Transcrições
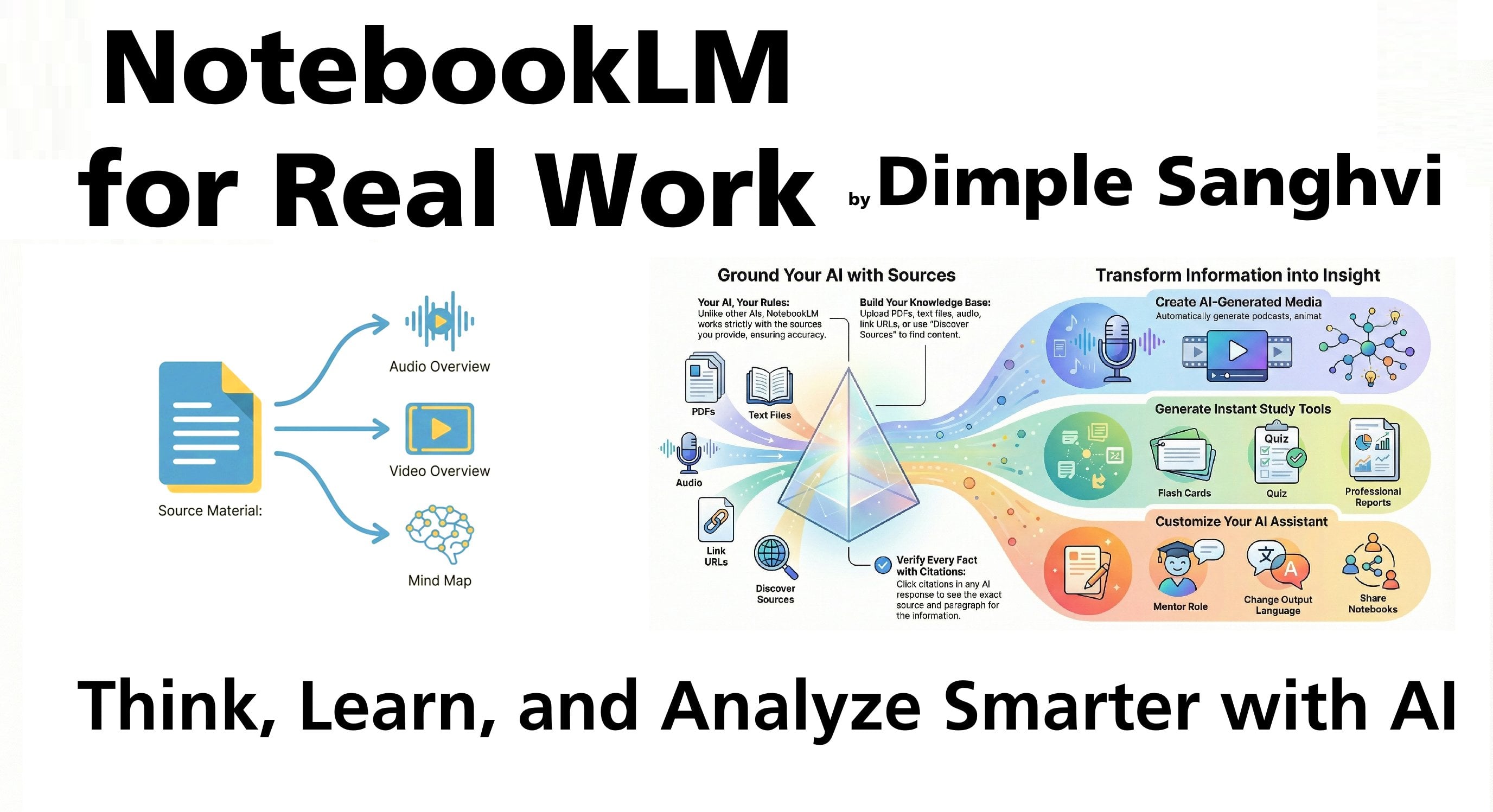
1. Introdução: Dou as boas-vindas a todos vocês minha nova aula sobre
análise de dados usando o Minitab. Nessas séries,
falaremos sobre gráficos
de controle. Como prometi a você no meu canal Telegram que
lançarei o
capítulo do gráfico de controle em detalhes para que
todas as dúvidas básicas temos sejam esclarecidas. Portanto, o foco de todo
esse programa é entender o que
são cartas de controle, quais são os diferentes tipos de cartas de
controle que temos. Ventura usa cartas de controle. Quais são os nossos limites de controle, qual é a base central
em uma carta de controle? Usando cartas de controle para detectar causa
comum e variação de
causa especial. Usando teste para
causas especiais e cartas de controle. Quais são os diferentes tipos de testes que devem ser usados, quando, o que devem ser evitados? Tudo será
abordado nesta sessão. Para quem é essa turma? Essa é uma
pergunta importante que muitos participantes
têm de que
eu deveria estar participando desta aula
ou não é para mim? Então, se você é estudante
de Lean Six Sigma, Green Belt ou Black
Belt ou Yellow Belt. Ou você é alguém que quer
entender estatísticas, controle de
processos, ou seja
, cartas de controle. Como posso monitorar meu
processo estatisticamente? Você quer aplicar estatísticas, entender
diferentes técnicas gráficas, pegar tudo o que quiser para
entender uma
das ferramentas
Seven QC mais importantes, que são as cartas de controle. Você deve seguir
este programa porque é bom esclarecer
todas as suas dúvidas. Algumas das principais conclusões que você terá neste workshop é que você entenderá exatamente
o que são cartas de controle. Venture eu uso limites
de controle de água. Qual é a diferença entre especificação
e limite de controle? E como faço
para testar causas especiais? Quais são os testes usados para identificar uma causa comum? E quais são os diferentes
tipos de erros que
as pessoas cometem quando
trabalham com cartas de controle. Todos esses tópicos
serão abordados em detalhes. Estarei montando um workshop
separado, sobre
o qual falaremos. Praticamente fazendo tudo isso. Farei o upload da folha de dados
do meu projeto. Você terá muitos
projetos para trabalhar. Além disso, se você tiver alguma dúvida
relacionada ao seu processo, onde você foi desenhado gráfico
de controle, mas
não está obtendo uma resposta. Você ficará livre, sinta-se
à vontade para escrever para mim ou colocar seus comentários na seção de
discussão e eu o ajudarei, certo? Então, vamos começar.
2. Projeto do curso e como fazer o upload: Precisamos fazer um projeto sempre que estivermos
aprendendo algo. E a melhor parte
, mas o Skillshare é que ele incentiva os
professores a criar projetos que os participantes
e os alunos precisam aprender com o curso,
aplicar os conceitos. Então, vou anexar
esta planilha do Excel
como um plano de projeto. Isso tem muitos exemplos de dados que estou
usando durante o curso,
como os dados de comprimento do eixo do came, dados guarda-chuva, dados de
moldagem por injeção ainda emprestam. Há muitos exemplos disponíveis aqui,
que ajudarão você a
entender o conceito. Número um. Número dois, você tem
esses dados que podem ajudá-lo a fazer seu projeto
e concluí-lo. Agora, alguns de vocês podem ser um
novo livro Skillshare para ajudá-los a entender como faço um projeto e envio um projeto, vou orientá-los. Então, primeiro de tudo, você
teria uma folha de dados como esta. Esta é a ficha técnica do produto que vou
compartilhar com você. Então, por exemplo, estou
pegando meus dados guarda-chuva p, escrevendo-os diretamente,
levando-me ao local onde
meus dados são salvos. Copio esses dados para o MiniTab
e faço meu exercício. Eu tenho meus dados. Que tipo de caso de uso de dados iremos
abordá-lo em detalhes. Só estou tentando mostrar
como você carrega seu projeto. Então eu criei minhas
cartas de controle e vou em frente
e com o tamanho do
subgrupo de guarda-chuvas com defeito. E clico em Ok, assim que tiver meu gráfico pronto, o que preciso fazer é copiar este gráfico. Eu posso colocar em tinta. E eu salvo esse arquivo. Agora, vamos
voltar ao Skillshare. No Skillshare, depois de
concluir o projeto, você tem uma seção
abaixo sobre revisão, discussão e projeto
e as fontes. Então clique em Projeto
e Recursos. E você pode ver um botão de cor
verde aqui dizendo
criar projeto. Você precisa clicar
neste Criar projeto. Ele leva você a uma
tela como essa, onde está solicitando
a foto que você deseja apresentar
em seu projeto. Então, vou fazer o upload de uma
fotografia que
acabei de criar. Está carregando. Agora eu enviei
o título do projeto. Eu fiz o gráfico p usando um conjunto de dados guarda-chuva. Você é livre para usar todo o
conjunto de dados que eu enviei todos os projetos porque
isso lhe dará confiança e eu vou
compartilhar feedback com você. Mas se você tiver dados relacionados aos seus e quiser que
eu o ajude, você ainda pode carregá-los. Não vou
pedir os dados, mas vou ajudá-lo na
interpretação. Eu tenho. Leia isso. Para dados com defeito. Se eu tiver mais conteúdo, posso ir em frente e
adicionar mais conteúdo. Se você quiser
manter seus projetos privados, você pode clicar nele. Mas eu diria que todos nós aprendemos compartilhando uns
com os outros. E então eu apareço
e publiquei. Depois de
publicá-lo, pode levar alguns minutos ou alguns minutos a algumas horas para
que o projeto esteja disponível. O que acontece é que, como treinador, recebo um alerta
aqui de que alguém
criou um novo projeto e
preciso dar um feedback. Então eu vou aqui e
dou um feedback, o que me ajudará a
entender o que
você fez e eu posso
compartilhar o feedback. Portanto, isso o
incentivará a garantir que você
conclua seu projeto. Agora vamos
voltar a este gráfico. Sim. Então, se você tiver alguma dúvida, você é livre para abrir uma discussão e dizer
começar em uma posição, fazer uma pergunta sobre o projeto. Então, eu tenho uma pergunta.
Você pode perguntar. Você pode me ajudar com mais
exemplos de til B? Só estou anotando. Então, se você tiver
alguma dúvida, estou apenas dando uma pergunta
hipotética. E eu posso descer e dizer, Post. Quando eu coloco isso, ele
está disponível e é dever de um professor
responder de volta a isso. Com isso, suas dúvidas
serão esclarecidas. O que quer que você esteja aprendendo
na aula, você se inscreverá. Esta aula não vai apenas
cobrir os aspectos práticos, mas também vai querer esclarecer todos os conceitos que
às vezes ficam confusos. Certo? Então, com isso, vamos continuar
com nosso exercício de aprendizado.
3. Como é detalhado este curso no gráfico de controle: Olá amigos. Sejam bem-vindos a esta
aula sobre gráficos de controle, que é uma metodologia estatística de controle de
processos. A maioria de nós, quando estamos fazendo Six Sigma, como projetos greenbelt ou projeto Six
Sigma Black Belt. Estamos usando cartas de controle. Alguns dos participantes são, algumas das pessoas
no escritório também usam gráficos de controle
como sete Q. C2. É bom que todos nós
saibamos como praticar a carta de
controle ou como desenvolver
a carta de controle
usando diferentes ferramentas. Você tem modelos que
estão disponíveis em uma inclinação. Algumas pessoas usam o MiniTab, outras usam o JMP. Nesta aula. O que
vou abordar é começar pelo básico. Embora você possa estar
ciente das cartas de controle. Você pode estar ciente de certos
conceitos em alto nível. Vou guiá-lo passo
a passo neste curso, que abordará o
que são cartas de controle? O que são limites de controle? O que é uma linha central
na carta de controle? Como faço para detectar radiação? Exemplos de variação de causa comum e causa
especial? Como posso usar o brainstorming para
investigar esse problema? Que tipo de diferença? Quais são os diferentes
tipos de testes que estão disponíveis para nós? Quais são os diferentes
tipos de cartas de controle dependendo do tipo de
dados que você precisa criar. Vamos pegar muitos
exemplos em que tentaremos
entender os conceitos
do zero. Então, vamos
aprender como eu realmente aplico qual carta
de controle será usada? Não apenas em teoria, mas também em termos práticos, onde eu lhe darei um caso de
uso e pedirei ou orientarei você através do processo de seleção da carta de controle
correta. Post, que também
mostrarei como construir essa carta de
controle usando o Minitab e como
identificamos a
variação da causa especial dentro do processo. Muitos exemplos aqui, o que torna mais fácil para
você entender e aplicar, mesmo que você seja
de diferentes setores. Então, primeiro vou
explicar o conceito. Qual é o problema que o engenheiro de
qualidade está enfrentando? Quais são os dados
que ele está coletando? E com base nos dados, que é o
gráfico de controle correto que
precisa ser coletado. Portanto, espero que você goste de
aprender comigo, não apenas a prática de
criar a carta de controle, mas também sobre os conceitos
que são muito importantes para garantir que possamos limpar nossa barra y
durante a apresentação. A próxima coisa importante que vou acrescentar é o projeto. Então, por favor, assista isso
no próximo vídeo.
4. O que é os gráficos de controle: Então, o que são cartas de controle? Temos B como
entendemos, certo? É um gráfico que ajuda
você a descobrir se seu
processo está sob controle. O processo de áudio está fora de controle. Ele ajuda a identificar a presença de variação de
causa especial ,
se ela existir
em seu processo. Sempre que houver variação
de causa
especial presente em seu processo, seu processo é considerado instável,
o que significa que uma ação corretiva é necessária em seu processo. Cartas de controle são usadas
como a ferramenta de sete CQ. Também é usado
na fase de controle de seus projetos Green Belt e
Black Belt. E é sempre bom
verificar se o meu processo que estou executando hoje não está sob controle ou
está fora de controle, ou as chances deles
ficarem fora de controle? Queremos identificar a variação das causas
especiais e queremos corrigi-la. Cartas de controle e
nada além de gráficos que plotam os dados do processo
em sequência de ordem temporal. Você já deve ter ouvido falar sobre o conceito de enredo de séries temporais. Então, sim, é um gráfico de
séries temporais ou gráfico de ensaios, mas o elemento adicional que é adicionado no gráfico de controle, linha central
mais fácil, controle
superior e limite de controle
inferior. E isso aconteceu, essas linhas são desenhadas com base nos dados
que você forneceu. A linha central representa
a média do processo. Os limites de controle representam
a variação do processo. Por padrão, os limites de controle
são desenhados a uma distância de aproximadamente três desvios
padrão acima e abaixo
da linha central. Então, quando eu tenho um gráfico de ensaios, tecnicamente um gráfico
ordenado por tempo, mas eu tenho
elementos adicionais que me dão mais informações, como
a linha central, meu limite de controle superior e inferior limite de controle. Isso me ajuda a identificar a
facilidade do meu público do processo, meu processo não é estável. Os pontos que caem aleatoriamente dentro dos
limites de controle indicam que seu processo está sob controle e exibe apenas variação de
causa comum. Então, a variação de causa comum pode ser qualquer coisa que
seja aleatória, certo? Então, às vezes, quando estou falando, eles podem ter um atraso de 1 segundo. Isso pode ser por causa
dos custos comuns. Mas se eu estou falando e você não consegue me ouvir,
essa é uma causa especial. Ou meu microfone não está funcionando ou minha rede não
está funcionando. Eu cliquei
no botão mudo. Haverá uma causa especial
que precisa de investigação. E isso pode ser identificado quando os pontos ficam fora
do limite de controle. Eles estão exibindo um aceno de cabeça? Estou de volta naquela época. Mesmo que o processo esteja dentro
do limite do contêiner, mas o padrão não aleatório, eles indicam que o
processo está fora de controle. Variação de causa especial está
presente em seu processo, o que exige
que você tome medidas. Quando eu uso cartas de controle? Essa é uma pergunta comum
que as pessoas têm, se você está monitorando e continuando o áudio
do processo
tentando entender seu novo processo. As cartas de controle são uma ferramenta
muito útil. Você pode usar cartas de controle
para demonstrar se seu processo é estável e
consistente ou de que tipo. Um processo estável é
aquele que inclui apenas
variação de causa comum e
não tem pontos
fora de controle. Verifique se o processo está estável antes de realizar a análise
de capacidade. Então você se lembra que na
fase de medição do seu projeto, você tenta fazer uma
análise de capacidade é como capacita seu processo se você estiver fazendo um projeto Six
Sigma. Alguns profissionais, algumas
organizações também fazem uma análise de capacidade regularmente para validar
se o processo está estável. Então você tem que fazer essa análise somente depois de saber que
seu processo é David. Se um processo não for estável, você não deve fazer
uma análise de capacidade ou esse relatório, mas você
obterá que não é um relatório válido. Avalie a eficácia
da mudança do processo. Esse também é mais um cenário em que você usa cartas de controle. Quando as cartas de controle, é fácil comparar as mudanças
na média do processo, as mudanças na variação do
processo. Comunique o desempenho do seu processo durante um período de tempo
específico. Como eu disse a você, os gráficos
podem ser
desenhados em uma sequência de ordem de tempo. Quais são os nossos limites de controle. Abordaremos isso
no próximo vídeo.
5. Quais são os limites de controle?: Vamos entender quais são
nossos limites de
controle, limites de controle. Sua carta de controle representa a variação do processo
, o que o ajuda. Eu indico um
processo mais fácil no controle ou seu processo está fora de controle
controlado por controles remotos, limites e nada linhas
horizontais que são desenhadas acima e
abaixo da linha central. Isso vai te ajudar a julgar. Novamente, meu processo está
estável ou não? Os
limites de controle dessa pessoa são baseados na variação aleatória
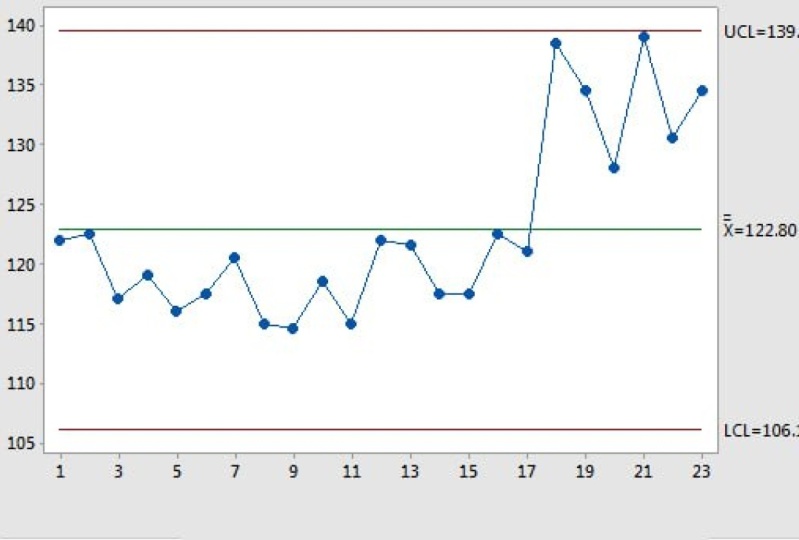
no processo. Por padrão, o Minitab define os limites de controle como três desvios padrão acima e abaixo da linha central. Este é um exemplo simples,
os limites de controle. Portanto, você pode ter
seus dados de processo que estão sendo desenhados na sequência de ordem de
tempo. Essa linha vermelha na parte superior, chamada de UCL, é o seu limite superior de controle. E o NCL é um limite de controle
inferior. A linha verde é
sua linha central. Podemos ver nesse processo
que eu tenho dois pontos, que são dois pontos de dados que estão além do limite
superior de controle. Isso indica que o
processo está fora de controle. Isso significa que há uma variação de causa
especial e precisamos investigá-la. Vamos entender a
diferença entre limite
de controle e
limite de especificação no próximo capítulo.
6. Quais são a linha central nos limites de controle?: Neste capítulo,
vamos entender terminologias importantes, como o que é a linha central e quais
são os limites de controle? Então, o que é uma
linha central em uma carta de controle? A linha dental em
sua carta de controle representa a média do processo, não necessariamente o processo
desejado. Hoje à noite, a
média de especificações dada pelo cliente. É o que está realmente acontecendo e acontecendo
em seu processo. A linha central é uma linha de referência
horizontal em uma carta de controle que
é um valor médio. E é baseado nas características de
qualidade usadas na linha central para observar
o desempenho do processo quando
comparado à média. Se o processo estiver sob controle, os pontos variarão aleatoriamente
em torno da linha central. Veja este exemplo. Você
vai, a linha verde, que você vê na tela, é sua linha central. Está falando sobre
a média do processo. Cada ponto de dados pode ser
um subgrupo de números. Então, subgrupo, pode ser uma amostra
de subgrupo de cinco elementos, dez elementos e assim por diante. E essa média é
obtida e a média de todos os dados é
obtida para derivar nessa linha verde, que
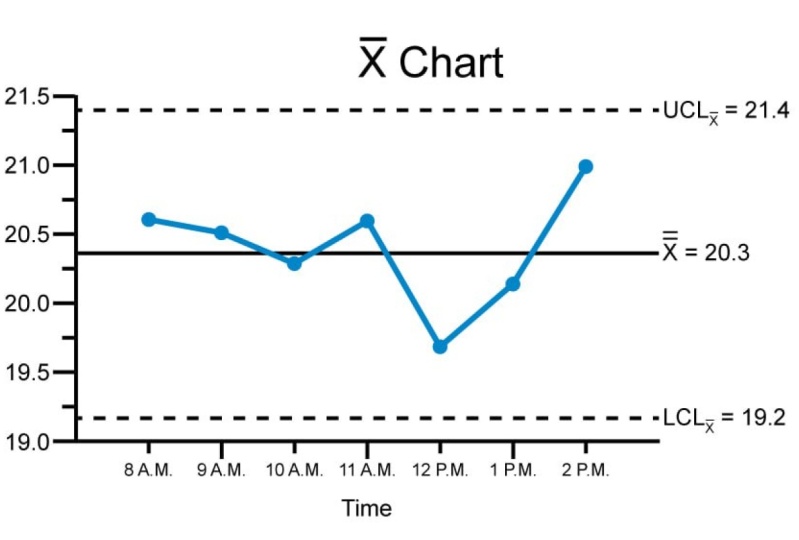
é sua linha central. Neste exemplo, o gráfico da barra X exibe o comprimento
da árvore de
cames de fabricação durante o período da linha central
mostra a média do processo. E o subgrupo significa muito
aleatoriamente em torno do processo. Então você vê que os pontos estão subindo e descendo
em torno da linha verde. E isso está acontecendo
por causa da presença de alguma
variação de causa comum em seu processo. Prêmio de cautela
sempre que você estiver trabalhando. Não se confunda entre a linha central e o valor
alvo do seu processo. O valor alvo vem da
especificação do seu cliente, certo? Qual é o resultado desejado? Essa é a linha alvo, mas o resultado real
é sua linha central. Então, os dois são diferentes. Usando a carta de controle
para detectar radiação. Abordaremos isso
no próximo capítulo.
7. Detectar variações: Vamos começar a
entender como posso usar cartas de controle para detectar
variações no meu processo? As cartas de controle são usadas para monitorar dois tipos de variação do
processo. Como eu disse no capítulo
anterior, ele fala sobre a variação de causa
comum e radiação de causa especial. Quais são as variações de
causa comum e variação de causa
especial pode ser uma pergunta que
você possa ter. E qual é a
aparência da variação de
causa especial quando você está trabalhando
na carta de controle. Como posso identificar variação de causa
especial
na minha carta de controle? Usar o brainstorming
para investigar a variação de causa
especial
é uma solução. Se você identificar a
variação de causa especial e seu gráfico, abordaremos
tudo isso em detalhes. Não corrija demais seu processo devido à variação de causa
comum. Esse é um erro comum
que as pessoas cometem. Porque alguma coisa livre da variação de
causa comum deve estar presente em seu processo
porque é natural. Então, vamos entender que algum grau de variação está naturalmente
em qualquer processo. Se eu começar meu treinamento, posso estar sentado
todos os dias pela manhã às dez horas para começar a
gravar meu treinamento. Alguns dias eu posso estar
presente no tendão. Vamos fazer um exemplo mais
simples. Eu peço comida
em bares clandestinos e
entregarei a
comida em 40 minutos. Por exemplo, ele pode
entregar a comida em 38 minutos. No dia seguinte, pedi
a comida
do mesmo local e através do 3D, mas o pedido pode ser
entregue em 30 minutos. Terceiro dia, pode
ser entregue em 32 minutos, 45 minutos. Qualquer pequena
variação que esteja lá. E é aceitável que isso aconteça por causa da variação da causa
especial. Variação de causa comum. A variação de causa comum é um processo natural e variação
inesperada
no processo. Variação de causa especial é uma variação inesperada
no processo, que se deve a algumas ocorrências
incomuns. É importante
identificar e tentar
eliminar a variação de causa especial no processo. Então, por exemplo, eu faço
um pedido no squeaky. Eles disseram que será
entregue em 40 minutos, mas já são duas horas e eles não conseguem
entregar meu pedido. Eu definitivamente
ficaria preocupado. Eu nem esperaria duas horas imediatamente
após 45 minutos, ligaria e
diria onde está meu pedido? E dizem que está a caminho. Uma hora depois significa que
depois de 60 minutos, eu novamente um pouco é o meu pedido. E eles disseram que porque
há fortes chuvas, o motorista está preso
no caminho e, portanto, o atraso na entrega.
8. Exemplos de variação de causas comuns e de causas especiais: Olá amigos. Vamos continuar entendendo quais são as diferentes causas de variação em nossa análise de dados
para o uso de gráficos de controle, estamos usando, estamos tentando entender todos os conceitos
relacionados às células de controle. Uma das
coisas importantes é que
aprendemos nossas diferentes
causas de variação, que está fazendo com que a
carta de controle se mova para cima e para baixo. As causas podem ser algo como uma variação de causa comum ou
uma variação de causa especial. Se você vir o
Fazendeiro à direita, o fazendeiro
de fronteira à direita, ele recebe um saco de ovos, que são uma caixa de x, que são uma mistura de
branco e colorido. Quando ele entra na
causa raiz do problema, ele percebe que todos os seus ovos, daí o nosso Lee misturado x colorido, eles estão botando
ovos brancos e eles estão ligados à cor x, o poder. Portanto, é uma variação de
causa comum. Então ele precisa investigar
e tentar reduzir, minimizar. Você pode ir, ele não pode
eliminar material, tentar minimizar a variação da causa
comum. O fazendeiro pulverulento à esquerda
também recebe uma caixa de x, que são uma mistura de
branco e colorido. Quando ele investiga
em sua fazenda de pólvora, vai para a
causa raiz do problema. Ele percebeu que há uma raça particular
de galinhas que estão colocando cor x resto
das mãos e sua granja avícola ou
todos os ovos brancos Lane. Isso significa que há uma
causa atribuível para esse problema. E, portanto, ele
precisa investigar o que fez com que essa mão
colocasse o x colorido. Pode estar na
alimentação, teve um problema, ou o pássaro é de
um lugar diferente, ou é uma mistura, lá seria uma causa
atribuível a isso. E as cartas de controle ajudam a identificar a variação de
causa comum e a variação de causa especial. Vamos dar mais alguns exemplos de variação de causa
comum e
causa especial. Então, por exemplo, se um padeiro
está fazendo um pão,
a flutuação de temperatura
dentro do antigo, um bebê
levemente pesa
um centígrado para cima e para baixo é aceitável
e isso é devido a uma causa comum. variação
da natureza do equipamento. Mas suponha que, se a temperatura
cair drasticamente, isso pode ser devido a alguma causa atribuível, como o padeiro se esqueceu de
fechar a janela. As causas especiais ajudam
a identificar a causa atribuível que
precisa ser focada. Mais um exemplo é registrar as informações de
contato do cliente. Se houver uma pessoa
experiente, ela pode estar
cometendo erros mínimos. Ao passo que, se for uma pessoa nova, há uma chance de ele
cometer muitos erros. Isso significa que ele
precisa ser treinado e aprender alguns
truques que podem ajudá-lo a fazer esse trabalho com
mais eficiência. Vamos dar mais um exemplo para entender a causa comum e variação de causa
especial na detecção de mofo
em brinquedos de plástico. Então, quando os brinquedos de plástico
e fizeram uma pequena variação, os brinquedos de plástico
são aceitáveis porque essa é a natureza de
todo o processo. Você está colocando
o molde no, desculpe, o plástico
derretido no molde e
ele está surgindo. Mas suponha que a qualidade
da matéria-prima seja ruim. No minuto em que o brinquedo
sai e eu seguro, ele explode, é muito difícil. Pode ser devido a uma causa atribuível que a
matéria-prima não é
da qualidade que
precisamos e afeta a resistência e a
consistência do produto. O que são variações de
causa especial? E como fica
quando você está trabalhando
no chat? Um processo é estável se não tiver nenhuma variação de causa
especial, causa
comum com
sempre existir, certo? Gráficos de controle e gráficos de
ensaios fornecem uma boa ilustração da estabilidade ou instabilidade do
processo é meu irmão Steven,
ou parece mesa. Podemos usar, mas um deles, o processo deve
ser estável antes suas capacidades sejam avaliadas
ou melhorem nossas iniciadas. Se meu processo não for estável, pegar um
projeto Six Sigma não é aceitável, significa que não funciona. Se você olhar para
a carta de controle, que está aqui, você perceberá que essa carta de controle tem
alguma variação aleatória. E essas variações estão entre
os dois limites de controle que são identificados usando a linha de leitura. Todos os pontos estão
flutuando aleatoriamente em torno
da linha verde, que é minha linha central. Isso mostra
isso claramente e nem mesmo está violando nenhuma das minhas oito
regras do gráfico de controle. Falarei em detalhes
sobre os diferentes testes que realizamos nas cartas de controle
nos vídeos a seguir. Se sua carta de controle se
parece
com isso com muitos pontos vermelhos e diz um 11155
e vê 333. Isso significa que o processo não é estável e violou
a regra número um, regra número cinco e
número três neste caso. E estatísticas de que o
processo não é estável. Existem algumas variações de
causas especiais que precisam ser investigadas. Se você tiver
alguma dúvida ou esclarecimento, sinta-se à vontade para perguntar na seção de
discussão abaixo. Se você tentar aplicar
os conceitos externos e garantir a conclusão do
projeto e carregá-lo. No próximo vídeo, vamos
aprender sobre como usar o brainstorming para investigar a variação de causa
especial.
9. Usando o Brainstorming para investigar variações de causas especiais: Continuamos a entender as diferentes causas de
variação em como devo investigar as variações de
causa especial que
identificamos durante o,
no gráfico de controle. Portanto, podemos usar o brainstorming como um exercício muito bom para investigar a variação da
causa especial. Um bom ponto
de partida para investigar a
variação de causa
especial é reunir vários
especialistas em processos levar os
especialistas do assunto para lá. uso de gráficos de controle aumenta
os operadores de processo, os engenheiros de processo e
o teste de qualidade para debater o motivo de uma amostra
específica. Eles estão fora de controle. Porque você sabe que quando você está desenhando a carta de
controle, está na
sequência de ordem de tempo e você
terá um ID de amostra que o
identificará. Podemos investigar
o que aconteceu durante
esse caso. Dependendo do seu processo, você também pode incluir itens
durante a próxima reunião. Ao investigar a variação de causa
especial, você deve responder a algumas
dessas perguntas. Com as amostras estavam
fora de controle. Qual teste para
causas especiais fez a amostra? O que significa cada teste de campo? E como eu faço o que eu procuro? Estamos em todas as
razões possíveis para o teste de campo. O método comum de
brainstorming é fazer perguntas sobre por que uma falha
específica ocorreu. Para determinar a causa raiz, você pode usar o método 5-Why. Continue perguntando por que, por que, por que, até chegar à
causa raiz do problema. Você também deve usar um diagrama de
causa e efeito, ou o diagrama espinha de peixe ou
o diagrama de Ishikawa
como você o chama. Compreender os
diferentes tipos de diferentes tipos de causas que estão causando variação de causa
especial. , se é o método
material masculino, e assim por diante. Lembre-se, não
sobrecarregue seu processo por causa comum de variação. Mas é importante evitar variações de causa
especial. Tentar eliminar a variação de causa
comum deve piorar a situação. Considere um processo de cozimento do pão, um ligeiro desvio e
a temperatura causada pelos órgãos e termostato fazem parte
da variação natural da causa comum para o processo. Se você tentar reduzir essa variação natural do processo ajustando manualmente
a temperatura, configurando para cima e para baixo, provavelmente aumentará a variável t em
vez de diminuí-la. É chamado de correção excessiva. Se você tiver alguma dúvida ou precisar esclarecimentos sobre
qualquer um desses tópicos, sinta-se à vontade para perguntar
na seção de discussão abaixo. E, como sempre, tente aplicar esse conceito e
concluir seu projeto. Você pode desenterrar algumas cartas de
controle existentes e tentar descobrir o que há em
uma tabela de processo. Existe alguma variação de
causa especial? No próximo vídeo,
vamos aprender sobre quais testes para causas especiais
estão incluídos no Minitab.
10. Quais testes para causas especiais estão incluídos no Minitab?: Olá amigos. Vamos entender quais testes para causas
especiais estão
incluídos no MiniTab. Quando estamos tentando entender a estabilidade
do processo
usando cartas de controle. Teste número 11,
mais de três sigma
da linha central. Esses são os testes mais comuns
que sempre procuramos. Este teste identifica
o subgrupo que tem incomum quando comparado
aos outros subgrupos. Eles são universalmente
reconhecidos como necessários para detectar situações
fora de controle. Se houver um pequeno desvio no
processo fora de interesse, você também deve fazer o teste número dois para complementar o teste número um, a fim de criar uma carta de controle que tenha
a maior sensibilidade. Teste o número 29 pontos
seguidos no mesmo lado
da linha central. Esses turnos de teste identificam a peneiração no
centro do processo ou variação. Se uma pequena mudança no
processo for de interesse, você deve usar test também, junto com test1
para entender o que causou essa
variação de causa especial em seu processo. Porque se o processo
estiver em um lado
da linha central
continuamente por nove bytes, a probabilidade
desse ponto sair de três Seis Sigma. Três Sigma de um
lado é muito natural. E podemos entender
o motivo disso ou investigar o
motivo com mais confiança. Teste o número 36 pontos seguidos, todos aumentando ou diminuindo. Esse teste detecta a tendência. Este teste
procura longas séries de pontos
consecutivos que estão aumentando
ou diminuindo
consistentemente o valor. Como você pode ver neste exemplo, se estiver
aumentando continuamente por seis pontos, isso também é uma probabilidade
de que ele saia do controle. E já está, o processo está fora de controle e continua. É
uma causa especial. Escreva algo que
aconteceu no processo que fez continuamente para as variáveis ou
o processo para dar amostras que estavam
aumentando ou
diminuindo consistentemente em valor. Neste exemplo, ele está
aumentando em valor. Mesa número 414 pontos
seguidos alternando para cima e para baixo. Um teste para detectar variações
sistemáticas. Se você quiser que o padrão de variação no
processo seja aleatório. Mas um ponto para o qual o teste de
campo pode indicar que o
padrão de variação é esse número em dois
de três pontos, mais de dois sigma ou dois desvios padrão de a linha
central do mesmo lado. Então, como você pode ver, há dois exemplos do
teste número cinco. Por aqui. Este teste detecta mudanças de parede
no processo com muita facilidade. Mesa número 64
de cinco pontos, mais de um desvio padrão da linha
central do mesmo lado. Então, se você ver este exemplo, temos quatro ou cinco
que estavam
no mesmo estilo e eles estarão a
mais de um Sigma de distância. Essa mesa número seis detecta pequenas mudanças no processo,
como os outros testes decentemente. Portanto, numere 715 pontos seguidos dentro de um sigma da linha central de cada
lado. Você pode ver que,
neste exemplo, esses 15 pontos estão muito
próximos da linha central. É como se eles estivessem emaranhando a linha central de forma
muito eficiente. Isso detecta um padrão
de variação que
às vezes é confundido com uma
evidência de bom controle. Isso detecta o controle, esse teste detecta limites de controle
que são muito amplos. Porque você teria
dito isso com base em seus antigos
limites de controle de processo que são muito amplos ou frequentemente causados
pelos dados estratificados, que ocorre quando a causa
sistemática da radiação está presente
em cada subgrupo. Esse é o número 88 pontos
seguidos a mais de um Sigma
da linha central. Em ambos os lados. Esse teste é chamado
de padrão de mistura. Está no botão do mixer. Os pontos tendem a se
afastar da linha central em vez de cair perto da linha central que vimos no teste
anterior. Se você tiver alguma dúvida relacionada
aos diferentes tipos de
testes que acabou de aprender. Sinta-se à vontade para perguntar na seção de
discussão abaixo. Certifique-se de tentar
aplicar os conceitos externos e de
concluir o projeto
e carregá-lo. Obrigada.
11. Quais testes devo usar para detectar padrões específicos de variação de causas especiais?: Vamos entender quais
testes devo usar para detectar um padrão específico
na variação de causa especial. Aprendemos sobre diferentes tipos de testes no vídeo anterior, devemos aprender como, como posso usá-los da maneira
mais adequada? Aplique determinados testes com base no seu conhecimento
sobre o processo. É provável que o
processo esteja movendo o turno ou haja uma variação aleatória
dependendo disso, você aplicará o teste. Se for provável que seus dados contenham
um padrão específico, você os procurará
usando o respectivo teste. Adicionar mais testes
ao frasco não está correto. Isso só aumentará a chance de encontrar
um falso negativo, falso positivo
ou um falso sinal que o processo
está fora de controle. Quando, na realidade, o processo não
está fora de controle. Quando você aumenta
vários testes ou quando usa vários
testes juntos, as chances de obter sinal de falta de controle aumentam. Vamos entender como se, no caso de você estar trabalhando
com dados variáveis, você estiver usando cartas de controle de
variáveis. Se você não tiver certeza de
qual teste aplicar, por padrão, o Minitab sempre
aplica a regra número um, o teste número um, ou seja, quantos amortecidos
o ponto de dados está fora dos três desvios
padrão. Mas, além disso, você
pode tentar usar test1, test2 e teste sete. Quando você aplica isso com
base nos limites de controle, se eles são baseados nos dados. Depois que os
limites de controle forem estabelecidos, você deve usar os
valores conhecidos para esse limite. Então não precisamos do
teste número sete. Número 11 dos limites de controle, detecta um único ponto
fora de controle. Isso é nove pontos seguidos
em um lado
da linha central detecta a possível mudança
no processo. São sete pontos
demais em torno um desvio padrão
da linha central. Ele detecta se os limites de
controle são muito amplos e os limites de controle Vida são causados por dados estratificados, o que ocorre quando você tem uma fonte sistemática de
radiação dentro de cada subgrupo. Deixe-nos entender se
você estiver trabalhando com dados de
atributos de
defeitos e defeitos. Nesse caso, você
não tem certeza de qual teste
usar o UGA gratuitamente para usar a mesa
número um e número dois. O teste número um está a cerca de 1
do limite de controle. Esse número dois é
nove pontos e desenha em um lado
da linha central, detectando a possível mudança. Depois que o processo
for estabelecido. Seus
limites de controle são sempre desenhados com base nos valores dos dados que
você forneceu. Faremos muitos
exercícios práticos nas próximas aulas. Então fique conectado. E se você tiver
dúvidas e perguntas, sinta-se à vontade para escrever na seção de discussão abaixo e certifique-se de tentar aplicar
os conceitos externos. Certifique-se de fazer seu
projeto e fazer o upload do projeto. Escreva sua avaliação e compartilhe suas ideias
sobre como você se sentiu nessa aula
quando esse número. No próximo vídeo,
vamos aprender sobre qual teste é aplicável
em minhas cartas de controle.
12. Quais testes estão disponíveis com meu gráfico de controle?: Vamos entender qual teste é aplicável no meu controlador. Esse número um a oito está disponível na maior parte da carta de controle
variável. Observe que apenas o teste de
um a quatro está disponível na carta R e S
e na carta de amplitude móvel, que é o número um a quatro estão disponíveis cartas de
controle imprecisas. Qual teste é aplicável
na minha carta de controle? No tempo melhor controle
Jan Minitab
realiza apenas um teste para pontos que vão além
dos limites de controle. Esse é o seu número um,
nosso teste número um, que o teste sete assume
que os pontos são independentes porque
os pontos representados graficamente estão ordenados no tempo, os ponderados para
combinar as informações de os subgrupos anteriores e os pontos não são independentes. Se você tiver alguma dúvida, sinta-se à vontade para perguntar
na seção de discussão abaixo. No próximo vídeo,
vamos entender quais são
os diferentes tipos
de dados e como trabalhei com eles
nas cartas de controle.
13. Tipos de dados para gráficos de controle: Neste vídeo, vamos
entender os
diferentes tipos de dados que temos para
nossos gráficos de controle. Que tipo de dados eu tenho? Essa é a pergunta
que você quer responder. Você, se seus dados são
quase contínuos, determina se você tem
algo como comprimento vezes B, que é um tipo de dados
contínuo do seu processo. Em seguida, você usará
cartas de
controle contínuo como a carta IMR, nossa carta R da barra
x, carta S da barra x. Mas se você tiver algum processo
multivariado, usará controles
multivariados. Se seus dados forem um atributo
como defeitos e defeitos, usaremos cartas de controle de
processo de atributos, que são como carta n, carta
P, carta C. Existem alguns gráficos
que são
chamados de gráfico de processo muito quando, que
abordaremos separadamente. Então, que tipo de dados eu tenho? cartas de controle que
você usa dependem se você coleta
os
dados contínuos ou os dados de atributo. Se você tiver vários conteúdos, variáveis
contínuas, considere se você
tem dados multivariados. Mike, variáveis contínuas
são números infinitos como 84704 algo, então você pode
dividi-los indefinidamente. Os dados de atributos têm dois
subtipos, binomial e Poisson. Os valores dos
dados de um atributo são restritos a categorias específicas
são valores distintos. Por exemplo, dados de atributos
podem ser como caminhos e sensação. O número de defeitos
e uma amostra também pode ser um dado de atributo que é
caído em uma distribuição de Poisson. medição contínua
geralmente fornece mais informações do
que esses dados de atributo. Lembra disso? No entanto, os
dados de atributo geralmente são mais
fáceis de coletar porque você
só precisa aceitar, mas é um defeito ou um efetivo e quantos
defeitos se estiver com defeito. Os dados do atributo
são frequentemente coletados quando as medições contínuas
são difíceis de obter. Os dados de atributos geralmente são classificações
subjetivas atribuídas pelos operadores
e pela pessoa de controle de qualidade. Porque eu sinto que é
um defeito que contei. Se eu não achar
que é diferente, não
vou chegar a essa
dependência, não é? Vamos entender os dados do processo de
controle. Os dados
contínuos medem as características como empréstimo, peso,
temperatura, etc. Os dados geralmente incluem valores
fracionários ou decimais. Por exemplo, um fabricante
de alimentos quer investigar
se o peso
do produto de cereais é
consistente ao longo do tempo. Para coletar esses dados,
o analista de qualidade registra o trigo de uma
amostra das caixas de cereais. Se você tiver alguma dúvida, sinta-se à vontade para perguntar
na seção de discussão. E certifique-se de
concluir seu projeto e tentar aplicar esses conceitos. Escreva seu comentário.
14. Caso de uso: ajude o engenheiro de qualidade: Vamos continuar nossa
compreensão das cartas de controle. As cartas de controle
também são chamadas controle
estatístico de processo, SPC. Fazemos esse exercício durante a fase de controle do
nosso projeto Six Sigma. Spc foi desenvolvido pelo
Dr. Stewart em 1924. Ele disse que você, como diz o conceito, y é uma função de x. Não
devemos apenas
monitorar o projeto, por quê, mas também devemos
monitorar e controlar os combustíveis vitais são os x's que estão
contribuindo para esse y. Assim, monitorando continuamente o x e y juntos
usando a carta de controle, torna-se fácil para
o proprietário do projeto e o proprietário do processo monitorar o desempenho e
mantenha-o no controle. Eles controlam os processos de
forma proativa. Não é. Ele pode identificar claramente quais são as causas
naturais e as causas
atribuíveis à água. As causas naturais nada
mais são do que uma causa comum e as causas
atribuíveis não
passam de uma causa especial. Também ajuda você
a identificar e prevenir o processo
dessas causas especiais. Se você olhar para uma carta de controle, isso é apenas uma amostra. Você terá limite de
controle superior
e limite de controle inferior, que são criados aproximadamente um desvio
padrão de três da linha central, que geralmente é
a média do processo. E esses três
números estão sendo calculados a partir dos
dados do processo que você capturou. Qualquer coisa fora do limite
de controle superior que esteja fora do
limite de controle inferior interno é chamada variação de causa especial
e sua causa atribuível. Se você está vendo uma variação
em seu processo que está emaranhando ou
contornando a linha central. Isso se deve à variação de causa
comum. Isso é apenas uma
representação de amostra. A razão pela qual ele tomou três desvios padrão da linha central é que, se
você se lembra, no bunker, 99,73 por cento dos dados estão
sendo cobertos dentro mais ou menos três
padrão desvio. Portanto, qualquer variação que
você esteja vendo é 0,135 à esquerda e
0,135 à direita. Isso se deve à variação da causa
especial. Agora, novamente, o que eu
falei anteriormente, estou apenas repetindo
porque isso é muito importante e também é
uma pergunta de entrevista. Qual é a diferença entre limite
de controle e especificação? O limite de controle está
sendo calculado a
partir dos dados que registram o
controle e o controle inferior. E descreve a água. O que esse processo é
capaz de alcançar? Os limites de especificação,
por outro lado, são dados pelo cliente
e pela gerência. E eles especificam qual é
o requisito do processo. Ele descreve
o que o processo deve alcançar
para poder ser continuamente chamado de um processo capaz e é capaz de atender aos requisitos do
cliente. Então, novamente, limites
de controle da especificação de dados, limites do cliente. Os limites de controle ajudam
você a ser calculado e ajudam a identificar a causa comum e a variação da causa
especial. Se você tiver pontos de dados
dentro do limite de controle, mas fora do limite de
especificação, isso significa que seu
processo não é capaz. Analisaremos esses
exemplos no futuro. Quando temos essas cartas de
controle, eu mostrei a você que é um desvio
padrão de mais ou menos três. Mas esses cálculos
dependem do tipo de
dados que você tem. Quando você está fazendo o gráfico de controle. Temos dados variáveis
e dados de atributos. Os dados legíveis também são
chamados de dados contínuos. Onde você tem pontos decimais como comprimento, tempo, distância. Eles podem ser divididos
continuamente. Portanto, se o seu subgrupo mede um, então vamos para a carta X IMR
ou a carta de amplitude
móvel individual. Se o tamanho da sua amostra
estiver entre 29, opte pela barra X,
carta R ou inverno. Mas se nossa amostra de subgrupo
for maior que dez, é mais fácil para nós calcular
o desvio padrão porque eu tenho mais número de pontos de
dados em cada amostra, então eu estarei desenhando
uma carta X barra S. Por outro lado, se eu tiver um atributo de dados
ou dados discretos,
os dados de atributo
podem ser de dois tipos. É um dado com defeito
ou é um dado defeituoso? O que estamos monitorando? Se forem dados defeituosos e
o tamanho da amostra for constante, pode ser qualquer número,
será 1020304023 ou 12. Mas esse número, o que quer que
você esteja tomando, é constante. Em seguida, vamos para Carta NP porque os limites de controle estão
sendo calculados com base nas fórmulas
do giz subjacente. A amostra variável. Para dados com defeito. Por exemplo, quero
calcular o número
de defeituosos. Mas hoje eu fiz uma produção
de 100 unidades para mais resistente, fiz uma produção de 95 unidades antes desse dia era de 96 unidades. Então, o tamanho da minha amostra é
lido diariamente. Eu vou usar a carta p. Veremos
exemplos de Peter, onde você entenderá
que os limites de controle para uma carta P e uma
carta U são em zigue-zague. Vamos cobrir isso.
Não se preocupe. Vamos ter
muita prática para que todos esses conceitos se tornem
muito fáceis de gravar. Vamos continuar. Então, se eu tiver dados de defeitos, o
tamanho da amostra é constante, então eu uso o c-chart. Se o tamanho da amostra for confiável, eu vou para Utah. O que eu tento
lembrar facilmente é que se está com defeito, então é uma peça, a
peça inteira fica com defeito. É por isso que temos Carta
P e NP. Por ser constante, optamos por NP e por ser
variável, é um gráfico p. O outro é obviamente
C. E porque C é para sentar constantemente e
outro é Utah. Então eu tentei usar esse jingle para lembrar o
que deve ser usado. Portanto, se estiver com defeito, é P ou NP, dependendo
do tamanho da amostra. Se é defeito que é C e U. E entre C e UC é qual constante e Q é qual variável? Vamos pegar um caso de uso. Apesar. Há um engenheiro de qualidade
que está em uma peça automotiva. Ele quer, ele quer monitorar como
o comprimento dos eixos do
came está sendo feito. Ele tem três máquinas
que a empresa usa. Eles trabalham 24 por sete em
três turnos diferentes. Então, o
que o engenheiro faz é tirar uma amostra de
cinco de cada máquina
durante cada turno, você teria
adivinhado facilmente porque o comprimento da amostra é
um dado contínuo. tamanho da amostra é cinco. Isso significa que está entre 28 e eu
vou para o gráfico R da barra X. Então, vamos entender como
vamos fazer isso. Eu já compartilhei com
você a folha de dados, certo? Se você chegar à folha principal, terá dados de comprimento do eixo do came. Eu só tenho que vir
e clicar aqui. Isso me leva à parte em
que os dados estão
presentes, certo? Eu lhe dei muitos dados , mas você não precisa pesquisar. Basta usar a
folha média para cirurgia. Eu tenho a máquina 123
e IDs de amostra. Então, vou copiar todos esses dados e
colá-los na minha planilha de dados. Então, vou
pegar todos esses dados. Eu tenho meu MiniTab à mão. Vou colar
esses dados aqui. Em seguida, vou clicar
nas cartas de controle Stat, variáveis com algum grupo. E é porque eu sei que é um tamanho de subgrupo
menor que oito. Eu vou para o
gráfico R da barra X. Deixe o pop-up aparecer. Sim. Então, todas as observações
na carta na coluna
norte, sim. Nossas observações do
subgrupo estão em uma. Então, vou deixar assim
e vou selecionar a Máquina 123 e o
tamanho do subgrupo é cinco, certo? E também posso usar o ID do
subgrupo porque
posso ver que tenho 111115, certo? Vou clicar em, Ok. Eu realmente
quero cometer alguns erros para você entenda quais
erros precisamos evitar. Agora, ele está dizendo o gráfico
de barras X de máquina para máquina. Eu clico em Saída para ver tudo. Ele criou um
gráfico para cada máquina. Então, gráfico de barras X para a máquina um. E se você olhar para aqui, você pode encontrar um ponto vermelho fora do limite de controle superior e
inferior. Portanto, é uma variação de
causa especial. Mas no gráfico de intervalos, tudo está sob controle. Vamos rolar para baixo. Vamos ver, máquina a máquina para o processo
parece estar no controle, e o alcance também
parece estar no controle. Se eu vir a barra x na
cadeia para a árvore da máquina, novamente, tenho dois pontos de dados
que estão fora de controle. Agora, mais uma coisa
que você precisa observar é o limite superior
de controle. Deixe-me dar um pouco de zoom. O limite de controle superior
para a máquina um é 6,64301 e inferior é bom. 98. Vamos para a máquina dois. São seiscentos e
cinco noventa e oito. Se eu for para a máquina
três é 60298. Então, você pode ver que o limite de controle superior
está sendo calculado separadamente porque
os limites de controle
vêm dos dados do processo. E há uma variação, o limite de controle, porque há uma variação
nos dados. Apesar do limite superior
de controle ser 602, temos pontos que estão indo
além dos limites de controle. Certo? E da mesma forma, eu
pediria que você olhasse para os limites de controle para o gráfico de chuva
entre a máquina um. máquina dois tem um
intervalo de 0 a sete, e a máquina, desculpe, o maquinário
variou de 0 a sete. máquina dois tem um
intervalo de 0 a dois, e a máquina um tem um
intervalo de 0 a cinco. Isso lhe dá uma ideia que
reforça o conceito que seus limites de controle estão sendo calculados a
partir dos dados do processo. Eu posso fazer o mesmo gráfico e
chegar a vários gráficos. E eu posso ver o mesmo, mas eu diria, ok, eu posso ir para a barra X, carta R, ir para o teste, e selecionar o teste
que é importante. Então, se você se lembra, dissemos que você
deveria testar test1 e test2 para
entendê-lo muito bem. Então, vamos clicar em Ok, vamos clicar em Ok, e vamos refazer esse gráfico. Você pode ver que o Minitab
está recalculado. Se você vir a
carta de barras X para a máquina um, ela ainda será o mesmo ponto de
dados fora
do limite de controle. Agora, se você está comparando isso, você pode ver que, porque
eu disse o mesmo, está mostrando muito claramente que o processo é muito nítido e muito estreito. E CMV de quatro polegadas
também é muito menor. E carta R da
máquina três e da máquina três. Na parte inferior, você pode ver
claramente que diz o motivo do teste para o
gráfico da barra x na máquina um, teste um campo 1, mais de três
desvios padrão da linha central. O teste falhou no ponto número oito. Então você pode ir em frente e identificar o subgrupo de um onde
o número do ponto é oito, e então investigar o que
aconteceu naquele dia. Aprendemos certo? Precisamos fazer um brainstorming para corrigir
a variação da
causa especial. Os resultados do teste para
carta x-barra para a máquina três, teste 11 de três desvio padrão
da linha central. Este teste falhou
em dois lugares, Ponto número 2, número 14. Portanto, é muito
útil para nós investigar o que aconteceu
naquela data específica. Continuaremos com mais
exemplos no próximo vídeo.
15. Caso de uso: processo de preenchimento de lata: Vamos fazer nosso próximo exercício de ajudar o
engenheiro de qualidade com a espera. Um engenheiro de qualidade em uma empresa de
contabilidade avalia se o
processo de enchimento está sob controle. Como você sabe,
são bebidas gaseificadas. Se forem mais do que o necessário, isso causará um vazamento
ou a explosão da caixa. E se for muito menor, o
cliente está insatisfeito. Para verificar se o processo
Ele está no controle. O engenheiro coleta
um subgrupo de n gans para minimizar a variação
dentro do grupo. Essa é uma variação de lata
dentro de cada subgrupo. O engenheiro
coleta os dados
do subgrupo fornecido em um
curto período de tempo. Agora, vamos entender que
tipo de gráfico devo usar? Qual é o processo em que
estamos pegando os dados variáveis
porque eu quero escolher a quantidade
de líquido que é
preenchida e qual é
o tamanho do subgrupo. São dez. Então eu preciso
usar uma carta X barra S. Vamos entrar no arquivo do nosso projeto. Na cadeia principal, você tem
os dados. Clique nele. Isso o levará ao local
onde os dados estão satisfeitos. Vou copiar esses
dados para o Minitab. Agora clique nas cartas de
controle Stat. Dados legíveis com
subgrupo e carta X barra S pois meu número de amostras
em cada subgrupo é dez, é mais de oito. Todas as observações
estão em uma coluna. Sim, então vou colocar como o tamanho do subgrupo
ou o ID do subgrupo. Vou mencionar
isso porque vai ser 1 terço, vou apenas clicar
na opção x-bar s para ambos os testes e prefiro
fazer o teste número dois também. Clique em OK, clique em OK. Agora, deixe-me ver a saída. Portanto, a saída que
obtivemos é o gráfico de barras X, onde podemos ver que
o teste falhou. No ponto número três, o intervalo não falhou, mas o gráfico X-barra falhou. Então test1, 1 de três, mais de três
desvios padrão da linha central. O teste falhou no
ponto número três. Mas pedir ao
engenheiro de qualidade para voltar
aos dados e ver
o que aconteceu quando ele, quando esses
dados foram coletados? E o que aconteceu
durante esse processo, que o processo
estava fora de controle. E como você pode ver, o processo está fora de
controle na parte inferior. Para limitar. Isso significa que menos quantidade
de líquido foi sentida. O engenheiro de qualidade
agora precisa
mostrar o que aconteceu
durante aquela hora. E é algo que é
uma causa atribuível? E como podemos evitar que esse custo
especial aconteça? De novo? Vamos pegar o próximo
exemplo no próximo vídeo.
16. Caso de uso: processo de moldagem por injeção: Agora vamos ajudar o outro engenheiro de qualidade
de uma empresa de plástico. Se você pode ver isso, é um processo de moldagem de plástico. Uma pequena animação
que é azul pela VR, é mostrada aqui. Então você pode ver que o molde
de plástico vem aqui. Ele passa pelo canal
onde há muito calor. Portanto, o plástico derrete. Ele entra na seção de
moldagem onde a comida é guardada e quando
o produto sai, é um bom brinquedo que
podemos vender no mercado. Portanto, o caso de uso é o engenheiro de
qualidade para monitores de
uma empresa de peças plásticas e processos de moldagem por injeção. A máquina tem um corante que
cria £5 de uma só vez e eles coletam 20 subgrupos de cinco partes cada. Eles projetam
monitores dentro da variação
do subgrupo e entre variação do
grupo ao
mesmo tempo. N entre os lotes. Então, enquanto estamos tentando monitorar o processo de
moldagem por injeção de plástico, temos um tamanho de subgrupo de cinco e Ele está selecionando 20 pontos de dados de
subgrupos. Então, obviamente, quais são os dados que vamos analisar? que tipo de gráfico
precisamos trabalhar. O tamanho da minha amostra é
menor que oito, então preciso usar
uma carta R da barra X. Obviamente, são os dados
variáveis. Vamos para nossas cartas de controle. Tenho meus dados de
moldagem por injeção aqui. Vou copiar os dados dos pods e
do
subgrupo no Minitab. Agora, desta vez,
vou mostrar esse processo usando o recurso de
assistente no Minitab. Então, quando você clicar em Assistente, vá para cartas de controle. São dados contínuos. Dados coletados no subgrupo Sim. O subgrupo tem menos de oito? Sim. Então eu vou para um
x-bar no comando. Você pode ver como
é intuitivo trabalhar
com muitos toques. Meus dados estão presentes em parte. Não é um tamanho constante, então eu não vi a
coluna
ID do grupo WhatsApp está aqui. Como determino os
limites de controle e a linha central? Estou dizendo para estimar isso
a partir dos pontos de dados. Ele identificou imediatamente que há certos pontos que os dados estão faltando
na barra x e carta R. Então eu saio como
está e clico em. OK. Quando olho para a saída, meu gráfico R da barra x de quatro
partes foi criado. O processo
está sendo um processo que
estamos monitorando básico. Diz que não, o
processo não está salvando. O processo que estamos
monitorando não é estável. Os subgrupos estão fora de
controle na carta X-barra. Lembre-se de que você pode ver 0,7% de
subgrupos fora de controle por acaso. Mas mais do que isso é chamado de variação de
causa especial. Quando olhamos para este gráfico, desta vez, temos um problema
na carta R da barra X. O subgrupo anterior estava faltando o ponto no limite
superior de controle. E o próximo subgrupo está faltando o ponto abaixo do limite
inferior de controle. É definitivamente necessário que
o engenheiro de qualidade
investigue o que aconteceu durante o ponto número 13 e a amostra que foi coletada
durante o ponto número 14. Também descobrimos que o gráfico de anéis também está tendo
um limite fora de controle. que significa que o intervalo, a amostra que foi coletada
durante o ponto número oito, tinha uma grande
variedade de radiação. Então, foi uma
causa atribuível ou existe um preconceito? Quando os outros
dados são coletados? O engenheiro
precisa investigar isso. Sempre que estamos fazendo
um gráfico R da barra X, procuramos certos padrões. Existe uma tendência global como a que você está
vendo por aqui? Você vê algum padrão
cíclico? Atualmente nesses dados? Não estou vendo nenhuma tendência global. Não estou vendo nenhum padrão
cíclico. Há uma mudança no processo? Eu posso ver isso, sim. Há uma ligeira, então o ponto estava para baixo e depois há
um navio que está subindo. Está à deriva, como se
estivesse completamente para baixo e para cima. Não vejo nenhum desvio por aqui. Isso é uma oscilação de dados? Não no momento. Você consegue ver alguns padrões de
mistura? Eu posso ver um
pouco por aqui. Você pode ver algum
excesso de fora de controle? Eu posso ver isso tanto na
minha barra x quanto na carta R. Portanto, diz muito claramente o gráfico de barras X perdeu o limite de controle
no número 1314. A carta R ficou fora de controle durante o
ponto número oito, o que torna mais fácil para
nós entendermos isso. Por que devemos
investigar, certo? Você não precisa se
preocupar com a precisão dos limites da carta de
controle porque 70% ou mais pontos de dados estão incluídos no cálculo. Seus dados foram aprovados em
um teste de correlação. A correlação entre os pontos de dados
conjugativos dentro de cada subgrupo
é menor que 0,02. Isso significa que a aleatoriedade está lá quando a amostra
foi coletada. Mas sim, descobrimos que o processo
está fora de controle, que está solicitando que
o engenheiro
de qualidade investigue o assunto. Espero que você esteja gostando dos exercícios práticos
da carta de controle. Eu também solicitaria que você
pratique tudo isso na folha
de dados e
faça o upload na seção do projeto. Se você tiver alguma dúvida, sinta-se à vontade para perguntar
na seção de perguntas e respostas. Continuaremos com mais um
exemplo no próximo vídeo.
17. Dados de pH de detergente de caso: Vamos ajudar o engenheiro de qualidade de uma empresa de detergentes. Este é um caso de uso em que o engenheiro de qualidade
deseja estabelecer os dados de pH. O engenheiro de qualidade
quer
mapear e monitorar o fabricante do detergente líquido
e quer avaliar se o
processo está sob controle. Engenheiro mede o pH ou clarifica conjugar dois
lotes de detergente. E como os dados
não são coletados no subgrupo, você deve
usar a carta IMR. Ele está usando 25 lotes
constitutivos e pergunta o que ele está
medindo é o pH, que é um dado contínuo. Vamos
usar um gráfico IMR. Vou mostrar
mais uma vez nossos tipos de gráficos de controle, porque isso
ajudará você a se lembrar disso por toda a vida. No gráfico de controle, o tipo de dados que estamos medindo seu pH, que é um tipo de dados variável. Cada lote ele está selecionando um valor de amostra
e é por isso que we, n é igual a um. E, portanto,
vamos seguir com o gráfico IMR. Vamos para o arquivo do projeto. Este é o arquivo de
dados do projeto que
enviei para o nosso upload
na seção de discurso. Role para baixo, você encontrará os
dados de pH do detergente. Clique nele. Isso o levará ao local
onde os dados estão presentes. Agora vou copiar
esses dados para o Minitab. Eu tenho lidado com isso. Copiei esses
dados para o Minitab. Agora preciso criar meu
gráfico de IMR. Há duas maneiras. Primeiro, eu posso ir para
estatísticas, jogos de vela
e, em seguida, ir para gráficos estranhos para indivíduos e clicar em IMR. Mas desta vez vamos
usar a assistência. Então eu vou fazer assistente, clique no gráfico de controle. O tipo de dados é contínuo, são os dados do subgrupo coletados. Saiba que vou
usar o gráfico IMR. O volume de dados é Barba. E eu quero estimar
os limites de controle e a linha
central a partir dos dados. É dito muito claramente
o ponto número três. Há um ponto possível
que está fora de controle. Como engenheiro de qualidade, nunca excluo nenhum ponto de dados porque esse é um ponto
para eu investigar. Eu só clico em Ok e
venho ver minha saída. Sim. O gráfico da IMR para a paz é que
este processo significa tabela. Diz que não, a média do processo não
é estável por 4% do tempo. O processo pode
não ser estável,
pois por cento dos pontos de dados estão fora de controle no gráfico ocular. Lembre-se de que 0,7% de
fora de controle é por acaso, mesmo que o processo seja estável. Mas agora eu tenho mais
dados que estão fora de controle e esse ponto de dados perdeu no teste número um, pode
chover gráfico de amplitude
móvel. Meu processo não está
fora de controle. Procuramos certos
padrões sempre que estamos construindo nossos
gráficos de controle, como tendências, mudanças
cíclicas, desvios, mistura de
oscilação e pontos excessivos
fora de controle. No meu processo atual, posso ver claramente que há um ponto
fora de controle. Não estou vendo mistura
de oscilações, mudanças e desvios no meu capítulo de controle
atual. A variação do processo é Steven, nenhum ponto está fora
do limite de controle no gráfico de amplitude móvel, mas há 1 que está fora de controle no
regulamento individual, o eu verifico. Se os dados não estiverem normais, você pode ver que isso pode
ser uma taxa de alarme falso. Então você também tem que fazer
o teste de normalidade, que foi abordado
na outra série. Como engenheiro de qualidade, o conselho que eu daria a
esse engenheiro é garantir
que a qualidade seja monitorada e investigue o que aconteceu durante o ponto número oito. Espero que você tenha entendido o
conceito e possa aplicá-lo em seu próprio
projeto usando seus próprios dados. Além disso, eu
solicitaria que você pratique o uso do conjunto de dados fornecido aqui.
18. Dados de comprimento da barra de aço da caixa de uso: Vamos passar para o próximo caso de
uso nas cartas de controle. Aqui, vamos ajudar o
engenheiro de qualidade que deseja
determinar se o processo de
corte da barra de aço está sob controle. Eles projetam medidas
do comprimento de cinco barras de aço,
algumas tendas, navios. Você consegue adivinhar qual é o
tipo de dados que estamos usando? E que tipo de
carta de controle devemos usar para determinar se
o processo está sob controle? Você pode ajudar o engenheiro
de qualidade? Você pode digitar na seção
de perguntas e respostas
que tipo de
cartas de controle de data devemos usar? Obrigado por estarem noivos. Você está certo. Como a carta de controle
tem dados disponíveis, esse é o comprimento
da barra de estado
e o tamanho do meu subgrupo
está entre 2528, ou seja, o tamanho do meu
subgrupo atual é cinco. Eu vou seguir em frente
com o gráfico R da barra X. Vamos pegar o arquivo do projeto. Eu tenho meu arquivo de projeto de dados, que eu já compartilhei
com você neste projeto. Então você deve
pegar os dados de terra da barra de aço. Clique nele. Isso o levará ao local
onde os dados estão presentes. Vou copiar esses
dados para o Minitab. Sim, os dados estão
presentes no Minitab. Copiei os dados
da minha folha de dados. Vamos fazer a análise. Eu clico nas cartas de controle Stat, variável que subagrupa a
barra x responsável. Coloquei o comprimento
na coluna de dados e o
ID do subgrupo no tamanho do subgrupo. Eu vou para a barra x
ou opção e vou para
a seção de teste e garanto que o teste número 12 esteja selecionado. Você se lembra que aprendemos isso
durante o estágio inicial. Qual teste usar? Quando clico em Ok,
clico em Ok. O Minitab vai fazer a
análise e me tirar daqui. Se você ver isso, ele preparou
o gráfico de barras X para nós. Eu posso
ver claramente que
não há pontos de dados que estão
saindo do controle. Qualquer que seja a variação que
estamos vendo
no processo é devido a alguma variação de causa
comum, precisamos continuar
monitorando esse processo. Como posso ver,
há um ponto de dados tocando quase o limite superior de controle. Não solicitei que o engenheiro de
qualidade colete mais
alguns dados para garantir que os
dados
sejam processados sob controle. Eu solicitaria que você
fizesse o exercício semelhante, criasse seu projeto e o
upload do projeto
na seção do projeto. Ficarei feliz em revisar seu projeto e
lhe dar o feedback. E isso me dará confiança que todos estão gostando do
que estão aprendendo e
também são capazes de aplicar
o que estão aprendendo. Vamos continuar com outro
exemplo na próxima aula.
19. Caso de uso Dados de chamadas não respondidas: Olá amigos. Acho que você está gostando e aprendendo muito com
esse gráfico de controle. Aulas. Vimos exemplos de barra x, carta R, carta X-barra
e carta IMR. Até agora, vamos entrar
no tipo de atributo dos dados. Aqui temos um exemplo
do call center. O supervisor de um call
center quer determinar se o
processo de atendimento de chamadas está sob controle. O supervisor registra
um número total de chamadas
recebidas e o número de metas
não atendidas por 21 dias. Como você sabe, se formos o
cliente e estamos ligando Bunny para uma consulta e nosso
telefone não for atendido. Nos sentimos frustrados. E então não queremos
voltar para aquela empresa
para trabalhar novamente, fazer parceria com eles ou comprar
os produtos deles. Portanto, a chamada não atendida é um grande problema no setor de
contact center. E temos que ajudar
o supervisor a entender como ele pode reduzi-lo e se atualmente seu processo está
sob controle ou não? Como o tipo de dados
é contagem de defeituosos, todo
o objetivo não é respondido, então não é defeito,
mas está com defeito. E você pode controlar o número de
chamadas recebidas diariamente? Eles são variáveis. Portanto,
precisamos usar o personagem. O tipo de dados é atributo
porque é o número de chamadas. E meus tipos de dados sub
datatype estão com defeito porque eu não respondo uma
parte dos dois pontos, então certo. Ou atenda a cor, eu não atendo a chamada. Cada coluna é uma peça. O número total
de chamadas recebidas em um dia é um número variável. Portanto, será um tamanho amostral
variável
e, portanto, precisamos
ir com o gráfico p. Vamos ver nossos
dados na planilha do Excel. O arquivo de dados do produto que eu já compartilhei com você? Clique em uma resposta. Chamadas. Os dados estão presentes aqui, e eu posso
ver claramente que em alguns dias, eu tenho um vinte e três
cinquenta e três chamadas para 65 chamadas para 58 chamadas, e assim por diante. Eu tenho o número de chamadas
que não são atendidas. Então, eu iria em frente e copiaria
esses dados para o Minitab. Eu copiei os
dados para o Minitab. Agora eu preciso fazer o teste. Eu posso ir em frente, clicar nas cartas de controle Stat. O tipo de dados é gráfico de atributos, e eu já sei
que preciso construir um gráfico p. Eu clico nele. Vejo chamadas não atendidas e o
tamanho do subgrupo é o total de chamadas. Eu vou para a
opção de carta P, vou para o teste e posso determinar quais
testes eu quero testar. Então, vou clicar em todos os quatro testes para ver se alguma dessas falhas na área de trabalho. Eu clico em Ok,
clico em Ok, meus dados são produzidos. Vamos ver a saída. Podemos ver o gráfico p
para que os valores sejam chamados. E meus dados estão muito
dentro do limite de controle. E não violou nenhum dos quatro testes que
realizamos no gráfico p. Uma coisa interessante
que você pode ter observado é que as
linhas são em zigue-zague. O limite de controle não é a linha
reta como você viu na carta R da barra X
ou na carta IMR. Você consegue adivinhar o motivo? Você está certo? Como o
tamanho da minha amostra está desgastando, meus limites de controle
também variam de acordo. E, portanto, a
carta p teria exatamente o teste realizado
e não há radiação. O processo está sob controle. A variação se deve à variação de causa
comum. Se você fez
o mesmo exercício, eu solicitaria que você
copiasse esse gráfico, salve-o e faça
o upload dele na seção
de projetos deste curso. Ficarei feliz em revisar
seu projeto e
compartilharemos meus comentários. Se você tiver outros dados
relacionados a defeituosos, você quer que eu os revise. Por favor, faça o upload como um projeto. Você não violará
nenhum NDA porque não compartilhará
os dados. Você já vai
compartilhar o gráfico comigo. Certifique-se de
não carregar nenhum dos dados da sua empresa
no Skillshare. Você simplesmente carregará essas
informações onde precisar esclarecimentos, sem
revelar o nome
do cliente ou da empresa
de onde você está fazendo o upload. Obrigada. Aprenderemos mais
na próxima sessão.
20. Gráfico de guarda-chuva com defeito do caso P: Vamos fazer mais um
exemplo do destaque. Na vida real. Na maioria das vezes, estamos na fabricação
e produção. Mesmo se estivermos no setor
de serviços, consideramos que o cliente está sempre monitorando
defeitos e defeitos. E, portanto, estou mostrando mais e mais exemplos para os diferentes tipos de atributos
das cartas de controle. Então, este é novamente, mais um
lugar onde o supervisor de uma unidade de fabricação guarda-chuva quer avaliar a
qualidade da produção. Como você sabe que agora é uma temporada de
monções na Índia, venda de guarda-chuvas está no auge. Portanto, se a configuração de fabricação não produzir guarda-chuva de
boa qualidade, eles nem
poderão vendê-lo. E os guarda-chuvas restantes
ficarão com eles como um estoque, que eles só
poderão vender no próximo exercício financeiro
ou no próximo mês em breve. Então, para evitar isso, o supervisor quer registrar o número total de guarda-chuvas
que foram
produzidos todos os
dias e o número de defeituosos por 21
dias em uma série. Como 21 é um bom número, podemos continuar com isso. Novamente, repito, pois
estamos verificando se há dados
defeituosos e o tamanho da
amostra é confiável. Estou indo para o arremessador. Vamos copiar os dados
da nossa
planilha de dados para o Minitab, o que eu já fiz. Eu vou para a planilha principal, eu tenho dados gerais. Deixe-me apenas rolar para
cima os dados gerais. E eu copiei esses dados
daqui para o Minitab. Eu vou para o assistente, eu vou para o gráfico de controle, eu vou para o gráfico p e o
número C de colunas defeituosas. Portanto, é um guarda-chuva com defeito que é de tamanho constante do subgrupo. Saiba que a coluna do
tamanho do subgrupo é o produto total. Quero estimar isso a partir
dos dados e clico em Ok. Guarda-chuva com defeito de Páscoa será cobrado por guarda-chuvas com defeito. A proporção de itens
defeituosos está na tabela? Sim, é estável. A proporção de itens
defeituosos tabela, não
há subgrupo, razão pela qual
sair da sala. Você veria que quando eu estou fazendo o gráfico p usando o assistente, meus limites de controle
estão saindo como uma linha reta em vez
da linha em zigue-zague. Esse é um problema
com o gráfico p. Se eu estiver usando um assistente, se eu tivesse feito
o mesmo usando estatísticas, gráficos de
controle,
dados de atributos e gráfico p. Pegou o defeituoso. E para reproduzir quais
são as opções do gráfico p, vá para o teste e certifique-se de que toda a diretiva desk clique
em Ok, clique em OK. Agora você pode ver
que ele está mostrando o gráfico p para guarda-chuva
como uma linha em zigue-zague. Certo? Perfeito. No entanto, como a linha
está muito distante, está tudo bem. Mesmo que fosse uma linha reta porque você não está
perdendo nenhum ponto. A menos que tenhamos visto o que
vimos anteriormente, onde
recebemos a ligação quando tínhamos
esse tipo de linhas em zigue-zague. E, portanto, aqui
era muito importante usarmos o normal. Entraremos no
gráfico de controle de estatísticas e faremos isso. Maravilhoso. Estou feliz que você tenha
praticado
comigo muitos estudos de caso
sobre como aprender muito. Se você tiver alguma dúvida, sinta-se à vontade para escrever
na seção de perguntas e respostas ou na seção de
discussão abaixo. Ficarei feliz em responder às
suas perguntas e em ajudá-lo com
qualquer dúvida que você tenha. Vamos continuar com outros
exemplos no próximo vídeo.
21. Os registros médicos do hospital do caso de uso Defeitos dos dados: Vamos continuar com o próximo exemplo
nas cartas de controle. Este é um exemplo de um
caso de uso do hospital. O hospital mantém os registros médicos
do paciente. Como engenheiro de qualidade, há um problema
que estamos enfrentando. O supervisor de
um pequeno hospital quer garantir que
o número de flechas
nos registros médicos do hospital permaneça sob controle porque está lidando com a vida do paciente. Registros do supervisor,
o número total de registros
médicos que
foram preenchidos a cada dia e o número de
registros
incompletos ou imprecisos
com defeito. Então, como você sabe,
o número total de registros que
gastamos por dia é um número variável e estamos falando de
um registro com defeito. Então, você consegue adivinhar qual é o tipo de gráfico
que precisamos preparar? Sim, você está certo. Precisamos preparar o gráfico p. Então, como os dados estão relacionados à
contagem de defeituosos, vamos usar a imagem. Mais uma vez para recapitular. Nossos dados são dados de atributos, tamanho amostral variável
com defeito. Portanto, vamos usar a versão beta. A razão pela qual eu continuo mostrando
isso
repetidamente é para garantir que isso
fique impresso em sua mente. Agora vamos ao
nosso arquivo do projeto. No arquivo do projeto, você tem que procurar
os dados que são
sobre registros médicos. Para que você possa ver seus registros médicos
defeituosos. Vou clicar nele
e ele
me levará ao local quando o registro
defeituoso estiver lá. Vou copiar esses dados. E podemos ver claramente
que os tamanhos das amostras usam e os defeituosos também
são diferentes. Então, esses são o número total de registros, esses outros defeituosos. Vou copiar isso em mente. Minitab. Sim, eu
tenho os dados aqui. Como vamos
usar a carta P, posso ir para gráficos de controle estatístico, gráficos de
atributos e
selecionar a carta p. número total da
variável é defeituoso e o tamanho do subgrupo é o número
total de registros. Eu iria para o gráfico P e iria para o teste e garantiria que todos
os protestos estivessem ativos. Eu clico em Ok,
clico em Abrir. A saída saiu. Vamos até a janela de saída e ver o que aconteceu. Podemos ver que há
vários lugares onde a carta P tem no
teste número um. É o ponto número
810 trinta e cinco, cinquenta seis setenta cinco
oitenta sete oitenta e nove. Precisamos acessar nossos
dados e ver o aconteceu naquele dia, pois
temos tantos fatores. Os defeituosos estão abaixo
do limite de controle inferior e
também do limite de controle superior. No entanto, essa é uma mudança
positiva que temos tornando
menos defeituosos. Mas precisamos
entender como eles podem ser tão cuidadosos e por que não podemos reforçar o mesmo
padrão o
tempo todo para que nossos
limites de controle mudem. Você também pode ver que os dados,
os limites de controle
são altamente em ziguezague porque o tamanho de
dados disponível está desgastando. Todos os dias, o
tamanho da minha amostra está desgastando. E com base nisso, os
limites de controle dos ratos são altamente ziguezagueados. Ok, então agora espero que você tenha
entendido o que precisa ser feito. Você precisa
investigar o assunto. Sobre o
assunto, os especialistas vão
ao ponto número oito e investigam o que
aconteceu naquele dia. Então eu viria aqui e ia para o ponto número oito
e via que, Oh, de 1700 registros, 1778 registra apenas vetores 3D. É uma coisa positiva. Mas por que não posso repetir esse comportamento
repetidamente, se fosse possível ter alguns dados bons sobre as datas
específicas, eu gostaria de reforçar e
repetir o bom comportamento. Espero que você entenda. Eu solicitaria que você pratique o arquivo do projeto
criativo. Salve esse arquivo de projeto como uma imagem e
certifique-se de carregá-lo. Na seção do projeto. Eu criei um vídeo separado que mostra como posso
fazer o upload do projeto. Eu adoraria revisar
seu projeto, dar o feedback e compartilhar a experiência que você
teve ao aprender com minha turma. Vou continuar o
resto no próximo vídeo.
22. Dados de lâmpadas defeituosas do caso de uso: Vamos dar mais um exemplo
sobre dados defeituosos. Aqui temos os dados da
lâmpada. Vamos ajudar o
engenheiro de qualidade nesta empresa. O engenheiro de qualidade
avalia se o processo usado para fabricar
lâmpadas está sob controle ou não. Como você sabe, o volume
pode estar completamente defeituoso ou
acender a luz. Não pode ser meio defeituoso. Portanto, é um dado defeituoso
e não um dado diferenciado. O engenheiro testa
500 lâmpadas cada hora para um turno de 38 horas. Como o tamanho amostral é constante, vamos usar
os dados defeituosos. Para tamanho amostral constante. O Engineer registra o número de lâmpadas que não acenderam. Por isso, ele está gravando
as lâmpadas defeituosas. Como você entendeu. Estamos contando o número de defeituosos com o tamanho amostral
constante. Vamos
usar o gráfico np. Vamos recapitular nossos
tipos de cartas de controle. Estamos analisando dados de atributos, analisando dados defeituosos e analisando um tamanho amostral
constante. Vejamos agora o
conjunto de dados que temos. Procure os
dados desta lâmpada. Eu sou apenas sim. Dados da lâmpada com defeito. Eu tenho dois campos sobre esse ID de
grupo e defeituosos o número de
lâmpadas que
não estavam dentro do subgrupo. Os dados estão aqui. Vou copiar esses
dados para o Minitab. O ID do subgrupo,
que você vê aqui, é um identificador, mas o tamanho do
subgrupo diz 500. Vamos para o MiniTab. E eu colei
meus dados aqui. Como é um tamanho amostral constante. Para dados defeituosos,
vou clicar em Stat. Cartas de controle.
Dados do atributo, sem ponto. Estou selecionando os vetores e
o tamanho do subgrupo é 500. Eu vou para NP Chart. Clique em Testar e verifique se todas as quatro marcas estão marcadas. Clique em OK. Clique em OK. Agora vamos
refletir sobre a carta de controle. Podemos ver que, neste momento, o teste número
três falhou. E neste momento, o teste
número um falhou. Então, qual é o teste número 11, mais de três
desvios padrão da linha central. Este teste falhou
no ponto número 16. Há 36 pontos seguidos, todos aumentando ou diminuindo. Isso aconteceu no
ponto número nove. Se você vir do ponto número 32, número nove, temos uma tendência decrescente
contínua. Então, gostaríamos de investigar
o que estava acontecendo durante esses seis navios que o número de lâmpadas que eram eficazes estava
constantemente reduzindo. Porque é um comportamento
positivo. E queremos reforçar
esse comportamento positivo. Se os dados tivessem sido completamente deslocados e
estivessem entre 02, nossos limites de controle
teriam mudado. Portanto, como engenheiro de qualidade, você não está apenas olhando algo que está fora do limite
superior de controle, mas também pode querer
refletir sobre o comportamento dos dados que pode evitar que
as coisas saiam controle. Bom. Então eu espero que você tenha
entendido isso. Se você tiver alguma dúvida, não se esqueça de
fazer
suas perguntas na seção de
discussão abaixo, ficarei feliz em respondê-las. Continuarei com o próximo
exemplo no próximo vídeo. Até lá, praticando feliz
e aprendendo feliz.
23. Dados dos defeitos do papel de parede do caso de uso: Agora vamos passar para mais
um exemplo. Aqui vamos tentar ajudar o engenheiro de qualidade em uma empresa de
fabricação de papel de parede. Como você sabe, após COVID, a
maioria das famílias
decidiu reformar a casa porque
ficaram em casa
nos últimos dois anos. E eles percebem que a remodelação de seus
colegas de casa. Portanto, há muita
demanda pelo papel de parede. E, portanto, é importante para o engenheiro de qualidade
fabricar papéis de
parede de boa qualidade. Mas um propósito, como você sabe, vem com vários designs. E Prince, ele
quer entender que ele é a mesa do
processo de impressão ou não. Três horas, o engenheiro coleta
uma amostra de 100 pés de
papel de parede e conta o
número de defeitos de impressão, como
distorção de padrão e falta de tinta. Enquanto observamos
os diferentes dados com
um tamanho amostral constante. Você consegue adivinhar que tipo de gráfico de
controle
devemos construir? Seu direito? Preciso criar para o tamanho amostral constante
para dados diferentes. Novamente, vou mostrar
os tipos de cartas de controle. Portanto, estamos analisando defeitos de
dados de atributos e um tamanho amostral
constante. Então,
vamos começar a convulsão. Vamos para o arquivo do nosso projeto. Procure os dados de
defeitos do papel de parede. Eu posso encontrar
aqui. Eu clico nele. Isso me leva ao local onde os dados
do papel de parede estão presentes. Aqui o ID da amostra é
apenas para identificar a entidade id deve contar
o número de defeitos, cada amostra é
de 100 pés, certo? Vou copiar esses
dados para o Minitab. Eu fiz o mesmo. Você se lembra que eu preciso
fazer com jot, correto? Eu clico em cartas de controle Stat, gráficos de
atributos e C
para tamanho amostral constante. Vou medir
os defeitos. Vou para a carta C e garantir que todos os meus
testes sejam selecionados. Eu clico em Ok,
eu clico em Ok. Agora vamos dar uma olhada na saída. Existe a saída
do gráfico c. Como o tamanho amostral é constante, meu
limite de controle superior e inferior são linhas retas. Eu posso ver que o
teste falhou em dois pontos pelo número
12 e pelo menino número 13. Se eu não quiser contar
em que ponto está, eu posso olhar para a
referência que MiniTab também o teste falhou
no ponto número 2, número 30, ele investiga
uma questão que por
que tantos defeitos
acontecer nesses dias? Embora tenha havido muitos erros de impressão
altos encontrados durante
esses dois turnos. E novamente, devido ao
que voltou ao controle. Portanto, definitivamente deve ser uma causa atribuível
que precisa ser corrigida. Bom. Se você tiver alguma dúvida, não se esqueça de
fazer
suas perguntas na seção de
discussão abaixo, ficarei feliz em responder a
todas as suas dúvidas e não se esqueça de concluir seu projeto e fazer o upload na seção do
projeto. Eu convidaria você a fazer vários projetos para ter
certeza do
que está aprendendo. E isso me dá
muita confiança, mesmo como facilitadora, que tenho sido útil em sua
jornada de aprendizado. Obrigada.
24. Erros de medicação com defeito de caso de uso: Vamos dar mais um exemplo. À medida que a pandemia acabou de passar, é importante
verificarmos se todos os hospitais estão
trabalhando sob controle. Esta é uma quantidade em Junior que está verificando se
os registros nos medicamentos ou nos
medicamentos estão sendo dados na taxa correta
e outro caráter. Portanto, o diretor da
qualidade de um grupo de hospitais quer *****
a taxa de erro de medicação. Exemplos de erros
incluem administrar medicamentos
no momento errado
, administrar a dosagem errada ou administrar o
medicamento errado. O diretor registra o
número de pacientes e o número de
erros de medicação a cada semana durante 32 semanas. Como você pode entender, o número de pacientes
será variável. E estamos nos referindo aos dados de
defeitos, como dose errada, idade, momento errado,
entrega de medicamentos por drone. Vamos usar o Utah. Deixe-me explicar os
tipos de cartas de controle. São os dados do atributo, é o tamanho amostral
legível dos dados do defeito. Por isso, vou
usar o seu gráfico. Vamos ao nosso arquivo de dados
do projeto. Vamos procurar por erro de
medicação. São flechas de cura, o número de erros de medicação
que aconteceram naquela semana. Pacientes com o número total
de pacientes a cada semana. Mencionado aqui. Então, quando eu vou até aqui, eu posso ver quantos erros
e quantos pacientes eles conseguem ver claramente que o tamanho do
paciente está lendo. Vou copiar esses
dados para o Minitab. Os dados estão no Minitab. Agora, vamos fazer a análise. Clique em Stat, clique
em cartas de controle, clique em
gráficos de atributos, clique em Utah. As flechas estão aqui. O tamanho do subgrupo
é do paciente. Eu vou para o gráfico U,
clico no teste
e garanto que toda a cerca para
desktop esteja selecionada. Eu clico em, Ok,
eu clico em Ok. Minha saída está presente. Vamos puxar para cima. Agora. Podemos ver que há vários pontos nos quais
o teste foi preenchido. Com base nos dados, o limite de controle superior e
o limite inferior de controle estão
sendo calculados. Podemos descobrir que ou
há muito menos setas,
há um erro muito alto. Então, em ambos os lados,
os três desvios padrão
estão recebendo essa nota. Então, se houver consistentemente, na verdade isso tem
um efeito positivo. Se você está recebendo
menos erros para o número de pacientes,
é um esforço positivo. Então, como uma quantidade projetada, os pontos na parte inferior serão um ponto de investigação de como podemos gerenciá-lo tão bem? Considerando que os pontos de dúvida no topo além dos limites superiores de
controle são os locais de preocupação por
que erramos
e encontramos tantas flechas? E isso nos custou a
vida do paciente? Portanto, como pessoa de qualidade para
esse grupo de hospitais, é extremamente importante
que você investigue esse assunto porque o teste falhou em vários pontos. E lembre-se, os limites
de controle não são limites de
especificação. De acordo com o limite de especificação, o grupo de hospitais
pode ter concordado que a 10% de erros é aceitável ou
7% de erros é aceitável. Portanto, todos os pontos além
disso tornarão seu
processo menos capaz. Eu cobri isso
no outro vídeo, que fala sobre
a hipótese. Vamos continuar focando apenas nas cartas de controle
neste capítulo. Antes de ir mais longe e levar você de volta
ao meu arquivo de projeto, você pode ver que existem vários exemplos que
são fornecidos aqui. Eu os convidaria a
praticá-los porque isso lhe dará confiança para continuar e
entender os conceitos. Nós cobrimos vários
exemplos até agora. Deixe-me te levar bem. Vimos esse exemplo de
erro de medicação. Vimos o exemplo do papel de parede. Vimos o exemplo da
lâmpada com defeito. Vimos esse exemplo de guarda-chuva. Vimos o exemplo do
prontuário médico do hospital. Vimos o exemplo
do contact center. Vimos o exemplo do
chapéu de detergente. Vimos o comprimento da barra de aço. Vimos a moldagem por injeção. Então, o que isso significa? Eu já o levei através vários exemplos em
cada um dos gráficos que eu convidaria você a
praticar tudo isso,
porque isso lhe dará confiança de como
investigamos. O lema é meu
processo no controle. Que investigação
eu preciso fazer? Com isso? Vou parar por
aqui e estou
ansioso por suas perguntas
na seção de discussão. E seu projeto foi concluído, carregado na seção do projeto. Feliz aprendizado e
continue a crescer. Obrigada. Vejo você
na próxima lição.
25. Nota para os meus estudantes: Agradeço
muito por concluir esta série sobre cartas de controle. Você teria praticado todos os exemplos que
mostrei nesta lição. Você também terá fatores
que, usando os dados que eu já compartilhei
com você, você deveria ter, você também deve tentar praticar cartas de
controle usando
seus próprios dados, o que lhe dará uma
diferente nível de confiança. Eu me vesti, você
aprendeu muito e espero que seus conceitos também
sejam muito claros. Por favor, siga-me no Skillshare. Este é o meu perfil e
continuarei enviando novos
vídeos à medida que avançarmos. Para aqueles que estão interessados em fazer algum treinamento
corporativo. Eu faço um treinamento
corporativo interativo onde faço programas. Eu tenho pastas especialmente projetadas
para meus participantes. Dependendo da empresa
em que estão trabalhando. Você pode ver como todo mundo está envolvido
nesta fotografia. Estes são apenas um vislumbre de alguns dos treinamentos
que eu fiz. Fiz muitos
programas virtuais durante a pandemia, que representa mais de
mil horas de treinamento. Esses são apenas trechos
de alguns deles. Para aqueles que gostariam de
ficar em contato comigo. Você pode se conectar
comigo no LinkedIn. Eu tenho um canal do Telegram que é chamado de
seis sublinhados. Seis, número seis sublinhado doente. Bem, você pode se conectar
comigo lá também. Minha ID de e-mail também é
exibida na tela. Se você tiver alguma dúvida, não
hesite em contactar-me. Se você tiver alguma dúvida. Não se esqueça de usar a seção de
discussão abaixo. Estou ansioso pelo
seu processo de aprendizado e espero poder ajudar
em sua jornada de aprendizado. Muito obrigado.
 Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt
Dimple Sanghvi, AI Consultant, Lean Six Sigma Master Black Belt