage. Dans d'autres chapitres de cet atelier, vous apprendrez en détail comment gérer ces paramètres en toute sécurité. Les mouvements de la vue ont été gérés à Cura de la même manière que dans un mélangeur à mailles. Une courte répétition. Si vous cliquez et maintenez le bouton droit de la souris enfoncé et que vous déplacez la souris, vous pouvez faire pivoter la vue. Si vous cliquez et maintenez la molette de la souris enfoncée et que vous déplacez la souris, vous pouvez déplacer la vue. Et si vous faites tourner la molette de la souris, vous pouvez effectuer un zoom avant ou arrière sur la vue actuelle. Il suffit maintenant de faire glisser et déposer le fichier Caribbean modifié
précédemment ou le fichier STL dans la zone de fenêtre de Cura. Et il sera placé sur le lit d'impression virtuel en position préalablement définie dans le mélangeur à mailles. De plus, si vous avez sélectionné le bouton Déplacer dans la barre d'outils sur le côté gauche, vous pouvez déplacer la pièce sur
le lit d'impression
en cliquant et en maintenant le bouton gauche de la souris enfoncé. Vous pouvez également utiliser la barre d'outils pour définir certains paramètres de base tels que l'échelle, rotation et la mise en miroir, ou définir un bloqueur de structure de
support. Correct. Vous pouvez également charger des fichiers STL immédiatement dans le programme de découpage Cura et effectuer des
rotations ou des mises à l'échelle sans utiliser de mélangeur de mailles. Théoriquement, vous pourriez bien sûr sauter cette étape. Passons maintenant à la tranche réelle. Sur le côté droit de la configuration de l'impression, nous réglons d'abord les paramètres individuellement en fonction de l'objet souhaité. Étant donné que chaque objet possède une géométrie différente et donc des exigences différentes pour le découpage, quelques paramètres doivent être ajustés presque toujours si ce n'est pas déjà fait, passez à la vue personnalisée. Tout d'abord, nous sélectionnons l'épaisseur du calque dans la qualité des éléments de menu. Puisque les Caraïbes ou clip sont relativement petits, nous avons obtenu une très bonne qualité de surface. Nous sélectionnons une épaisseur de couche de 0,12 millimètre. Choisissez toujours les épaisseurs
de couche pas de 0,04 millimètre. Par exemple, en tant que plus petite épaisseur de couche, point
zéro 12 millimètres, puis le point zéro 16, 0,20, etc. Lorsque vous utilisez une buse de 0,4 millimètre. Plus l'épaisseur de la couche
est élevée, plus la surface est grossière, mais plus l'impression sera terminée rapidement. En fin de compte, il s'agit toujours de comparer les deux critères de qualité de surface et de temps d'impression. Étant donné que l'objet à imprimer est positionné horizontalement sur le lit d'impression. Nous voulons également obtenir la surface
pointée vers le haut de la plus haute qualité possible. Pour cette raison, nous cochons la case Activer le lissage dans le boîtier des éléments de menu. Un sous-menu s'ouvre. Tous les autres paramètres peuvent être laissés tels quels. De plus, les sous-éléments ignorés en qualité et en boîtier peuvent généralement être laissés aux valeurs définies. La fonction de lissage
n'est bénéfique que si
la surface de l'impression orientée vers le haut est une surface relativement plane. Vous pouvez maintenant comprendre pourquoi certains paramètres tels que ceux-ci doivent toujours être
adaptés à l'objet d'impression respectif. Ensuite, nous avons dit le désir de remplir la densité dans l'élément de menu. Remplissage. Remplissage à 100% signifie que l'objet sera imprimé complètement solide. Cela n'est généralement pas raisonnable en raison de considérations
temporelles et matérielles. Avec des parties très petites ou minces, cela peut être très significatif. Cependant, normalement, des densités de remplissage d' environ 20 % sont suffisantes obtenir des composants de haute qualité. Parfois, vous avez besoin d'un peu moins, parfois d'un peu plus de remplissage. Plus la densité de remplissage est élevée, plus
le composant devient compact. Dans le cas du
mousqueton, nous choisissons donc 50 % car nous voulons obtenir un composant solide qui reste résistant sous charge. Nous pouvons maintenant sélectionner un modèle de remplissage. Par défaut, vous pouvez utiliser le motif rempli de triangle, mais vous devriez également en essayer d'autres. Dans un autre chapitre, nous traiterons plus en détail tous les motifs de remplissage. Tous les autres paramètres jusqu'à la structure de support des éléments de menu sont laissés seuls. La structure de support des éléments de menu et adhérence de la plaque
d'impression sont deux options de réglage essentielles avec ce composant.
Cependant, nous n'avons pas besoin d'une structure de support car il n'y a pas de porte-à-faux avec d'autres géométries. D'autre part, des structures de support pour porte-à-faux sont nécessaires pour que l'imprimante dispose d'une plate-forme auxiliaire sur laquelle
elle peut atteindre un niveau supérieur. Cela s'explique par le fait que l'imprimante ne peut pas imprimer en l'air, mais a toujours besoin d'une couche précédente sur laquelle elle peut constituer la couche suivante. manière dont les structures de soutien sont nécessaires et si nécessaires vous
seront clairement expliquées plus tard dans le cours. Mais d'abord, nous n'avons pas encore besoin d'activer cette fonction. Avec un élément de menu adhérence de plaque, nous définissons la fonction sqrt au type d'adhésion de la plaque d'option. Cela signifie que deux lignes sont imprimées autour l'objet d'impression à une distance définie avant le début de l'impression réelle. Cela présente l'avantage que premières irrégularités matérielles sont compensées au début et l'objet réel peut
donc être démarré proprement. Quelques bandelettes de test, pour ainsi dire. Étant donné que le centre de gravité de cette pièce est relativement bas, surface de contact
est inadéquate avec le lit d'impression. Nous n'avons pas besoin d'adhérence des plaques autrement. Le bord de type adhérence de la plaque d'impression, en revanche, serait réglé pour les pièces qui n'
ont qu' une petite surface de contact sur le lit d'impression ou un centre de gravité élevé. Le réglage du bord imprime une première couche plate entourant l'objet imprimé, ce qui augmente la zone de contact vers le lit d'impression et
empêche ainsi la pièce de se desserrer ou de tomber. Le gauchissement serait également évité. Maintenant, tous les paramètres importants ont été ajustés. Nous cliquons donc sur le bouton, préparons dans le coin inférieur droit. Le logiciel effectuera ensuite le découpage et nous
affichera des données telles que le temps d'impression estimé, la quantité de matériel
requise et les coûts une fois terminé. découpage crée le code G, IE, le code machine de l'imprimante. Vous pouvez transférer le fichier
de code G sur l'imprimante 3D après l'
avoir enregistré avec le fichier STL vers une imprimante 3D qui ne fonctionne pas. expérience montre que le temps d'impression est généralement un peu plus long que la valeur théorique affichée. Dans la zone supérieure, nous pouvons enfin afficher différentes vues de l'objet en utilisant le petit menu déroulant. Au lieu de la norme, il y a une vue solide. Une sorte de vue radiographique ou très utile pour afficher les structures de support, la vue des couches. Enfin, cliquez sur le bouton Enregistrer dans un fichier. Sélectionnez le format de code G dans la fenêtre contextuelle et enregistrez le fichier. Bien joué. Vous avez maintenant appris tous les outils logiciels
nécessaires pour créer un objet imprimé utile et de haute qualité à partir de ce fichier STL. Une fois que vous aurez imprimé les Caraïbes
ou que vous l'avez retiré du lit d'impression, vous serez curieux savoir ce que vous pourriez imprimer ensuite. Dans le chapitre suivant, vous apprendrez quelques paramètres de
programme de découpage plus avancés et comment imprimer géométries
plus complexes et des objets
plus volumineux. Restez à l'écoute. Vous verrez que ça en vaudra la peine.
10. Mise à jour de parties pour l'imprimante 3D: Nous imprimons ensuite des pièces de mise à niveau pour notre imprimante 3D. Si vous avez acheté un modèle plus récent de la série CR 10 ou un autre modèle d'imprimante, vous pouvez au moins ignorer l'impression des parties de ce chapitre. Cependant, le contenu de ce chapitre est néanmoins intéressant, car certaines explications importantes sur le placement des pièces dans Cura sont données, il est logique de stabiliser le câble du chauffage. lit du CR 10 afin qu'il ne se détache pas ou ne se détache pas après plusieurs travaux d'impression. De plus, nous imprimerons pour les roues de
réglage pour l'enchère d'impression. De plus, nous imprimons des supports améliorés pour les axes z, qui sortent un peu de l'usine. Et comme dernière partie du
dispositif de retenue pour les bobines de filament plus grosses. Si vous souhaitez modifier quelque chose d'autre ou ajouter autres mises à niveau ou modifications à votre imprimante. Il suffit de parcourir ce qui est opposé aux mises à niveau CR 10 ou aux modifications CR1. Et vous trouverez rapidement ce que vous cherchez. À mon avis, les améliorations présentées ici sont suffisantes pour commencer. Tout d'abord, nous téléchargeons les fichiers STL depuis Thingiverse. Recherchez CR 10, bouton de nivellement ultime, CR, gestion des fils, CR1, axe Z, montage à vis de
plomb et corporeality CR, porte-bobine, et téléchargez les fichiers STL respectifs. Heureusement, comme pour beaucoup d'autres fichiers, les membres de la communauté de l'impression 3D ont déjà pris en charge la construction des fichiers et les ont mis à notre disposition gratuitement. Quel service après le téléchargement.
11. Élargissement des parties de mise à jour dans Cura: Nous chargeons d'abord le fichier de la roue de réglage dans Cura. Puisque j'ai déjà vérifié les fichiers dans le mélangeur maillé au préalable, nous n'avons pas besoin d'utiliser un mélangeur à mailles pour ces derniers. Comme nous avons besoin de roues de réglage. Nous devons d'abord multiplier le fichier. Pour ce faire, cliquez avec le bouton droit de la souris sur le modèle sélectionné, puis en sélectionnant Multiplier le modèle sélectionné. Sinon, nous pourrions bien sûr simplement faire glisser et déposer le fichier dans Cura trois fois de plus. Si nous regardons les modèles, nous avons remarqué qu'il y a des marques rouges sur le côté inférieur. D'une part, cela permet de visualiser le contexte du lit d'impression. D'autre part, le
contact manquant à cause des porte-à-faux est indiqué. Les petits boutons des roues, par
exemple, contiennent des porte-à-faux. D'un certain degré. porte-à-faux doivent être supportés
par une structure dite de support. Il est imprimé avec le même matériau mais sous une forme plus fine
et à une certaine distance par rapport au modèle pour
éviter les structures de support et les porte-à-faux, permet d'économiser du matériel et du temps, tout
en obtenant une bonne surface. qualité. Il est donc préférable
d'envisager un positionnement optimal de l'objet à imprimer à l'avance. Dans ce cas, cependant, nous ne pouvons pas améliorer significativement la position. Et comme les porte-à-faux sur le bord ne sont que relativement petits, nous pourrions simplement essayer d'imprimer sans structure de support. Si nous tournons la roue de 180 degrés autour l'axe rouge et regardons par bas la zone du moyeu de roue. Nous voyons que ce positionnement
contiendrait également des porte-à-faux. Cela signifie que ce placement serait bien pire que le positionnement précédent, car structure de support
informatique serait nécessaire dans ce domaine. Par conséquent, nous inversons cette étape et conservons la pièce dans sa position d'origine. Ensuite, nous disposons nos composants dans ordre souhaité et nous nous
occupons de quelques réglages de tranchage individuels. Définissez d'abord l'épaisseur de la couche. Ici, nous choisissons, par exemple, 0,2 millimètre, puis réglons le remplissage, par
exemple, 25 pour cent. obturations inférieures à 10 à 15 % ne sont généralement pas utiles car elles entraînent des composants fragiles et peuvent avoir une influence négative sur la qualité de la surface. Nous avons choisi la fonction de repassage pour obtenir une surface très lisse et essayé d'imprimer sans aucune structure de support. Par conséquent, nous ne cochons pas cette option. Ensuite, nous pouvons cliquer sur Préparer pour trancher la pièce et créer le code G pour l'imprimante. La dernière étape consiste à enregistrer le fichier, à créer de l'espace pour les objets suivants et à supprimer les parties précédentes. Cliquez avec le bouton droit de la souris sur le lit d'impression et sélectionnez une plaque d'impression
propre avec
la partie suivante, le support de l'axe Z,
nous pouvons approfondir le positionnement une fois de plus. Après avoir chargé le fichier, nous pouvons voir que l'objet est positionné à l'envers. Si nous voulions imprimer la pièce de cette façon, nous devrions ajouter une structure de support pour soutenir les porte-à-faux rouges des deux épaules et des trous. Maintenant, il est beaucoup plus logique de faire pivoter la pièce autour l'axe de coordonnées vert de 180 degrés. Parce que nous n'avons qu'à supporter le trou supérieur et à éviter beaucoup de structure de support. Si nous tournons à nouveau la pièce de 90 degrés autour de l'axe rouge, nous pouvons nous assurer que les trous sont imprimés manière optimale et nous pouvons épargner d'autres structures de support. Cependant, il n'est généralement pas possible d' imprimer
complètement sans structures de support. Dans le cas de pièces plus complexes, nous dupliquons ensuite l'objet car nous avons besoin de deux pièces pour deux axes, puis nous chargeons
le dispositif de décharge pour le câble du lit chauffant, y compris le couvercle et le porte-bobine dans notre lit d'impression. Ceux-ci sont déjà tournés de la bonne manière. Et nous pouvons
régler nos paramètres après le positionnement souhaité. Puisque nous gérons les paramètres identiques à la tâche de découpage précédente, il suffit d'ajouter une structure de support. Nous vérifions donc la structure de support de génération
dans la structure de support des éléments de menu. En général, il est recommandé de placer les structures de support à un angle commençant à 60 degrés. L'imprimante gère généralement les porte-à-faux avec un angle plus petit
sans structure de support supplémentaire à elle seule. Nous pouvons laisser tous les autres paramètres tels quels. Nous cliquons ensuite sur Préparer. Et en sélectionnant le mode d'affichage des calques, nous pouvons d'abord jeter un coup d'œil à la structure de support en bleu clair. Pour cela, l'option show helper doit être cochée. D'autre part, nous pouvons également voir la jupe en mode adhérence de la plaque d'impression. Et si nous déplacons le curseur sur le côté droit
afin de faire défiler les couches, nous pouvons examiner le remplissage intérieur et le motif du remplissage avant l'impression. Après avoir imprimé et installé les pièces de mise à niveau, nous nous concentrerons sur les prochains objets.
12. Exemple 1 : statue de chien faible poly: Une sculpture de chien à faible teneur en poly convient parfaitement à nos besoins, afin de traiter encore plus
étroitement le sujet de la structure de support. Téléchargez le fichier STL correspondant. Vous le trouverez en utilisant le terme de recherche low poly dog. Faites ensuite glisser et déposez le fichier dans Cura. Lorsque nous regardons le bas du modèle, nous voyons les marqueurs rouges sur l'objet qui montrent les zones avec porte-à-faux
dangereux pour soutenir la tête et le ventre du chien. Nous cochons l'option Générer une structure de support. imprimantes 3D FDM utilisant une seule buse, telle que le CR, ne peuvent imprimer la structure de support que dans le même matériau que l'objet réel. Cependant, pour faciliter l'enlèvement de la structure, elle est imprimée plus fine que le reste de l'objet. De plus, un
plan de petites distances entre le modèle et la structure de support. Ainsi, il est généralement assez facile de retirer
la structure de support à l'aide d'autres méthodes d'impression. Cependant, la structure de support, elle peut également être imprimée à partir d'un autre matériau. Par exemple, un matériau soluble dans l'eau, le PVA. Cela offre l'avantage que la structure de support peut être facilement éliminée après impression. Mais en revenant à notre sculpture de chien, nous sommes allés générer la structure
de support dans toutes les zones menacées. Nous choisissons donc l'option partout. Si vous ne souhaitez pas créer structure
de support sur des parties du modèle, mais uniquement lorsque la structure touche le lit d'impression. Vous devez plutôt sélectionner lit d'impression tactile. Si, par exemple, il y avait un autre élément avec un porte-à-faux positionné à l'arrière du chien. Cet élément devrait également être pris en charge. Dans ce domaine, cependant, la structure de support ne pouvait être construite qu'à l'arrière du chien. Nous avons de nouveau placé les structures de support, uniquement dans des zones supérieures à 60 degrés. Tous les autres paramètres peuvent généralement être laissés aux valeurs définies. Avec la fonction de support de toit ou de plancher de support. Une couche de matériau épaisse entre le modèle et la structure de support, dans la zone supérieure ou inférieure, sera modélisée. Et avec la fonction pilier, petits porte-à-faux
individuels peuvent être beaucoup mieux supportés. En général, je n'ai pas activé la plupart de ces fonctions. Si vous ne souhaitez pas que la structure de support soit attachée explicitement à certains points, mais dans la zone restante, bloqueurs de structure de support peuvent être définis sur le modèle 3D. Cette opération doit être effectuée manuellement à l'aide de la barre d'outils. Avant de trancher, nous devons d'abord porter notre attention sur l'adhérence de l'objet au lit d'impression. Les points de contact, la pause du chien vers le lit d'impression sont relativement petits par rapport à l'objet, sorte que l'objet ne se détache pas. Lors de l'impression, nous sommes allés agrandir cette zone de contact. Cela se fait avec un bord de réglage au type d'adhérence de la plaque. Avec cette fonction, une couche est imprimée autour du modèle en relation avec le modèle. Cela augmente la zone de contact. La largeur de l'élément dépend l'objet et peut être librement sélectionnée. Après avoir cliqué sur Préparer, les paramètres sélectionnés de la structure de support dans adhérence de la plaque
d'impression sont affichés. Et en utilisant la vue des couches, il est possible de vérifier le modèle avant de commencer le processus d'impression. Si l'option show helper est cochée, nous pouvons voir la structure de support en bleu clair. L'élément bord est également affiché en bleu clair dans la zone du bit d'impression. Toutes les zones dangereuses sont désormais suffisamment prises en charge. Essayons également les bloqueurs de structure de support. Par exemple, dans la zone du ventre des chiens. Après avoir défini les bloqueurs, tranché l'objet et sélectionné la vue des couches, la structure de support manquante peut être identifiée. Toutefois, comme nous voulons une structure de support, veuillez annuler ce processus. Enfin, nous pouvons ajuster les paramètres déjà discutés, tels que l'épaisseur de la couche et la densité de remplissage souhaitée. Et déterminez s'il est logique d' activer la fonction repassage ou non. Dans ce cas, en fait, pas parce que le chien a une zone légèrement cahoteuse du dos et de la tête. La buse ne pouvait pas lisser et très bien dans ces zones. Lorsque la sculpture pour chien a été imprimée, nous devons retirer manuellement la structure
de support de leur objet imprimé. Soyez prudent afin de ne pas endommager le modèle imprimé. Le moyen le plus simple d'enlever cette structure consiste à utiliser une sélection de différentes pinces. Saisissez la structure de support aussi large que possible et en une seule pièce et retirez-la en la
pliant latéralement et en tirant en même temps. Les parties restantes peuvent également être enlevées à l'aide d'une râpe ou d'une spatule.
13. Exemple 2 : vase nivelé d'abeilles: Ensuite, nous avons examiné une autre caractéristique spéciale de Cura,
une fonction extrêmement utile lorsque vous souhaitez imprimer un objet creux, tel qu'un vase. Pour imprimer des vases, Cura propose des alliés en spirale, les contours extérieurs d'un élément de menu, des fonctions spéciales. Téléchargez le fichier à partir du terme de recherche
Thingiverse curved, un vase en nid d'abeille. Le fichier avec le vase en spirale d'extension, STL. Lors du chargement du fichier dans Cura, les marques rouges dans la zone
de la coque extérieure du vase
attirent d'abord l' attention, ce qui indique des porte-à-faux. Dans ce cas, les porte-à-faux sont très petits, nous avons
donc essayé d'imprimer sans structures de support. De plus, il est évident que le fichier ne
représente pas réellement un vase car l'objet n'est pas creux. Mais cela n'a pas d'importance car nous utilisons cette fonction de base spéciale de Cura, cette fonction pour creuser l'objet plus tard, entrée forme la coque extérieure du modèle dans un seul mur. Cochez la case contours extérieurs en spirale et tranchez le modèle. Si nous cliquons ensuite sur la vue des calques, nous pouvons voir à
l'aide du curseur que l'objet sera imprimé bonjour et se compose uniquement d'une base et d'un seul calque mural. C'est précisément ce que nous voulons qu'il soit. Vous pouvez donc enregistrer et imprimer l'objet. Les objets relativement volumineux peuvent être imprimés avec cette fonction dans un délai relativement court. Encore un indice, si vous ne voulez pas jouer fleurs
synthétiques mais réelles dans le vase, et donc une pour remplir le vase avec de l'eau, vous devriez télécharger
l'une des autres variances de fichier à la place, car le Le fichier présenté précédemment ne sera pas imprimé étanche lors de l'utilisation du mode base. Autres variantes de fichiers que vous pouvez imprimer en forme
creuse avec des murs pleins sans utiliser le mode vase. Veuillez lire la description du designer chez Thingiverse sous Détails de l'objet. Merci. D'accord. M.
14. Exemple 3 : motifs de remplissage: Ensuite, nous sommes allés tester plusieurs modèles de remplissage et
découvrir quelques fonctions plus spéciales de Cura. Par conséquent, nous téléchargeons un cube assez simple de Thingiverse. Vous pouvez le trouver en utilisant le terme de recherche tube à essai de 20 millimètres. Tout d'abord, nous faisons glisser le cube dans Cura et le copions 12 fois. Ensuite, nous disposons les copies dans un ordre privilégié pour chacun de ces cubes. Nous voulons maintenant appliquer un modèle de remplissage différent. Par conséquent, nous utilisons les paramètres de fonction par objet. Nous sélectionnons ce modèle de remplissage pour chaque cube et sélectionnons un modèle de remplissage différent, un après l'autre pour chaque objet. Tous les autres paramètres s'ils ne sont pas sélectionnés, s'appliquent à tous les cubes. Ensuite, nous coupons les objets. En cliquant sur la vue des calques. Nous affichons les calques pour regarder à l'intérieur des cubes. Avec le curseur, nous pouvons
naviguer dans les calques et afficher les motifs de remplissage. Il est difficile de dire quel modèle de remplissage est généralement le plus utile pour quel objet, car il dépend de plusieurs paramètres. Dans le cas de pièces simples qui ne remplissent aucune fonction majeure ou qui ne sont pas exposées à des contraintes. Un motif de remplissage très simple et rapide à imprimer peut être utilisé. Le temps d'impression
diffère également selon le type de motif. Pour les composants dont les directions de chargement sont définies, il est préférable de sélectionner un modèle de remplissage aligné approximativement avec la direction
de chargement afin de renforcer la structure du composant. En cas de doute, cependant, un motif triangulaire simple peut être utilisé comme standard. Si la visualisation et la Cura ne suffisent pas, nous pouvons bien sûr imprimer les cubes avec les différents motifs de remplissage et les
analyser pour obtenir d'autres propriétés. Pour imprimer uniquement les motifs de remplissage, il
faut enlever les parois extérieures et les couches supérieures. D'abord. Pour ce faire, nous remplaçons la valeur définie pour le nombre de lignes
murales et de couches supérieures des zéros au niveau des paramètres de tous les composants. Les champs de Cura seront alors marqués car cela ne représente normalement pas un paramètre raisonnable. Après le découpage, nous pouvons jeter un autre regard virtuel sur le résultat avant l'impression, il est également préférable de noter à quelle position, quel motif de remplissage a été défini, sorte que vous puissiez toujours le suivre après l'impression. Au lieu de cela, vous pouvez également enregistrer le projet Cura. Vous pouvez également utiliser cette procédure pour d'autres paramètres d'impression. Par exemple, si vous souhaitez modifier le profil d'impression afin de trouver une valeur optimale pour un paramètre de profil.
15. Conseils finaux sur le tranchage: Expérimentez les paramètres suivants. Si vous souhaitez essayer de réduire le temps d'impression ou modifier la qualité de la surface pour le temps d'impression. Outre la qualité, l'épaisseur de la couche et la vitesse d'impression sont également pertinentes. Mais soyez prudent si vous imprimez trop vite, vous devrez généralement accepter une perte de qualité en plus de épaisseur
de la couche comme paramètre principal responsable de
la qualité de la surface, de épaisseur de la
paroi et le nombre de couches, ainsi que la fonction de lissage, sont également responsables de la qualité de la surface. Vous pouvez expérimenter ces paramètres si vous souhaitez apporter des modifications ici. Pour enregistrer un profil modifié vue d'une utilisation ultérieure ou d'un catalogage. Cliquez sur Profil dans le menu déroulant et créez un profil des remplacements de barre oblique des paramètres actuels. Pendant ce temps, vous avez acquis une connaissance solide et avancée des logiciels d'impression 3D
nécessaires et vous pouvez essayer en toute confiance d'autres objets et en particulier des modèles d'impression multiparties ou plus grands. Nous allons maintenant aborder divers filaments et matériaux dans les derniers chapitres. Il existe également un chapitre supplémentaire sur la maintenance de
l'imprimante et le dépannage pour corriger les mauvais résultats d'impression. Enfin, la numérisation 3D est présentée. Soyez donc curieux.
16. Aperçu des matériaux d'impression 3D: Jusqu'à présent, nous n'avons imprimé qu'avec du PLA ou du PLA Plus, ces matériaux sont probablement les plus faciles et les plus sûrs à utiliser pour l'impression 3D FDM. Cependant, de nombreux autres matériaux peuvent être utilisés pour l'impression. Par exemple, ABS, PEG et TPE ou TPU. La particularité du TPU et TPE, c'est qu'il s'agit de plastiques flexibles. Bien sûr, cela ouvre de nouvelles voies. Vous pouvez imprimer vous-même un canard de baignade ou une housse souple pour votre smartphone. Même si les plastiques flexibles, comme la plupart des matériaux autres que le PLA, sont plus difficiles à imprimer avec un peu d'expérimentation. Et les patients, cela devrait être tout à fait possible. Abs, l'un des classiques les plus utilisés est l'un des matériaux d'impression 3D les plus rigides. Les avantages de ce matériau sont
les valeurs élevées réalisables de rigidité, ténacité et de résistance, c'est-à-dire les propriétés mécaniques. L'aspect négatif de l'abdos, en revanche, est l'odeur générée lors de l'impression, qui contient des substances toxiques et ne doit pas être inhalée. Lors de l'impression avec de l'ABS, il est donc essentiel d'assurer une ventilation adéquate. En règle générale, la ventilation doit également être assurée
par précaution lors de l'impression avec d'autres matériaux. Le matériau Pet g est une bonne alternative à l'ABS et au PLA. D'une part, il est aussi facile à imprimer que le PLA. D'autre part, il est généralement inodore et très résistant. filaments Pet g doivent être utilisés, en particulier pour les composants qui doivent avoir des propriétés résistantes aux intempéries. Le moyen le plus simple consiste à tester tous les matériaux petite échelle pour vous familiariser avec eux. À cette fin, vous pouvez souvent commander de petites écoles de test, qui sont déjà disponibles pour cinq à 10$. En plus des matériaux standard, il existe également des mélanges de matériaux plus exotiques. Par exemple, filament de bois. Filament généralement constitué d' un matériau à base de PLA auquel ont été ajoutées de vraies fibres de bois. Il donne au filament un caractère naturel et désiré. Cela peut également être détecté par l'odeur pendant le processus d'impression. Le matériau est idéal pour les objets réalistes. Par exemple, vous pouvez imprimer petits arbres pour un modèle de chemin de fer ou un modèle architectural. La difficulté de l'impression 3D avec un filament de bois est que la buse d'impression peut être obstruée relativement facilement par les particules de vent. Il existe également des filaments
mélangés à des poudres métalliques, par
exemple de l'argent, de l'aluminium ou du cuivre. Et il y a aussi des filaments avec des fibres de carbone. D'autres particules, telles que les particules conductrices, peuvent également être ajoutées aux filaments. Les objets avec des chemins de conducteurs intégrés peuvent être imprimés. Le filament conducteur des pâtes du protocole fabricant doit être mentionné. Vous serez peut-être en mesure d'imaginer la dimension et le potentiel de cela. Qui sait, peut-être que dans un avenir lointain, nous allons simplement imprimer notre nouveau smartphone par nous-mêmes chez nous. Les filaments avec additif en poudre métallique que vous pouvez également utiliser pour les bijoux. Essayez d'imprimer une bague ou un collier. Il est également conseillé
d'obtenir une sélection plus petite ou plus grande de couleurs différentes, en particulier pour
les objets d'impression composés de plusieurs parties. Cela peut rendre l'objet beaucoup plus créatif si vous imprimez ces pièces de différentes couleurs. Enfin, rappelez-vous que les déchets de structure de support ou les objets d'impression médiocres doivent être éliminés correctement. Il est préférable de contacter le fabricant ou votre association locale d'élimination pour de plus amples informations. De nos jours, il existe également des machines de recyclage telles que le recycleur de protéines de la technologie 3D. Cette machine peut
déchiqueter et fondre les
restes de filaments d'impression 3D et le rembobiner dans une école vide à l'aide d'un processus de recyclage intégré. Cependant, ces systèmes ne sont souvent pas encore
suffisamment rentables pour les utilisateurs ayant de faibles quantités de filaments restants.
17. Maintenance générale: Pour profiter longtemps de votre imprimante, il est conseillé de vérifier l' étanchéité de
tous les boulons de temps en temps. Après dix à 20 opérations d'impression ou en cas de divergences d'adhérence, l'étalonnage du lit d'impression doit être refait. Si un composant de l'imprimante 3D a été endommagé, il existe généralement des pièces de rechange ou des services de réparation. Vous trouverez des instructions vidéo utiles sur les chaînes YouTube de certains fabricants pour l'échange de parcs. De temps en temps, la buse doit également être nettoyée des résidus de filaments, surtout si elle est bouchée. Chauffez manuellement la buse de l'imprimante, retirez le filament et nettoyez la buse à l'aide d'une aiguille d'acupuncture ou d'un fil mince similaire. Le lit d'impression peut être nettoyé au mieux avec un tissu en microfibre utilisant alcool
isopropylique ou un nettoyant conventionnel pour pièces. Si vous endommagez accidentellement une impression, par exemple lorsque vous la retirez du lit d'impression, cela est particulièrement gênant pour les impressions de longue durée. Comme cela m'est arrivé de temps en temps, je préfère utiliser de la colle dans de tels cas, particulier avec des pièces légèrement cassées. Cette petite tricherie peut généralement difficilement être reconnue par la suite et est une option assez stable. Une bonne colle est essentiellement n'importe quel type de super colle. Un autre problème est la planification de la quantité restante d'une bobine de filament à moitié fusionnée, est-ce suffisant pour imprimer complètement ma pièce ou est-ce que je suis à court de matériel pendant l'impression ? C'est une supposition délicate. Parfois, si vous préférez être en sécurité, vous pouvez peser le filament à l'école. N'oubliez pas que vous devez soustraire le poids de l'école EMT. Le poids de l'objet d'impression est affiché à côté du temps d'impression dans Cura. Vous pouvez donc comparer s'il y a encore suffisamment de filament sur la bobine ou non. Il vaut mieux jouer un peu plus généreusement. Si les filaments doivent être épuisés pendant l'impression, vous pouvez également modifier le filament pendant l'impression. Cependant, vous verrez probablement un petit défaut dans l'impression finie à cette position. Naviguez pour suspendre l'impression dans le menu de l'imprimante. Retirez ensuite le filament restant de la buse et changez la bobine de filament. Après avoir inséré le nouveau filament, recommencez à imprimer en sélectionnant la fonction d'impression de reprise. La tête d'impression recommence à bouger et achève le reste de la tâche d'impression. Certaines imprimantes 3D sont équipées d'un capteur à filament. Cela arrête automatiquement l'impression si le filament est épuisé pendant l'impression.
18. Dépannage pour de mauvais résultats d'impression 3D: Voyons le guide de dépannage actuel. Ce chapitre présente certaines erreurs d'impression courantes et explique comment les corriger. Il est destiné à aider à obtenir des résultats d'impression 3D médiocres. L'impression complète ou la première couche n'adhère pas au lit d'impression. Ce problème est relativement essentiel car l'ensemble du processus d'impression
ne fonctionnera pas si la première couche est manquante, vous pouvez immédiatement arrêter le processus d'impression après les premières minutes. cause la plus fréquente de ce problème est que le lit d'impression n'est pas correctement nivelé, ce qui
signifie que la buse est trop éloignée du lit d'impression. Effectuez l'étalonnage du lit d'impression une fois de plus et réduisez la distance entre la buse et le lit d'impression via les roues de réglage du lit. Les autres causes peuvent inclure une vitesse d'impression excessive ou
des réglages de température incorrects du lit d'impression ou du filament. Dans la plupart des cas, la température est trop basse. Si la surface de contact est très petite, la fonction de bord de Cura peut être utile. Une imprimante 3D FDM n'a généralement pas de fonction de rétroaction pour
indiquer au logiciel s'il y a suffisamment de matériel qui sort de la buse ou non. Si le matériel n'est pas suffisamment extrudé, mais l'imprimante n'en est pas informée. Le schéma d'erreur de sous-extrusion se produira. Trous, trous ou structures minces, ce qui signifie que deux petits filaments sont traités. Une cause typique est souvent une valeur erronée pour le diamètre du filament dans le logiciel de tranchage. La surextrusion, en revanche, est exactement l'opposé de la sous-extrusion. Cela signifie qu'une trop grande quantité de filament sort de la buse de l'imprimante. Ce problème peut généralement être lié à une valeur incorrecte dans le réglage du diamètre du filament dans le logiciel de tranchage. cordage, également appelé suintement, provoque la formation de structures
semblables à des araignées autour de l'objet imprimé. Cela est généralement dû fait que le matériau
résiduel est extrudé hors de la buse de l'imprimante alors que la tête d'impression se déplace déjà au point suivant. À Cura, il existe deux paramètres importants pour résoudre ce problème. Le premier est le réglage d'activation du flux situé sur l'élément de menu Matériau. Ici, vous pouvez augmenter la distance d'alimentation et la vitesse d'alimentation. D'autre part, le paramètre Activer cabotage dans l'élément de menu expérimental est utile. La séparation des couches, également appelée fractionnement de couche, se produit lorsque les couches d'impression individuelles ne peuvent pas se connecter correctement, puis des conditions de lumière de fissure se produisent dans l'objet. L'une des raisons pour lesquelles l' épaisseur de la couche est trop élevée. En général, l'épaisseur de la couche des objets d'impression doit être
inférieure de 20 % au diamètre de la buse d'impression. Cela signifie qu'il s'agit d'une buse d'impression de 0,4 millimètre, telle que celle installée sur la série CR 10. L'épaisseur de la couche ne doit donc pas dépasser 0 32 millimètres. De manière générale, les épaisseurs de couches plus petites obtiennent les meilleurs résultats en termes de qualité. Une autre cause possible est que le réglage de la température est trop bas. Une température de fusion appropriée doit être choisie individuellement pour chaque type de matériau afin que le plastique puisse fondre correctement. Vous pouvez également télécharger une tour de température dite thingiverse.com pour trouver les paramètres de température optimaux pour le filament respectif, le code G d'une tour de température baissera ou augmentera la température. par étape pendant le processus d'impression. Si aucun filament ou seulement une petite quantité de filament n'est extrudé, mais que toutes leurs fonctions fonctionnent comme vous le souhaitez. La buse est probablement obstruée. Il existe plusieurs façons de résoudre le problème. D'une part, retirez le filament, chauffez la buse manuellement et nettoyez-la. D'autre part, vous pouvez également remplacer la buse en cas d'usure importante ou de colmatage. Une nouvelle buse est disponible pour seulement quelques dollars ou fournie en tant que pièce de rechange livrée avec une imprimante. Si l'extrémité chaude est touchée, cela devient plus difficile. Seul un nettoyage mécanique intensif aide si la structure interne des objets, c'est-à-dire, le remplissage est imprimé de très mauvaise qualité. Cela peut avoir plusieurs raisons. D'une part, vous pouvez essayer un motif de remplissage différent. D'autre part, il est généralement utile d'augmenter la densité de remplissage à plus de 20 % dans
un cadre la densité de remplissage à plus de 20 % dans
un cadre de tranchage si cela ne donne pas le résultat souhaité. Le problème peut également être dû à une vitesse d'impression trop rapide. Des structures semblables à des vagues apparaissent sur la coque extérieure de l'objet imprimé. Cela est probablement dû à une vitesse d'impression trop élevée, même si elle augmente considérablement le temps d'impression. Dans certains cas, essayez une valeur inférieure. Les autres causes sont les problèmes mécaniques. Serrez tous les boulons et assurez-vous que les courroies des moteurs pas à pas sont correctement serrées. Parfois, un coin des objets imprimés peut sortir du lit d'impression et se former vers le haut pendant l'impression. Ce phénomène est connu sous le nom de gauchissement. La solution est une température inadéquate du lit d'impression , par
exemple entre 50 et 60 degrés Celsius. Si vous ne pouvez pas résoudre ce problème de cette façon. J'ai également essayé de sélectionner la fonction bord sous le type d'adhérence de la plaque dans les paramètres de tranchage. Si la buse se déplace dans des
zones déjà imprimées. Cela peut réduire le nombre d'alimentations de filaments nécessaires. Cette fonction est appelée peignage. D'autre part, la buse d'impression à chaud peut faire fondre le plastique d'une couche déjà imprimée dans cette zone ou extruder un matériau dans la couche inférieure de l'objet et laisser ainsi des traces. Dans Jira, vous pouvez activer la fonction z, sauter sur la rétraction dans les mouvements des éléments de menu, désactiver le mode peignage ou définir la valeur de réglage à l'intérieur du remplissage. Si votre problème d'impression n'est pas répertorié ici, ou si vous rencontrez un autre problème plus spécifique, vous pouvez également rechercher des solutions dans d'autres guides de dépannage sur Internet. Il était également possible de publier une photo de votre problème d'impression spécifique dans un forum d'aide à l'
impression 3D ou dans des groupes d'impression 3D de réseaux
sociaux pour obtenir de l'aide et des conseils individuels.
19. Introduction à to 3D : scanners 3D et une méthode simple: À la fin de notre atelier, j'aimerais vous présenter la méthode de numérisation
3D des côtés. Les scanners 3D les plus chers du marché, comme
le numériseur MakerBot, qui utilise deux lasers pour numériser les objets sur une platine tournante automatique ou le scanner de plate-forme 3D IN brillant. Il existe également des scanners 3D sous la forme d'appareils portables, comme le scanner 3D de impression
XYZ ou le sens à partir de 3D Systems. Ces scanners 3D manuels et plates-formes varient de 300 à plusieurs milliers de dollars. Un conseil. Si vous possédez une Microsoft Xbox 360 avec un capteur Kinect. Vous pouvez également utiliser un logiciel approprié, par exemple déconnecter gratuitement ou déconnecter Pro pour le transformer en scanner 3D entièrement fonctionnel. Mais ma méthode de numérisation 3D préférée est certainement l'une des plus faciles. Et ceux qui acceptent certains compromis en matière de qualité de numérisation
n'ont besoin que d'un smartphone, d'une application
et d'un bout de papier pour leur première numérisation 3D. Cela est possible en utilisant le clone d'application pour smartphone, orthographié QL ONE. Vous pouvez télécharger cette application gratuitement depuis un App Store adapté à votre smartphone. Le processus de numérisation lui-même est également gratuit. Les coûts ne surviennent que si un processus de numérisation est enregistré. Par exemple, sous forme de fichier STL. Pour chaque analyse enregistrée
, les coûts d'environ 1$ résultent d'une aubaine par rapport aux appareils les plus coûteux. Le processus de numérisation se déroule comme suit. Vous placez les objets à numériser sur la grille, puis déplacez votre smartphone à différentes hauteurs dans un mouvement particulier autour l'objet de numérisation afin remplir
complètement le système virtuel. demi-sphère affichée. Vous pouvez également placer l'objet numérisé sur une plaque tournante et faire pivoter l'objet autour de la caméra. De cette façon, vous pouvez obtenir une résolution de numérisation encore meilleure. Lorsque le processus d'analyse est terminé, vous pouvez décider si vous souhaitez enregistrer l'analyse en
tant que fichier STL ou si vous voulez l'abandonner.
20. Conclusion de l'atelier et des crédits: Cela conclut notre atelier d'impression 3D, mais il est maintenant encore plus important d'entrer en contact avec votre imprimante 3D et de concrétiser de nombreuses bonnes idées. Parcourez les plateformes communautaires telles que Thingiverse ou soyez créatif vous-même. Si vous avez apprécié l'atelier, merci de le recommander à vos amis et de faire partie de la communauté grandissante de l'impression 3D. Et veuillez écrire une brève critique positive du cours.
 Johannes Wild, Engineer (M.Eng. & B.Sc.)
Johannes Wild, Engineer (M.Eng. & B.Sc.)