Transcripciones
1. Gestiona las limitaciones en las operaciones de tu negocio: Los desafíos operativos como capacidad
insuficiente, las entregas
tardías de los clientes y el aumento de los niveles de inventario afectan a las organizaciones
de la industria, ya sea en la fabricación, la
atención médica, servicio
al cliente,
las operaciones, el aeropuerto o incluso la creación de contenido. El problema de rendimiento a menudo se
remonta a un factor crítico, una restricción dentro del sistema Comprender qué
limita sus operaciones y saber dónde
enfocar los esfuerzos de mejora puede
mejorar significativamente la capacidad, flujo y el rendimiento general. Bienvenido a este curso
sobre manejo de restricciones y
cuellos de botella Hola, soy consultor
y coach especializado en excelencia operativa y
mejora del desempeño empresarial. En esta clase,
aprenderá a identificar cuellos de botella,
comprender los sistemas, las restricciones y aplicar métodos
prácticos
para mejorar el rendimiento
y reducir los para mejorar el rendimiento
y reducir Los sistemas operativos son la columna vertebral de la
mayoría de las organizaciones. Cada negocio opera como una secuencia de procesos
interconectados, y como dice el refrán, una cadena es tan fuerte
como su eslabón más débil La gestión de restricciones proporciona
un enfoque estructurado para identificar los verdaderos factores
limitantes en un proceso. Priorizar
los esfuerzos de mejora efectivamente aumenta la producción sin inversiones
innecesarias Crear ganancias de
desempeño sustentables. Al final de esta clase, podrás analizar
tus propios procesos y determinar dónde la mejora
tendrá el mayor impacto Si estás listo para adoptar un enfoque
estratégico más enfocado la
excelencia operativa, comencemos. Te voy a ver dentro de la clase.
2. Cuellos de botella cotidianos y eficiencia del sistema: Lección dos. Un fin de semana. Es posible que haya dejado atrás la oficina, el piso de la fábrica o el mostrador de atención
al cliente. Pero los sistemas operativos y
las limitaciones no desaparecen. Están en todas partes. Piensa en un sábado típico. Decides
salir de la ciudad, todo se mueve
sin problemas hasta llegar a ese
cruce principal donde cuatro carriles se funden en dos, el
tráfico se ralentiza. Tu auto se atasca. No hay nada malo con el camino mismo. La restricción es simplemente
el punto de fusión. O imagina pedir un
café en un café Psy. Hay tres personas
tomando los pedidos, dos preparando la bebida, pero sólo una en la terminal de
pago. La línea no se mueve
por la demanda. Se mueve a la velocidad de
este único punto de pago. Eso es
manejo de restricciones en acción. Ahora, tomemos un ejemplo
más amplio. Un día en un parque de diversiones. Estacionas el auto, haces cola para el boleto,
esperas para entrar. Navega hasta la montaña
rusa. El viaje en sí solo
dura 1 minuto, y cabe diez personas. En el papel, eso suena
como 600 personas por hora. Pero la cola se mueve mucho más despacio. ¿Por qué? Porque las limitaciones
reales pueden no ser la duración correcta. Podría ser el tiempo que se tarda cargar y descargar a
los pasajeros Podría ser el control de seguridad. Podría ser la coordinación
del personal. El paso más lento determina
la salida del sistema. El mismo principio
se aplica en un puesto de comida. La gente duda al elegir. Alguien lucha
con el pago. Otro bloquea el mostrador
mientras agrega algunos chocolates. El asador puede ser rápido, el cuello de botella podría ser el
punto de toma de decisiones o el pago La gestión de restricciones
no se trata de trabajar más duro. Se trata de identificar lo que
realmente limita el rendimiento. Se ve en un hospital donde están disponibles
los quirófanos, pero el proceso de alta
retrasa los nuevos ingresos En el aeropuerto, donde el control de seguridad
limita el flujo de pasajeros. En un call center donde
los agentes están disponibles, pero el
tiempo de inicio de sesión del sistema ralentiza la respuesta. Un hogar donde todos están
listos para irse, pero una persona no puede
encontrar sus llaves. En todos los casos, el sistema se mueve al ritmo
de su restricción. La visión clave es simple. Las partes mejoradoras
del sistema que no son la restricción no
aumentan el rendimiento general. Si el tráfico está atascado
en las fusiones de dos carriles, ensanchar la carretera
en otra parte no ayudará Si el checkout es el cuello de botella, agregar más personal de ventas en el piso no
reducirá la cola La gestión de restricciones
te enseña algo importante. Identificar el verdadero factor
limitante, enfocar las mejoras donde
más importa. Aumente el rendimiento sin inversión
innecesaria. Mejore el flujo en lugar de
crear eficiencias locales. Ya sea en los negocios o en el
servicio público o en la vida cotidiana, sistema se comporta de la misma manera La cuestión no es si existe
una restricción. La pregunta es, ¿lo ves? Y una vez que lo puedes ver, ¿sabes cómo manejarlo? Eso es lo que
aprenderemos en este curso.
3. Cuando eres el "trabajo" y te mueves por el sistema: Lección tres, cuando
eres el trabajo moviéndote
por el sistema. A veces, la forma más fácil entender la
gestión restringida es dejar de pensar como
un gerente y comenzar
a pensar como un artículo que se está
procesando porque a menudo ese artículo es usted cuando se sienta en el tráfico
en una intersección concurrida, siente la desaceleración Cuando esperas una
mesa en un restaurante, sientes el retraso. Cuando te paras en una fila
en un paseo en un parque de diversiones, viéndolo operar
una y otra vez, mientras la cola apenas se mueve, sientes la fricción. En esos momentos, tú eres el material que se mueve a través
del sistema operativo. Y el sistema te está
procesando. Estas experiencias cotidianas
no son inconvenientes aleatorios. Son sistemas estructurados con entradas, procesos y salidas. La red de tránsito
procesa vehículos por hora. El restaurante procesa
invitados por hora. El paseo en el parque de diversiones
procesa personas por ciclo, igual que la
empresa logística procesa paquetes. O un equipo procesa una tarea, o un hospital procesa al paciente, o una agencia de marketing
produce campañas por semana. Ya sea que el sistema
mueva material, personas, tareas o datos, el principio es el mismo. La salida del sistema está
determinada por su restricción. Si el restaurante
tiene 20 mesas vacías, pero solo un chef, el chef es la restricción. Si el hospital tiene médicos
disponibles pero
no hay camas de UCI disponibles, las camas son la restricción Si un call center
tiene muchos agentes, pero un sistema CRM lento, el software es la restricción. Si una fábrica tiene máquinas rápidas, pero una avería frecuente
en una estación, esa estación limita toda
la línea. La restricción es
el eslabón más débil, pero también es el eslabón
más importante Determina el rendimiento,
determina el tiempo de entrega, determina los ingresos y
la satisfacción del cliente. Mejorar las no restricciones puede
crear eficiencias locales, pero no aumenta
la producción total del sistema Si el pago es lento, agregar más asistencia de ventas en el piso no
reduce la cola. Si el control de seguridad
es lento en el aeropuerto, agregar
procedimientos de embarque más rápidos
no aumenta el flujo de pasajeros. El sistema sólo se mueve tan
rápido como su factor limitante. El objetivo es simplificar
el pensamiento de la operación. En lugar de tratar de
mejorarlo todo, nos enfocamos en los
puntos de apalancamiento que más importan. Cómo identificar la verdadera restricción de su
sistema. Cómo calcular y entender
la capacidad del sistema,
por qué es importante la velocidad y
la disponibilidad. La diferencia entre procesos acoplados
y desacoplados, cómo los búferes estratégicos
protegen los rendimientos Los sistemas de operación
están en todas partes. Transforman entradas en salidas de
mayor valor. Productos por hora
en una línea de fábrica, contenido por semana de
un equipo creativo. Proceso de siniestros por día
en una oficina de seguros. Pacientes atendidos por
turno en un hospital. La verdadera pregunta no es
dónde existe la restricción. Siempre existe. La pregunta es,
dónde se puede ver y con la suficiente claridad como para
manejarlo deliberadamente. Porque una vez que
identifica la restricción, desbloquea la palanca más
potente en excelencia
operativa y lleva rendimiento de
sus operaciones
al siguiente nivel. Y ahí es donde comienza la mejora
real. Por lo general, nos enfocamos solo en
KPI que muestran verde, mientras que el cliente está experimentando la desaceleración
y la restricción
4. Cuellos de botella vs. limitaciones: cuál es la diferencia: Lección cuatro, cuellos de botella versus restricción. ¿Y cuál es la diferencia? A menudo usamos la
palabra cuello de botella y restringido como si significaran
exactamente lo mismo En la conversación cotidiana,
suelen hacer ambos describir algo que restringe o limita la
salida del sistema El término cuello de botella
proviene de la forma de la botella. vuelta a una botella y trata verter el líquido
lo más rápido posible. El cuerpo ancho de la botella
contiene mucho líquido, pero el cuello estrecho controla
qué tan rápido puede fluir hacia afuera. NC determina la tasa de salida
máxima. Esa imagen capta perfectamente
lo que sucede en el sistema. Pero si queremos
ser más precisos, hay una sutil diferencia. La restricción es cualquier cosa
que impida que un sistema logre un mayor nivel de rendimiento en
relación con su objetivo. Ese podría ser un recurso
físico como una máquina o
falta de material, una política o una regla que
ralentice el proceso de aprobación, tal vez un límite presupuestal, incluso una demanda de mercado baja un
cuello de botella, por otro lado, es un recurso cuya
capacidad es
inferior a la demanda que se le impone En términos simples, siempre existe una
restricción. Existe un cuello de botella cuando la
demanda existe la capacidad. Hagamos esto práctico. Imagínese una pequeña panadería que pueda producir 1,000
bollería al día. Pero sólo recibe
pedidos por 600. Hay una restricción, la demanda
del mercado. La panadería tiene restricciones de ventas. Sin embargo, no hay cuello de botella
dentro de las operaciones porque cada estación tiene suficiente capacidad para
satisfacer la demanda Ahora, imagina que la demanda
aumenta repentinamente a mil 500
pasteles diarios. El horno puede ser de 1,200. La estación de empaque
puede manejar 1,000. El equipo de entrega puede
transportar 900 con cuidado. Ahora, aparecen los múltiples
cuellos de botella. La demanda es mayor que la
capacidad en varios puntos. Misma panadería, mismo equipo. El nivel de demanda es diferente. Situación de
restricción completamente diferente. Aquí hay otro ejemplo. Un hospital cuenta con
suficientes médicos, quirófanos
disponibles,
suficientes enfermeras para atender, pero sólo hay diez camas de UCI Si la demanda supera
esas diez camas, la UCI se convierte tanto en un
cuello de botella Sin embargo, si el ingreso
del paciente cae por debajo de diez por día, la UCI ya no
tiene cuello de botella La restricción puede
cambiar a otra parte. Muestra algo crítico. Las restricciones son dinámicas. Dependen de la
demanda y la capacidad. Consideremos ahora un caso
más complejo. Supongamos que dos procesos en una línea de producción tienen exactamente
la misma capacidad más baja. Ambos limitan
la salida del sistema. Se trata de restricciones conjuntas. Si mejora solo uno de ellos, la capacidad del sistema
no aumenta. Debes mejorar ambos. Es por ello que la mejora ciegamente de los recursos
ocupados a menudo falla. Debes saber cuál es
la demanda actual. ¿Cuál es la capacidad
de cada proceso? ¿Qué recursos realmente limitan
el rendimiento total del sistema? No necesitas datos perfectos. Se necesita suficiente
claridad para identificar las restricciones y anticipar
dónde puede cambiar a continuación. Entonces sí, es útil
entender la
distinción técnica entre un cuello de botella y una restricción Pero en la práctica,
muchos profesionales utilizan estos términos indistintamente La parte importante
no es el vocabulario. Lo importante es reconocer ¿cuál es el rendimiento
limitante en este momento? Porque una vez que identificas
cuál es el factor limitante, sabes exactamente dónde
enfocar tus esfuerzos, y ahí es donde comienza el apalancamiento
real. Por lo que el cuello de botella solo surgirá si su sistema tiene una capacidad que es más lenta que la demanda Por lo que puede o no tener un
cuello de botella en el proceso, pero las restricciones
siempre están presentes Sólo tienes los ojos
abiertos para buscar uno.
5. Por qué es importante la gestión de restricciones: Lección cinco, por qué es importante el
manejo de restricciones. La gestión de restricciones
no es solo para fábricas. Sí, muchas de sus primeras ideas se desarrollaron en un entorno de
fabricación, pero el principio se aplica
mucho más allá de las líneas de producción. El sistema de salud
gestiona el flujo de pacientes. El hotel gestiona el proceso
de facturación y facturación de habitaciones. Los equipos de TI gestionan el procesamiento de
datos y la capacidad del servidor. La agricultura gestiona las ventanas de
cosecha
y los límites de almacenamiento. Universidades gestiona admisión, aulas y disponibilidad
de profesores. Incluso en casa, las familias manejan el tiempo, la energía y los recursos. Dondequiera que haya un sistema, transformando entradas en
salidas, hay una restricción. Entonces, ¿cuál es el verdadero punto
de una gestión de restricciones? Mejorar las operaciones suena
bien, pero es vago. La mejora debe conectarse a
algo que sea significativo. En la mayoría de los negocios de
lucro, el objetivo final es sencillo hacer que el
dinero sea sostenible. En el influyente
libro, el objetivo, señor Goldratt
introdujo la teoría
de la restricción y la
enmarcó claramente El negocio tiene éxito al
aumentar las ganancias netas, el
retorno de la inversión, el flujo de caja Y esto se
traduce en términos operativos. Eso significa aumentar el rendimiento, reducir el inventario innecesario, reducir los gastos operativos, rendimiento es la velocidad a la
que el sistema
genera valor. Es la velocidad a la que la organización convierte
los esfuerzos en resultados. Por ejemplo, un hospital
aumenta el rendimiento al tratar a más pacientes de manera segura sin aumentar el costo. Un centro de llamadas aumenta
el rendimiento resolver más casos de clientes por día sin
agregar personal. Empresa de comercio electrónico
aumenta
el rendimiento al enviar más pedidos sin ampliar
el espacio de almacén. La gestión de restricciones se centra en
la atención al punto único que más
limita el rendimiento. Si aumenta la
eficiencia en todas partes, excepto el punto de restricción, salida
general
no aumenta. Pero si mejora el punto de
restricción, aunque sea ligeramente, el
rendimiento de todo el sistema puede mejorar de manera eficiente
y significativa. Ese es el apalancamiento de la gestión de
restricciones. En lugar de difundir esfuerzos, amablemente a través de docenas de iniciativas de
mejora, gestión de
restricciones
dirige la energía donde tiene el
mayor impacto. Nos centraremos principalmente
en el rendimiento porque es la mayor influencia en la rentabilidad
y el rendimiento. Cuando
el rendimiento aumenta, de manera inteligente, ganancias aumentan, el flujo de
caja mejora y el sistema
se vuelve más saludable La gestión de restricciones
no se trata de trabajar más duro. Se trata de enfocarse en lo más inteligente. Y ese enfoque comienza con la
comprensión de lo que realmente está limitando su sistema hoy en día.
6. Limitaciones de capacidad o de ventas: Lección seis, capacidad
restringida, ¿o es ventas? No importa la industria, los sistemas operativos
productivos comparten la misma estructura básica. Toman insumos
como material, mano de obra, tiempo,
información o energía. Aplican los procesos, generan salidas de mayor
valor. Esa salida podría ser
pan fresco de una panadería,
un pasajero transportado de
manera segura por un servicio de tren, impuestos presentada
por una firma de contabilidad. Electricidad generada y
entregada por la compañía eléctrica. Tickets de clientes resueltos
por el equipo de atención al cliente, contenido producido por agencia de
marketing. Cada sistema
transforma algo en algo más valioso. Ahora bien, aquí está la cuestión
crítica. ¿Qué es lo
que limita ese sistema hoy en día? Sólo hay dos
amplias posibilidades. El sistema tiene
restricciones de capacidad o
las ventas están restringidas? Si el negocio tiene limitaciones de
capacidad, tiene
más demanda de la que puede manejar. Los clientes están dispuestos, los
pedidos están esperando, pero el sistema no tiene la capacidad suficiente
para cumplirlos. Piense en un restaurante con
una lista de espera constante porque
no había suficientes mesas, un popular creador de cursos en línea que no puede mantenerse al día con
las consultas de inscripción, una fábrica con un atraso de pedidos debido al limitado tiempo de
máquina, un hospital donde los espacios para
citas están completamente reservados con
semanas de anticipación En estos casos, la restricción
es la capacidad operativa. El enfoque debe estar en
aumentar el rendimiento. Ahora, consideremos la situación
opuesta. Una empresa tiene
mucha capacidad, pero no suficiente demanda. La panadería puede producir
mil panes al día, pero sólo puede vender 600 El gimnasio cuenta con equipos
inactivos la mayor parte del día. La compañía SAS tiene
capacidad de encuesta mucho más allá
del uso actual. El consultor tiene espacios de calendario
abiertos, muy pocas reservas de clientes. En estas situaciones, la
restricción es el mercado. El negocio tiene restricciones
de ventas, no la restricción operativa. Mejorar la
eficiencia de la producción no resolverá el problema
en el segundo caso. La atención debe
cambiar a la comercialización, precios, el posicionamiento
y el esfuerzo de ventas. Cada sistema operativo está
en uno de estos dos estados y saber en qué estado se encuentra es absolutamente crítico. Muchas organizaciones
invierten fuertemente en mejorar los procesos internos. Cuando la verdadera restricción
es la falta de demanda, otros invierten en campañas de
marketing cuando el problema real es la
insuficiente capacidad de entrega. Sin claridad,
los esfuerzos de mejora se convierten en conjeturas. Restricción no es un concepto
negativo. Es una situación inevitable. Cada sistema tiene al menos
un factor limitante. Incluso las organizaciones
administradas de manera más brillante no pueden eliminar las
restricciones por completo La clave es no eliminar por completo
las restricciones. La clave es
entender dónde está la restricción en este momento
y manejarla deliberadamente. Porque cuando alineas tus acciones con
la verdadera restricción, rendimiento mejora porque se ponen
esfuerzos estratégicos enfocados y mucho más poderosos.
7. La restricción como tu palanca más poderosa: Lección siete, las limitaciones como su labor más poderosa. En la gestión de operaciones, la comprensión de
la restricción no es operativa. Es fundamental. Las restricciones no son algo
que temer o eliminar ciegamente. Son poderosos puntos de
apalancamiento. Cuando se administran correctamente,
permiten influir todo
el sistema de
manera desproporcionada Hay una simple analogía. Una cadena es tan fuerte
como su eslabón más débil. La restricción es que el eslabón más débil limita la capacidad,
limita el rendimiento A menudo limita las ventas
y, en última instancia,
limita las ganancias. Pero aquí está el
cambio clave en la mentalidad. Las restricciones no son solo
problemas a eliminar. Son
puntos de control para ser manejados. Incluso si eliminas
un cuello de botella, siempre
existirá
otra restricción en algún lugar del sistema Por definición, cada sistema tiene al menos un factor
limitante. El objetivo no es crear
un sistema libre de restricciones. Eso es imposible. El objetivo es identificar
la restricción y organizar deliberadamente
el sistema a su alrededor. Si la
máquina de resonancia magnética de un hospital es la restricción, programación
del paciente debe
construirse en torno a maximizar
su utilización Si un equipo de desarrollo de software está limitado por la capacidad de
prueba, trabajo debe liberarse a un ritmo que las
pruebas puedan manejarlo. Si una fábrica pinta la cabina
en la operación más lenta, producción
upstream debe
alinearse a su ritmo Las limitaciones marcan el
ritmo de todo el sistema. Comprender las restricciones siempre afecta más que a la salida. Influye profundamente en
el tiempo de entrega. Cuando las restricciones son mal administradas, ves que ocurren
entregas retrasadas Las fechas de finalización impredecibles, el largo tiempo de espera, los clientes
frustrados
y, a menudo, las acciones de
administración bien intencionadas pero equivocadas hacen que estas cosas empeoren aún más Por ejemplo, los gerentes pueden impulsar más trabajo en el sistema
para mantener a todos ocupados. El trabajo en progreso aumenta, inventario se acumula. La programación se vuelve caótica. Los trabajos urgentes se aceleran, el estrés aumenta, costo aumenta todo mientras el
rendimiento permanece sin cambios Cuando el inventario aumenta o cuando inventario aumenta sin
un control adecuado de las restricciones, el sistema se vuelve
ruidoso e inestable. El mismo principio se aplica fuera de los negocios
impulsados por ganancias. Una organización sin fines de lucro, la restricción limita la
cantidad de valor que se puede entregar Una escuela puede estar limitada
por la capacidad del aula. Una organización de ayuda puede estar
limitada por el ciclo de financiamiento. El
flujo de tráfico de la ciudad puede estar limitado por la capacidad de las carreteras en
una intersección importante. En cada caso, la
restricción determina la velocidad a la que
se puede crear y entregar el valor. El manejo de restricciones enseña
un enfoque disciplinado, identifica la restricción, la
optimiza, subordina otros
procesos a la Mejorarlo, luego repita a
medida que la restricción se desplaza. Estos pasos no
siempre son intuitivos. Debes estar interesado
en averiguarlo. De hecho, muchas prácticas de
gestión diarias contradicen
directamente
la lógica de restricción Mantener cada recurso
igualmente ocupado se siente eficiente, pero a menudo reduce el desempeño general
de la organización. Los sistemas de alto rendimiento
no intentan maximizar cada parte. Maximizan el flujo
a través de la restricción. Cuando entiendes
esta diferencia, dejas de luchar contra
la restricción. Empiezas a usarlo, aprovecharlo y
ese turno cambia todo, desde cómo administras las operaciones hasta que
sea exitosa
8. El rendimiento en el aeropuerto vs. el tiempo de procesamiento: Hijo ocho, el rendimiento del
aeropuerto versus el tiempo de rendimiento. Imagínese entrar en una
concurrida terminal del aeropuerto. El anuncio se hace eco de los gastos generales. Destellos de pantalla, horarios de salida, pasajeros se mueven con urgencia
hacia mostradores de facturación, carriles de
seguridad y puertas de
embarque. Sin darse cuenta,
acaba de ingresar uno de los sistemas
operativos más sofisticados del mundo. Un aeropuerto es un sistema de
procesamiento de personas. Su flujo principal incluye
facturación o entrega de equipaje, seguridad,
embarque y despegue. Desde el
punto de vista de los pasajeros, la experiencia puede resultar larga,
burocrática y estresante dos a 3 horas desde la entrada hasta despegue es común en un viaje
internacional Pero para la
perspectiva de una operación, algo muy
diferente está sucediendo. La mayoría de los aeropuertos principales tienen limitaciones
de capacidad. La restricción es casi
siempre la pista. Las pistas son
extraordinariamente caras. El espacio es limitado. normativa rige estrictamente
la separación de las aeronaves, distancia
de seguridad y
los movimientos por hora Ampliar la capacidad de la pista
rara vez es simple y
a menudo imposible La pista determina
cuántos aviones pueden salir por hora. Determina el rendimiento. Para maximizar la producción del sistema, los gerentes del
aeropuerto deben mantener esa pista completamente utilizada
en todo momento Esa cola de
aviones a la espera despegar no está mal planeada. Es un búfer deliberado
de inventario. Protege la pista
de la variación aguas arriba. Si el check in se ralentiza
o el abordaje se retrasa, la pista debe
seguir ocupada El tiempo de pista de inactividad significa
el rendimiento de pérdida. Ahora bien, aquí está la distinción
importante. los pasajeros les importa el tiempo de
rendimiento, cuánto tiempo lleva
moverse a través del sistema. Al aeropuerto le
importa el rendimiento, cuántos pasajeros
partieron por hora Estos no son lo mismo. Imagínese dos tubos con diámetros
idénticos,
pero diferente longitud. Ambos pueden empujar hacia fuera el mismo
número de unidades por minuto. Una pipa es larga,
la otra corta. El rendimiento es idéntico. El tiempo de rendimiento es
diferente aquí. Desde la perspectiva de un pasajero, el tiempo de producción es
frustrante porque es largo Desde la perspectiva del aeropuerto, tiempo de
producción no es
la principal preocupación. De hecho, los aeropuertos
son sistemas inusuales. Aproximadamente el 40% de
los ingresos del aeropuerto proviene de actividades no
aeronáuticas, como retail, restaurantes, alquileres de
propiedades Cuanto más tiempo
permanezca el pasajero dentro de
la terminal, más probabilidades
habrá de pasar. En este caso específico, el mayor tiempo de rendimiento
puede aumentar los
ingresos para el aeropuerto. Contraste esto con una fábrica. En la fabricación, el
largo
tiempo de producción aumenta el trabajo en curso. Ata el capital aumenta el costo de almacenamiento,
reduce la capacidad de respuesta. Las fábricas no se benefician de un
largo tiempo de flujo interno. Este ejemplo resalta
una poderosa lección. Debes entender
el objetivo del sistema antes de decidir
qué optimizar. Para un aeropuerto, maximizar la utilización de la pista es
definitivamente importante Para una fábrica, reducir el
WIP o el trabajo en curso, acortar el
tiempo de entrega es importante Para un hospital, maximizando el rendimiento
seguro del paciente. Desde una tienda minorista, equilibre la experiencia del cliente
con la velocidad de transacción. El manejo de Sunstrain
es siempre contextual. La próxima vez, te levantas
temprano para un vuelo, mueves por el
check in, seguridad, tiendas libres de
impuestos
y puertas de embarque. Recuerde, está
fluyendo a través un sistema
operativo cuidadosamente orquestado y en algún lugar detrás de escena, el papel más crítico lo está desempeñando el controlador de
tránsito aéreo El guardián de la restricción de la
pista, asegurando el máximo rendimiento
mientras se mantiene a todos seguros Esa única restricción
determina silenciosamente el rendimiento
de todo el aeropuerto. Supongo que aprendiste una nueva
perspectiva en esta lección. Te veré en
la siguiente lección.
9. La teoría de las restricciones y los cinco pasos de enfoque: Lección nueve, la
Teoría de las Restricciones y los cinco pasos de enfoque. Gran parte de los cuellos de
botella modernos y gestión de
restricciones se construye alrededor de la teoría de la restricción, a menudo llamada como TOC TOC es un sistema potente. La metodología de mejora se
basa en una idea central. La salida del sistema está
limitada por su restricción. Si quieres mejorar la salida o el
rendimiento del sistema, debes identificar
esa restricción y administrarla deliberadamente. Oh, la Teoría de
las Restricciones desarrollada por IlaHugoLT y popularizada en su Aunque comenzó
en la fabricación, Teoría de la restricción se aplica
mucho más allá de los pisos de fábrica. Se ha
utilizado con éxito en trabajos,
lotes, masa y producción
continua, cadena de
suministro y logística,
finanzas y contabilidad, mercadotecnia y ventas, atención médica y operaciones de
servicios. Nos centraremos en la
aplicación de este proceso. Qué TOC optimiza. En términos operativos, la teoría de la restricción
nos alienta a aumentar el rendimiento, reducir el inventario,
reducir los gastos operativos, pero el
enfoque principal es el rendimiento. Es importante destacar que TOC define el
rendimiento de manera muy específica. El rendimiento es el dinero generado a partir de las ventas reales
menos el costo variable. producción de bienes que se encuentran en almacenamiento no
aumenta el rendimiento. Llenar un almacén
no es una métrica de éxito. Sólo se cuenta lo que se vende. Esta mentalidad cambia la
atención de las eficiencias locales
hacia el flujo de todo el sistema La teoría de la restricción nos enseña a equilibrar el flujo,
no la capacidad. Los cinco pasos de enfoque, la herramienta TOC más famosa son
los cinco pasos de enfoque Una vez que el sistema es tapete, se despeja la portería. La mejora sigue
la secuencia. Paso uno, identificar
la restricción. ¿Qué proceso actualmente limita
el rendimiento general? ¿Dónde está el eslabón más débil? Paso dos, explotar
la restricción. Asegúrese de que la restricción
se utilice por completo, reduzca el tiempo de inactividad, elimine interrupciones
innecesarias, simplifique el
procedimiento a su alrededor Mantenerlo funcionando de manera efectiva. Paso tres, subordinar todo lo demás a
la restricción Todos los demás procesos deben alinearse con el espacio
restringido. No sobreproducir el upstream. Garantizar que las funciones de soporte
prioricen las necesidades de restricción. Paso cuatro, elevar
la restricción. Sólo después de explotar y
subordinar completamente se debe
considerar acerca de agregar capacidad Esto podría significar comprar
otra máquina, contratar personal adicional o
rediseñar el proceso Paso cinco, repite el ciclo. Una vez que se rompe la restricción, se desplazará a otra parte. Identificar la nueva restricción
y comenzar de nuevo. Lo más importante, no
dejes que la inercia se convierta en
la nueva restricción La brillantez de la teoría de la restricción radica en
su disciplina En lugar de tratar de
mejorar todo a la
vez, canaliza el esfuerzo en un solo punto que más
importa. Reemplaza las iniciativas de
mejora dispersas con apalancamiento enfocado. Y cuando se aplica de manera consistente, transforma la forma en que funciona
el sistema.
10. Comienza con un mapa de procesos: Lección diez. Comience
con un mapa de proceso. la hora de mejorar cualquier operación, el primer paso es sencillo. Mapear el proceso. Antes de
lanzarse a soluciones, dibuje una imagen clara de cómo fluye el trabajo
a través del sistema. Mantenlo simple al principio.
Divida las operaciones en tres o diez pasos principales. Siempre puedes agregar detalles más adelante una vez que sepas
dónde enfocarte. Tomemos un ejemplo identificable. Imagina una barra de sándwich de comida rápida haciendo tostadas sándwich de pies de largo. Desde la perspectiva de la tienda, el proceso podría parecer, tomar el pedido del cliente, agregar la carne y el queso y las verduras,
tostar el sándwich, agregar algunas ensaladas
y los aderezos, envolver el sándwich, tomar
el pago, agregar la caja Cada paso toma diferente
cantidad de tiempo. Y debido a que el tiempo determina cuántas unidades se pueden
completar por minuto, cada paso tiene su propia capacidad. Simplifique, asuma un
empleado por paso. Sin recursos compartidos, sin
averías ni demoras. Perfecta disponibilidad. En este escenario ideal, el tiempo de proceso
determina directamente la capacidad. Ahora imagina el paso de tostado. Tarda 40 segundos mientras que todos los demás
pasos toman menos tiempo. Significa que el tostado solo puede producir 1.5 sándwiches
por minuto. Incluso si todas las demás
estaciones funcionan más rápido, todo
el sistema no puede
exceder esa tasa. Tostar es una restricción. Tres tostadas en 2 minutos. Ahora, supongamos que el dueño
compra una segunda tostadora. A primera vista, parece que la capacidad del sistema
se duplicará, pero no lo hará. Sí, la capacidad de tostado
ha aumentado. Pero una vez que se
libera la restricción de esta estación, el siguiente proceso más lento
se convierte en la nueva Quizás montaje de ensalada, tal vez tal vez el pago en el til
la restricción ahora cambia. Es por ello que el
mapeo de procesos es muy importante. Para identificar la restricción verdadera, debe mapear el flujo. Estimar o medir la capacidad
en todos y cada uno de los pasos. Se puede hacer un estudio de tiempo
y movimiento. Compare la demanda con la capacidad. Sólo entonces se puede
ver claramente lo que limita el sistema? Sin un mapa de procesos, los esfuerzos de
mejora son conjeturas Con uno, la
identificación de restricciones se vuelve lógica y se basa en datos. Y una vez que la
restricción es visible, pueden comenzar mejoras
significativas.
11. Cuando los sistemas se vuelven más complejos: Lección 11, Vamos más allá de
un simple proceso lineal. Imagínese un sistema con cuatro
procesos, y teóricamente, capacidad es de siete unidades por R. Eso significa que
en algún lugar de ese sistema, la restricción limita
la salida a siete Ahora, supongamos que compramos
otra máquina para proceso dos y duplicamos
su capacidad 7-14. Se siente como una actualización importante, pero el sistema no se duplica en su lugar, la
restricción cambia. El proceso dos
ya no es el cuello de botella. Ahora, la restricción se mueve a los dos procesos conjuntos que
comienzan y terminan en el sistema. Para aumentar aún más la
capacidad, ambos procesos
deben mejorarse juntos. Esto ilustra un principio
crítico. Mejorar una parte
de un sistema
no garantiza mejoras en
todo el sistema. Ahora, agreguemos más realismo. Imagine que el sistema tiene dos flujos de entrada separados que se
alimentan a un proceso común. Cada flujo de entrada tiene su propia capacidad y sus
propias limitaciones internas. Si el flujo de entrada superior está
limitado a ocho unidades por, entonces el sistema general no puede exceder de ocho independientemente de
lo que suceda el flujo descendente. Si esa corriente se incrementa
a 12 unidades por hora, la restricción puede cambiar a un punto de fusión donde
ambos arroyos se encuentran, y quizás ahora el límite
a diez unidades por hora En los sistemas de entrada múltiple, el alimentador más lento puede limitar todo para operar
a una capacidad objetivo Todas las corrientes de entrada soportan
mucho ese nivel. Aquí es donde la simplificación
se vuelve poderosa. En lugar de analizar
cada microtiras, puede contraer
cada flujo de entrada en un único número de
capacidad efectiva Eso permite
ver los sistemas
con mayor claridad e identificar dónde radica
la verdadera restricción. Pero se pone aún
más interesante. Supongamos que el sistema produce tres variantes de
producto diferentes. Todas las variantes pasan por las
primeras etapas del sistema, pero luego se dividen en tres procesos de acabado
separados. Cada proceso final puede tener
una pequeña capacidad individual. Sin embargo, su producción combinada
podría parecer suficiente. A primera vista,
se podría pensar que la restricción radica en
esos procesos finales. Pero si todas las variantes comparten el mismo proceso ascendente que está limitado a
diez unidades por hora, entonces ese primer proceso compartido
es la verdadera restricción. Aunque las ramas aguas abajo puedan manejar 15 unidades combinadas
, nunca recibirán
más de diez. Los recursos compartidos aguas arriba gobierna la salida total del sistema Es por ello que simplemente
buscar el
número más pequeño no es suficiente. Debes entender los procesos
compartidos. Flujos paralelos fusionando puntos, mezcla de
productos y varianza Los sistemas del mundo real rara vez
son lineales. Implican múltiples entradas, caminos de
ramificación,
recursos compartidos y salidas variantes La clave es mapear el sistema. Asigne estimaciones de capacidad
a cada proceso, simplifique las sucursales en capacidades
efectivas. Identificar la restricción en el nivel correcto de resolución. Luego, vuelve a acercar a
donde
se requiere la acción , comienza amplio, simplifica e identifica
la restricción, luego profundiza solo
donde sea necesario. La gestión de restricciones no se trata de dibujar diagramas
complicados. Se trata de crear claridad, y esa claridad te
permite enfocar tus esfuerzos exactamente donde cambiará más el
rendimiento del sistema.
12. Procesos acoplados vs. desacoplados: Lección 12, procesos acoplados versus
desacoplados. No todos los procesos en un
sistema se comportan de la misma manera. Algunos procesos están acoplados, los otros están desacoplados Comprender la diferencia es esencial para una gestión eficaz del cuello de
botella ¿Qué son los procesos acoplados? Los procesos acoplados son procesos
interconfiables. Dependen el uno del
otro para operar. Si uno se detiene, el
otro debe detenerse. Imagine dos máquinas en una línea de producción conectada
a una cinta transportadora. Deben correr juntos. Si la máquina aguas arriba se detiene, la máquina aguas abajo no debe
tener nada que procesar. Si la máquina aguas abajo se detiene, la máquina aguas arriba
no tiene a dónde enviar la salida. Están estrechamente vinculados. Eso se llama como acoplamiento. A veces el acoplamiento ocurre
por razones físicas. A veces sucede
por razones de calidad, seguridad y procedimiento. Llévate una tienda de sándwiches. Una vez que el sándwich esté tostado, debe trasladarse inmediatamente
a la estación de llenado El negocio no puede brindar un lote grande en la noche
anterior y almacenarlo. requisito de frescura
acopló
efectivamente el proceso de tostado y
llenado Si la tostadora se rompe, el
llenado se detiene. Si el relleno se detiene, el tostado debe detenerse Consideremos ahora un hospital, un quirófano y la sala de recuperación son procesos
acoplados. Si el quirófano
no está disponible, la recuperación. La sala de recuperación no
tiene pacientes. Si la sala de recuperación está llena, las cirugías deben detenerse porque no
hay donde pueda ir
el paciente Estos
procesos centrados en el ser humano están estrechamente acoplados
como máquinas. El acoplamiento también puede surgir de
las reglas o las políticas. Por ejemplo, un proceso
industrial peligroso puede requerir supervisión
antes de continuar. Esa
aprobación supervisora empareja dos actividades que de
otro modo podrían operar de manera independiente. proceso de pareja afecta el
rendimiento, el tiempo de rendimiento, el tiempo de
entrega, la flexibilidad,
la dependencia no siempre es obvia. Pueden existir por procedimientos
heredados que
nadie ha cuestionado en años. El acoplamiento no es
inherentemente bueno o malo. Ventajas de acoplamiento,
menor inventario, coordinación
más simple, flujo inmediato
más rápido, desventajas. Mayor vulnerabilidad
al tiempo de inactividad, reducción de flexibilidad, mayor riesgo de detener
la restricción. Si un
proceso restringido está estrechamente acoplado a un proceso
ascendente no confiable, cada interrupción aguas arriba
reduce el rendimiento del sistema. ¿Qué pasa con el desacoplamiento? El desacoplamiento separa el proceso. Pueden operar de forma independiente. Esto generalmente se
hace permitiendo el inventario o trabajo en
progreso entre ellos. Ese inventario cuando se planifica
y administra
deliberadamente se
llama como búfer. Un búfer no es una
pila aleatoria de inventario. Se trata de una protección estratégica. Por ejemplo, en una fabricación, un búfer pequeño
antes de una restricción, asegúrese de que nunca
se quede sin trabajo. En la atención médica, los flujos
programados de pacientes aseguran que el quirófano
se utiliza continuamente. El búfer absorbe la variabilidad. Sin embargo, el
inventario no administrado no es un búfer. Es un desperdicio. La diferencia clave es la intención y el control. Si elegir una pareja o
un proceso desacoplado
depende de si el proceso depende de si el proceso es una restricción debido a los requisitos de
seguridad, requisitos de
calidad, consideraciones de
costos, prioridades
competitivas En entornos de alta variabilidad, desacoplamiento puede proteger
el rendimiento en un entorno estable, acoplamiento puede reducir el
costo y el inventario La verdadera pregunta no
es que el acoplamiento sea bueno o malo. La verdadera pregunta es, ¿esta dependencia protege
o amenaza la restricción? Porque en la
gestión de restricciones, proteger la restricción
es siempre la prioridad. Permítanos entender ahora el servicio
al cliente en un banco como un proceso acoplado, imagínese que va a un banco
para actualizar su dirección. Paso uno, el
oficial de recepción recoge tu formulario. Paso dos, el oficial
de verificación revisa tus documentos de identificación
y los aprueba. Ahora, supongamos que el oficial de
recepción no puede presentar su solicitud a menos que el
oficial de verificación esté inmediatamente disponible para
validarla y aprobarla. Si el
oficial de verificación está ocupado o ausente, la recepción debe dejar procesar la
actualización de la dirección ese día. Ambos pasos deben ocurrir
juntos al mismo tiempo. Si uno se detiene, el otro se detiene. Esto es acoplamiento. Es como dos niños haciendo una carrera de
tres patas Si uno tropieza, ambos caen. Ahora imagina que el banco
cambia el sistema. El escritorio de amigos
recoge tu formulario, lo
sube en una cola digital El oficial de verificación revisa la solicitud posteriormente en lotes. Incluso si el verificador
está ocupado durante una hora, o el mostrador de amigos puede
seguir aceptando los formularios Hay una pequeña
lista de espera entre ellos. Esa lista de espera es un búfer. Ahora, los dos procesos
pueden funcionar de forma independiente. Esto es desacoplamiento en acción. Es como poner la
tarea en una canasta para los maestros califiquen
y ella pueda hacerlo después. Los estudiantes pueden seguir
presentando trabajos
aunque el profesor no esté calificando
en ese mismo momento. Genial. Ahora, imaginemos a partir de
un ejemplo de una compañía de telecomunicaciones, llamas a tu proveedor de telecomunicaciones porque tu Internet no
está funcionando. Paso uno, el
agente del call center escucha tu problema. Paso dos, el equipo técnico restablece tu conexión
en el Ben Si el agente debe esperar en la línea mientras el equipo
técnico lo arregla, inmediato, ambos procesos
están estrechamente vinculados. Si el
equipo técnico no está disponible, el agente no puede cerrar la llamada. Si el agente desconecta el equipo técnico
no inicia, ellos dependen el uno del
otro al mismo tiempo Este es un ejemplo de acoplamiento. Es como dos personas
cargando una mesa. Si va la única ventaja,
la mesa bajará. El objetivo no es
quitar todo el acoplamiento. El objetivo es proteger paso
más importante en el
sistema, la restricción. Aquí te explicamos cómo lo haces. Stepan hacer una pregunta
importante. Qué sistema limita
a cuántos clientes podemos atender. En el ejemplo del banco, si la verificación
sólo puede aprobar 20
solicitudes por hora, pero la recepción puede tardar 50, entonces la verificación
es la restricción. En el escenario de
la compañía de telecomunicaciones, si el técnico
del back end solo
puede arreglar 30 problemas por hora, pero el call center
recibe 60 llamadas, entonces el equipo técnico
es la restricción. Una vez que sabes esto, todo se vuelve
fácil y claro. Paso dos, proteger
la restricción. Ahora decidimos si la
acoplamos o desacoplamos. La regla número uno nunca es
dejar que la restricción se quede inactiva. Si el equipo técnico
es el cuello de botella, siempre
deben
tener el trabajo listo Entonces creas una
cola de boletos, inciensas un búfer. Asegúrese de que las
solicitudes estén claramente escritas, elimine aprobaciones
innecesarias Desacopla el proceso
aguas arriba para que la restricción
nunca espere Paso tres, retire el acoplamiento
dañino. Si el acoplamiento hace que
la restricción la detenga, la rompa o la retrase
, debe arreglarla. Si vuelvo a la mesa de
amigos del banco,
la mesa de amigos debe esperar a que
el verificador apruebe
cada solicitud de inmediato La solución sería permitir que la solicitud
se registrara primero. La verificación ocurre más tarde. Crea una cola digital. Ahora, el
escritorio de amigos sigue funcionando. La verificación siempre se mantiene ocupada. El rendimiento aumenta. Si hablo del otro
problema que acabamos de ver, el agente debe permanecer
en la llamada hasta que
el equipo de back end resuelva el problema en
la compañía de telecomunicaciones. Podemos crear una solución mediante la
creación de un sistema de venta de entradas. El back-end resuelve el
problema por separado, cliente recibe la actualización por SMS. Agente pasa a la siguiente llamada. Ahora, el equipo de backend, que era una restricción
ahora trabaja continuamente Los agentes no bloquean. El cliente obtiene
una respuesta más rápida en general. Paso cuatro, a veces
sigues acoplando a propósito. Si el acoplamiento protege la calidad o la
seguridad, usted lo guarda. En el escenario de préstamo bancario, la aprobación podría
requerir una verificación de fraude antes de liberar el préstamo. Eso no se desacopla ciegamente. ¿Este acoplamiento
protege la calidad? ¿Simplemente ralentiza
las cosas sin ningún motivo? Son las preguntas que haces. Paso cinco, mejorar la propia
restricción. Después de organizar el flujo, mejorar la restricción
mediante el uso de mejores herramientas, brindando capacitación y
automatización, si es posible. Retira el papeleo porque ahí es donde se incrementará la reelaboración, y al quitar el papeleo, reduce la
reelaboración Nunca compres más personas
o más sistemas primero. Primero, debes organizarte,
luego mejorar. Entonces pensamos en la inversión
porque el ROI es importante. La fórmula simple es, encontrar primero el paso más lento, mantenerlo ocupado todo el tiempo,
eliminar la dependencia que lo detenga Agregue un búfer antes
de que la restricción,
mejore gradualmente. En una sola oración, no
se resuelve el
acoplamiento o el desacoplamiento Diseñas un sistema para que el
paso más importante nunca se detenga. Eso es pensamiento constreñido. Eso se llama una explotación de
la restricción. Ahora imagina que la compañía
cambia el sistema. El agente registra su queja
en un sistema de venta de boletos. El equipo técnico trabaja en
los boletos en un orden. El agente puede tomar la siguiente llamada
del cliente de inmediato. La cola de tickets entre
ellos es el búfer. Los dos equipos ya no necesitan trabajar en el mismo momento
exacto. Eso es desacoplar en acción. Es como poner el pedido de comida en el mostrador del restaurante. El cajero sigue
tomando órdenes
aunque la cocina siga
cocinando la anterior Los procesos acoplados deben trabajar
juntos al mismo tiempo. Los procesos desacoplados
pueden funcionar por separado debido a algo llamado
búfer que los conecta. La pregunta inteligente es, operación siempre está
ocupada y ¿ esta conexión protege el
paso más importante en el sistema? ¿O hace que todo se
detenga con demasiada facilidad?
13. Detectar la restricción en el mundo real.: Lección 13, detectar la
restricción en el mundo real. Los procesos de mapeo
y
la capacidad de cálculo son esenciales
si se quiere precisión. Pero a veces, antes
de que comiencen las hojas de cálculo y el análisis, se
puede aprender mucho con solo
observar lo que está sucediendo Cuando las operaciones están bajo presión y las entregas
se están quedando atrás, es común escuchar que
todo es un cuello de botella Técnicamente, si la demanda excede la capacidad
para el proceso, todo podría aparecer
como una restricción. Pero en la realidad, esa
situación es rara. Casi siempre hay una restricción primaria y quizás dos estrechamente vinculadas. El reto es
detectar las primeras colas. La pista más obvia es
que una cola creciente. Si el sistema donde los procesos
no están estrechamente acoplados, la restricción a menudo
se revela muy claramente. Como consultor,
debe buscar grandes y crecientes colas de trabajo esperando
frente a un proceso Ese proceso ya funciona
a su máximo esfuerzo, el proceso upstream
está terminando trabajo más rápido de
lo que se puede manejar. En un centro de llamadas, es posible que
veas llamadas
acumulándose en la cola, mientras que los agentes un equipo específico
están constantemente ocupados En un almacén, es posible que vea paquete acumulándose
antes de una estación de empaque Eso siempre está operando
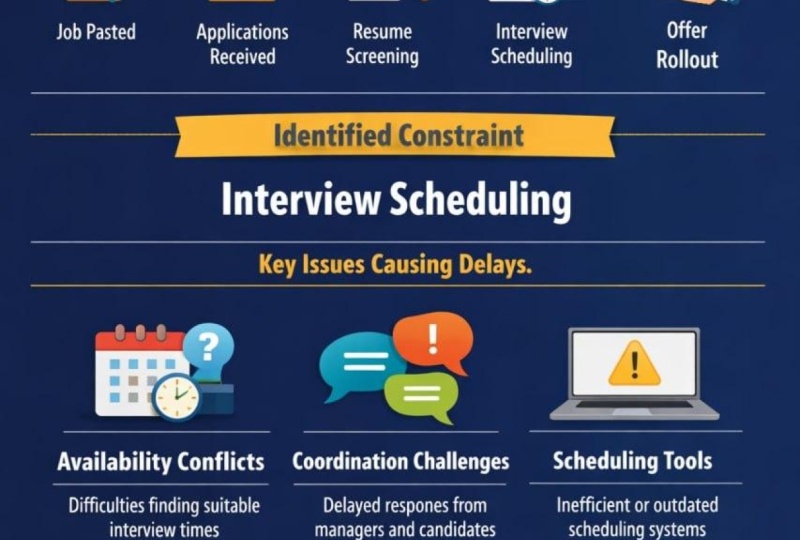
a toda velocidad. En un departamento de recursos humanos, las cartas de
oferta a menudo
se acumulan esperando una firma de
aprobación final. La creciente cola frente un proceso completamente utilizado es una fuerte indicación
de una restricción. No es una manera infalible, pero es muy sugerente Cuando todo parece
bloqueado, ¿qué debes hacer? Ahora, considere un sistema estrechamente
acoplado. En una línea de
producción completamente acoplada, inventario no puede acumularse
fácilmente. En un solo punto visible, si un proceso se ralentiza, toda
la línea se ralentiza. Piense en una red de la ciudad
bloqueada con el tráfico. Los autos están respaldados por todas partes. Cada camino parece congestionado. Incluso desde arriba, puede ser difícil
identificar de inmediato la causa raíz. Pero si habías estado
viendo antes, podrías haber notado dónde comenzó a construirse
el atasco de tráfico por primera vez. Ese punto inicial de acumulación a menudo
señala la restricción. El tiempo importa,
la observación importa, y por lo tanto deberías construir esta habilidad de observar el
proceso desde la distancia. Busque la mayor
utilización. En un sistema estrechamente vinculado, otro
indicador potente es la utilización. La restricción es a menudo
el recurso que está más ocupado tiene el
menor tiempo de inactividad. Esto está constantemente
bajo presión. Experimenta la más expedita. En un hospital, la máquina de resonancia magnética puede funcionar continuamente
sin tiempo de inactividad. En un equipo de software,
un revisor senior siempre
puede estar ocupado o
sobrecargado con En un centro de datos, un clúster de servidores puede ejecutarse elevado de la
CPU de manera consistente. Este es tu punto de acceso. Piense en usar una cámara
termográfica para
una placa de circuito. El componente más caliente
suele ser el que
está trabajando más duro y potencialmente
limitando el rendimiento. Habla con la gente que
está haciendo el trabajo. Ellos podrán guiarte. Los datos son potentes,
pero no son suficientes. Los operadores, supervisores,
programadores, equipo de mantenimiento y personal de primera línea a menudo
tienen Saben dónde se respalda el trabajo
regularmente. Qué proceso siempre
se siente apresurado, donde se agilizan los trabajos urgentes, donde la avería causa
la mayor disrupción Es raro que una sola persona
vea todo el sistema. Pero colectivamente, la
perspicacia es poderosa. Debe combinar la
observación con experiencia
práctica y la utilización
básica de los datos, pensamiento de restricción
estructurado y limitará
su enfoque rápidamente. Antes de dividirlo en
cálculos complejos, camine por el piso. Gemba es genial. Haz preguntas, mira el flujo. La identificación de restricciones es tanto analítica
como observacional. Cuando mezclas el
análisis disciplinario con las manos en el interior, pasa de adivinar
a comprender, y ahí es donde se hace posible la
mejora real
14. Gestión del inventario a través de la lente de las restricciones: Lección 14, manejo de inventarios a través de la lente de las restricciones. La administración de inventario es un núcleo
de la gestión de operaciones, pero no se
trata solo de abastecer elfos, administrar el almacén o garantizar que las entregas
lleguen a tiempo inventario juega un papel
interno crítico para permitir máximo rendimiento
sin permitir que el
máximo rendimiento
sin permitir que
los costos se salgan de control. Existen diferentes
tipos de inventario. En la mayoría de los sistemas, el inventario
cae en pocas categorías principales. Materia prima que está
entrando en el sistema. Trabajos en curso o WIP
una vez que se haya iniciado el procesamiento. Productos terminados que están
listos para que los clientes los usen. Además de refacciones y consumibles que
soportan las operaciones. Cuando se trata de la gestión de restricciones
y cuellos de botella, trabajo en curso es el más crítico y,
a menudo, el más descuidado También es el complejo. trabajo en curso es esencial para mantener
la restricción en funcionamiento, pero también es el tipo
de inventario más fácil para dejar
crecer fuera de control. El peligro de mantener
a todos ocupados. En muchas operaciones, los procesos no
están estrechamente acoplados. Eso significa que pueden operar manera independiente siempre que
tengan suficiente trabajo disponible. A primera vista,
esto parece positivo. En cada proceso siempre
tiene algo en lo que trabajar. La productividad debe aumentar. Pero cuando se usa descuidadamente, esto conduce a un
aumento en el trabajo en progreso, tiempos de
entrega
largos e impredecibles, lugares de trabajo
SGSGED, programación
imposible, alta tenencia inventario comienza a extenderse
por todas partes del sistema, e irónicamente, el rendimiento
no aumenta ¿Cuál es el enfoque
basado en restricciones para la gestión de inventario? Al administrar el inventario
a través de una lente restringida, el principio es claro. Asegúrese de que la
restricción siempre tenga inventario de
entrada que necesita mientras minimiza el inventario
general del sistema. Esto generalmente requiere búferes
de inventario deliberados colocados en ubicación estratégica Un búfer no es una pila
aleatoria. Es un inventario planificado de tamaño
y administrado diseñado para proteger la
restricción de la variabilidad. El objetivo es proteger
el rendimiento, no maximizar el stock. El principio lean
de tracción y carbono. La filosofía lean se basa en los principios del sistema de producción
Toyota. Enfatiza en el flujo, reducción de
desechos, la reducción
de inventario. Estas ideas son altamente compatibles con el pensamiento
restringido. Cuando se aplica con enfoque, uno de los conceptos
lean más importantes es pull. Pull significa que la demanda
descendente desencadena la producción
ascendente. El trabajo es empujado a través del sistema en lugar de
empujado en anticipación. Esto reduce la
sobreproducción, uno de
los mayores conductores
de exceso de WIP Un
mecanismo de tracción bien conocido es Kanban. Kanban utiliza señales visuales, tarjetas
físicas o digitales que viajan con el elemento de trabajo Cuando se completa un trabajo, la señal CR Ban regresa
aguas arriba para autorizar nuevos trabajos. Esto limita naturalmente el WIP. También es importante señalar
que las modernas embarcaciones ágiles Kanban
comparten un concepto similar, pero no son idénticas al sistema Carvan
de
producción tradicional Hay muchos enfoques de
control de inventario, incluyendo justo a tiempo, ron, cuerda amortiguadora, C, WIP, tubos en sistemas, carriles
FIFO y diversas variaciones de
carbono En su mayoría
dependen en gran medida de la gestión visual para hacer que el inventario sea visible
y controlable. El principio central es
que en un sistema de capacidad restringida donde el objetivo es
maximizar la producción, gestión de
inventario debe
desempeñar un papel crítico y debe apoyar la restricción en la
maximización del Eso significa que la
restricción nunca debe esperar el material
o la información. El BFR debe
protegerlo de la variabilidad. inventario
en otras partes del sistema debe estar estrechamente controlado. El objetivo es un equilibrio. Muy poco inventario y las duelas restringidas y
demasiado inventario,
entonces creamos un cuello de botella
y los relojes del sistema gestión
de inventario basada en restricciones evita ambos extremos Cuando se hace correctamente,
protege el rendimiento al
tiempo que evita la costosa consecuencia
de WIP incontrolado Ese equilibrio es donde realmente vive
la excelencia operativa. Ahora, imagina este
problema en un banco. El cliente solicita un préstamo. Los pasos que sigue es que la recepción
recoja los documentos. El oficial de crédito
verifica los documentos. El directivo aprueba el préstamo. Si el oficial de crédito
solo puede verificar 20 archivos por día, pero la recepción recoge 60 solicitudes,
algo sucede. Hay una pila de inventario. Si la recepción sigue enviando todos los 60
archivos de inmediato, los archivos se amontonan en la mesa del oficial de
crédito. El oficial se siente estresado,
las aprobaciones se retrasan. Todo está estrechamente vinculado. Si el
oficial de crédito se ralentiza, todo
el sistema se
ralentiza. Eso es acoplamiento. Demasiados archivos o WIP es igual a que el
sistema se obstruya Pasemos a una solución de
búfer inteligente. En lugar de enviar archivos
ilimitados, el banco permite solo
25 aplicaciones en la cola de check in. Nuevas aplicaciones esperan en una cola digital
controlada. El oficial de crédito
siempre tiene trabajo, pero no demasiado trabajo. Ahora, el oficial de crédito o
la restricción nunca espera. Los archivos no se amontonan por todas partes. El procesamiento se vuelve más suave. Esa cola de control es un búfer. Es una protección planificada
para la restricción. Imagínese que el cliente llama
al soporte de telecomunicaciones. El agente del call center
bloquea la denuncia. El técnico de vuelta en
equipo soluciona el problema. Si el agente debe permanecer en la llamada hasta que el
backend solucione el problema, el agente no puede tomar nuevas llamadas El equipo backend
se convierte en la sobrecarga. El cliente espera más tiempo. Entonces, si el equipo de back-end soluciona
solo 30 problemas por hora, pero el agente recibe 60
quejas, el boleto se acumula. Hay demasiado
trabajo en progreso en el sistema y
todo se ralentiza. Entonces, ¿qué podría ser
una solución inteligente? Aquí, vamos a
hablar de búfer de boletos. El agente crea tickets de
soporte. Solo se permite un número limitado de boletos en
el cubo listo para arreglar. El equipo backend siempre
tiene boletos para trabajar. El cliente recibe una actualización por SMS cuando se resuelve el problema. Ahora, el equipo backend, que es una restricción, nunca
espera a que llegue el trabajo Al mismo tiempo, no están
abrumados porque los boletos
no se amontonan sin cesar El agente sigue tomando nuevas llamadas que limitan la entrada de la cola de
boletos. El búfer está protegiendo
la restricción. La simple lección que
aprendimos es el acoplamiento es igual a que todo
depende fuertemente el uno del otro. Demasiado trabajo puede
obstruir el sistema. La solución es agregar un búfer de control para que el paso más lento o la
restricción nunca se detenga No tiene muy
poco inventario para que la restricción se detenga. Al mismo tiempo, no
hay demasiado inventario para que el
sistema se sienta obstruido El inventario inteligente es
igual a lo suficiente para proteger
la restricción. Eso es una gestión de
inventario basada en restricciones.
15. Lean, Six Sigma y pensamiento de restricciones: Lección 15, Lean Six Sigma
y pensamiento constreñido. Lean y Six Sigma son dos de los enfoques de
mejora operativa más utilizados en el mundo. Ambos son poderosos. Ambos son respetados,
y ambos son altamente compatibles con bottlenck y la gestión de
restricciones
y la teoría de restricción y la teoría Pero hay una distinción
importante entre lean y Six Sigma. Ambos proporcionan excelentes herramientas
sobre cómo mejorar un proceso. La gestión de restricciones
le ayuda a decidir qué mejorar. Esa diferencia es crítica. No todos los procesos
importan por igual. Una de las lecciones centrales
del pensamiento restringido es que no todos los procesos contribuyen por igual al desempeño
del sistema. Mejorar un sistema no restringido puede hacer que el equipo
se sienta productivo. Se puede reducir el desperdicio local. Puede aumentar la eficiencia
local, pero no necesariamente
aumentará el rendimiento general. Elegir dónde enfocarse es más importante que elegir
cómo mejorar. Entonces, ¿dónde
encaja Six Sigma en esta situación? Debido a que Six Sigma
está diseñado para identificar
y reducir
rigurosamente variación y defecto
en el proceso, enfatiza en una toma de decisiones
basada en datos, análisis
estadístico, identificación de causa
raíz, control de
procesos En los sistemas de capacidad
restringida, aplicar Six Sigma
dos directamente a la restricción puede ser
extremadamente potente. Si una línea de empaque
está restringida, parada
frecuente debido
a defectos de calidad, Six Sigma puede reducir esos defectos y
aumentar directamente el rendimiento. Pero si el proyecto Six Sigma se aplica al proceso
con exceso de capacidad, el impacto en la
producción general puede ser mínimo. Las herramientas son fuertes, la dirección de enfoque
determina su impacto. Lean es una filosofía
operativa más amplia. Se basa en eliminar
residuos y mejorar el flujo. Ofreció herramientas como mapeo de flujo de
valor, Kison, trabajo
estandarizado, gestión
visual, prácticas de mejora
continua Lean enfatiza en el flujo se alinea estrechamente con el pensamiento
restringido Sin embargo, el esfuerzo Lean
a veces falla en la trampa de tratar de
eliminar los desechos en otros lugares
sin priorizar Mejorar los procesos no críticos puede generar energía
y compromiso, pero sin
centrarse en la restricción, los resultados finales
pueden ser desfavorables. Lean aboga enérgicamente por
reducir el inventario
y, en muchos casos,
eso es beneficioso. Pero la
gestión de restricciones enseña que los búferes estratégicos de inventario pueden proteger el rendimiento. Eliminar ciegamente todos
los inventarios puede exponer
involuntariamente las restricciones
a
la variabilidad aguas arriba Reduzca el rendimiento del sistema. La clave es la intención. El inventario incontrolado es desperdicio. búfer administrado deliberadamente que puede proteger las restricciones
son herramientas estratégicas. No tienes que
elegir los sitios. Las metodologías de mejora no son religiones competidoras. No es necesario recoger un jamón. Lean, Six Sigma y Teoría de las Restricciones son ampliamente
compatibles entre sí. El
enfoque más efectivo es usar el pensamiento restringido para identificar el punto crítico de
apalancamiento. Usa Lean para mejorar el flujo. Use Six Sigma para reducir la
variación y defecto en ella. Cuando se aplican junto con una clara comprensión
de la restricción, estos métodos se
refuerzan entre sí. Sin enfoque,
la mejora se hace añicos. Con el enfoque basado en restricciones, la mejora se vuelve poderosa
y las herramientas importan. Pero donde
los aplique importa mucho más. Hagamos de esto un mundo muy
práctico y real. Voy a retomar ejemplos de FedEx, Amazon Ecommerce y una empresa de
fabricación de chapa de acero, donde me enfocaré en explicar qué pueden mejorar Lean
y Six Sigma? Qué restricción es realmente, y por qué el enfoque importa
más que las herramientas. Por lo que FedEx, como saben, es conocido por la clasificación de paquetes. La situación es en un
gran centro de clasificación de FedEx, los camiones llegan con paquetes. Los paquetes son escaneados. Están ordenados por
el sistema transportador. Esto se carga en
los camiones
o aviones de salida en función del código QR Digamos que el horario de
salida de la aeronave es la restricción. Sólo diez vuelos
pueden salir esta noche. Eso limita el
número total de envíos. El equipo Lean mejora el proceso de papeleo de la
oficina, la organización de la
sala de descanso
y reduce el tiempo de escaneo de
3 segundos a 2 segundos. Todo se ve mejor, pero el avión aún sale
a la hora fijada El rendimiento no aumenta. Mejoran las eficiencias locales. La salida del sistema no mejoró. ¿Merece la pena tus esfuerzos? ¿Puedes llamar a este
proyecto un éxito? Ahora viene el pensamiento
basado en restricciones donde
enfocamos lo que queremos resolver. El tiempo de carga de la aeronave
antes de la salida. Ahora aplica las herramientas correctamente, mejora el flujo en
el muelle de carga, elimina el movimiento desperdiciado, estandariza la secuencia de
carga Puedo usar Six Sigma por aquí para reducir el error de carga
que causa la reelaboración También podríamos enfocarnos en reducir
los paquetes mal cargados. El resultado sería que el avión sale
lleno y a tiempo. Me paquetes se entregan aumentos
de rendimiento. Mismas herramientas, enfoque diferente e impacto muy diferente. Ahora, piensa en un centro logístico de
comercio electrónico de Amazon. El pedido del cliente fluye
cuando realiza el pedido. El artículo se recoge,
se embala, se envía. Supongamos que las
estaciones de empaque son la restricción. Pueden empacar 500
pedidos por hora. Los recolectores pueden recoger
700 pedidos por hora. Entonces ya sabe muy claramente
dónde está la restricción. El equipo líder reduce la distancia a pie
para los recolectores Es una gran mejora. El recolector ahora escoge 800/hora, pero el empaque
sigue siendo solo ¿Qué pasa? El WIP se amontona, inventario crece y
el estrés aumenta El rendimiento
aún se mantiene en 500. Si voy con un pensamiento
basado en restricciones, ahora
voy a aplicar
las herramientas de manera diferente. Voy a identificar la restricción, es
decir el departamento de empaque. Voy a aplicar
el concepto Six Sigma al departamento de empaque. Me enfocaré en reducir
los errores de empaque, reducir el error de tamaño de la caja y reducir el reempaque También podría usar conceptos lean
como mejorar el diseño, cajas
pre etapa usando gestión
visual. El resultado es que el empaque
ahora aumenta 5-650/hora. Ahora, el
rendimiento del sistema ha aumentado. Mejorar el
recolector no ayudó, pero mejorar la restricción
definitivamente ayudó Ahora piensa en un flujo de producción
de chapa de acero. El horno funde
la materia prima. El laminador
da forma a la lámina. Enfriamiento, seguido
de corte e inspección, ese es el flujo del proceso. Ahora supongamos que el
laminador es la restricción. Es extremadamente
caro y un lento. Todo debe
pasar por el proceso. Ahora bien, si hago un
proyecto Six Sigma en inspección, el equipo de inspección ejecuta
un proyecto Six Sigma. Reducen el defecto en un 30%, crean una mejora local, pero la
capacidad del laminador no cambia. Las toneladas totales por día
siguen siendo las mismas. No hay incremento
en la producción. Aplicar Six Sigma en un laminador
sería lo correcto. Reduce el tiempo de inactividad, mejora el tiempo de ciclo
y reduce el tiempo de configuración. También reduce la
variación de espesor. Lean puede enfocarse en garantizar que el material esté siempre
listo antes de enrollar. Eliminará el tiempo de
espera y optimizará el intercambio de un solo
minuto de dy. El laminado met ahora
produce más toneladas por día. Todo el
rendimiento de la planta aumenta porque todo
fluye a través de ella. enfoque incorrecto
te dará un resultado incorrecto, mientras que un enfoque correcto te
dará el resultado correcto. Lean y Six Sigma pueden responder, ¿cómo mejoramos este proceso? pensamiento restringido
responde a la pregunta, ¿ qué proceso
debemos mejorar primero? Sin pensamiento constreñido,
la mejora se dispersa. Con ayuda del pensamiento
constreñido, la mejora se multiplica y
podemos ver el resultado
 Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt
Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt